申请日2016.08.31
公开(公告)日2016.12.07
IPC分类号C02F3/28; C02F101/16
摘要
本发明涉及一体化厌氧氨氧化颗粒污泥脱氮装置及其控制方法,包括高氨氮废水水箱和一体化厌氧氨氧化颗粒污泥反应器;一体化厌氧氨氧化颗粒污泥反应器内设置有搅拌器和在线监测组件;在线监测组件包括分别与PLC控制器通信相连的液位计、pH在线监测仪、DO在线监测仪和ORP在线监测仪;一体化厌氧氨氧化颗粒污泥反应器的池底还设置有曝气装置。其通过接种运行效果稳定的一体化生物膜生物膜反应器的混合污泥与厌氧氨氧化厌氧反应器的颗粒污泥,通过控制反应器内的低DO和FA抑制实现污泥消化液短程硝化‑厌氧氨氧化,同时通过控制反应器内pH、ORP,实现厌氧氨氧化颗粒污泥形成与倍增,从而提高装置硝化负荷,减少占地面积,增强系统抗低温冲击的能力。
摘要附图
权利要求书
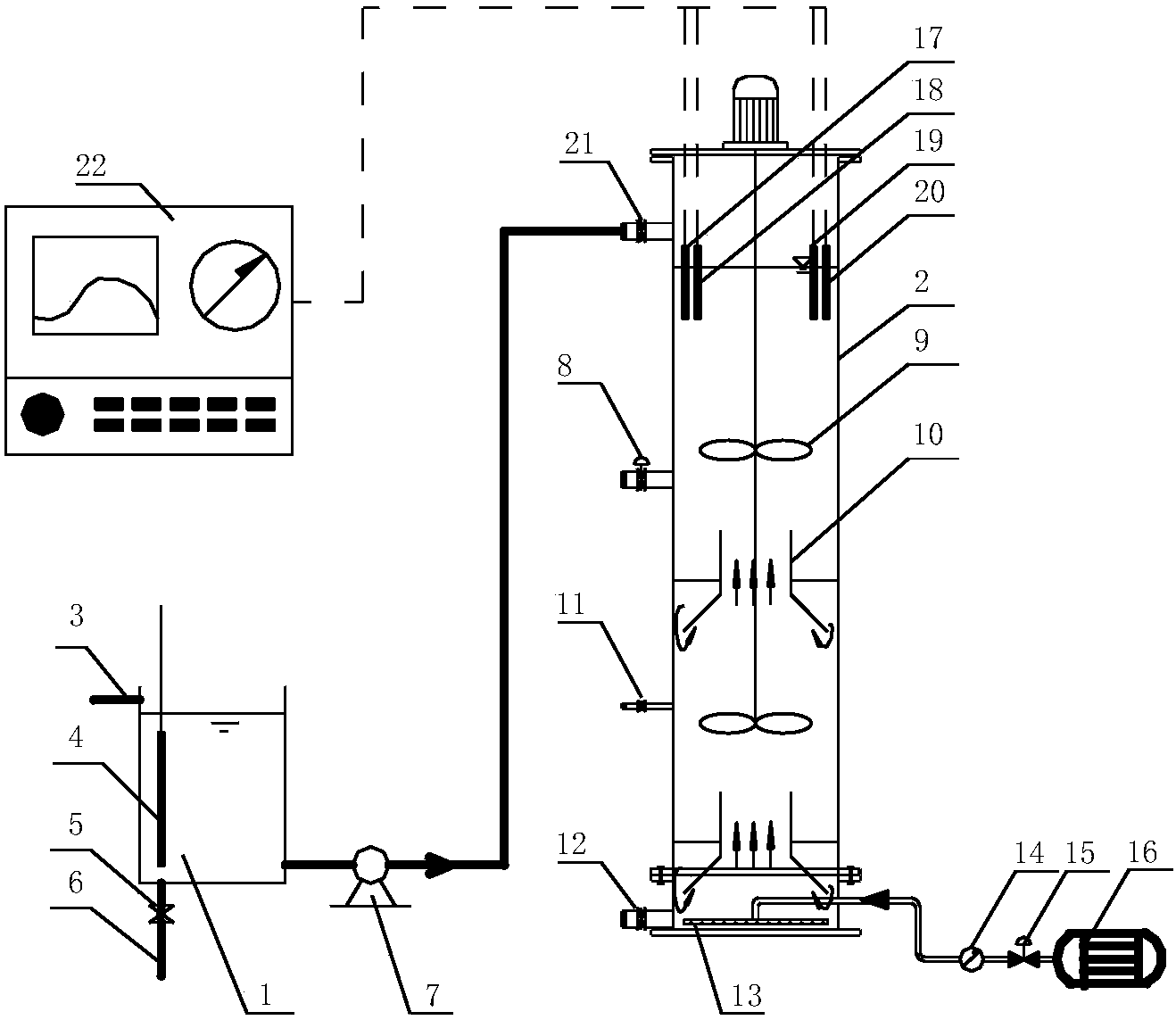
1.一种一体化厌氧氨氧化颗粒污泥脱氮装置,其特征在于:该装置包括高氨氮废水水箱(1)和一体化厌氧氨氧化颗粒污泥反应器(2);其中,高氨氮废水水箱通过进水泵(7)与一体化厌氧氨氧化颗粒污泥反应器的进水阀门(21)相连;一体化厌氧氨氧化颗粒污泥反应器中接种的混合污泥来自于一体化生物膜反应器与厌氧氨氧化厌氧反应器;一体化厌氧氨氧化颗粒污泥反应器内设置有搅拌器(9)和在线监测组件;在线监测组件包括分别与PLC控制器(22)通信相连的液位计(17)、pH在线监测仪(18)、DO在线监测仪(19)和ORP在线监测仪(20);一体化厌氧氨氧化颗粒污泥反应器的池底还设置有曝气装置,该曝气装置包括冲孔曝气管(13)和与冲孔曝气管通过连接管相连的空气压缩机(16),连接管上还设置有气体调节阀(15);所述一体化厌氧氨氧化颗粒污泥反应器上还设置有排水阀(8)和取样管(11);所述气体调节阀和排水阀均与PLC控制器通信连接。
2.根据权利要求1所述的一种一体化厌氧氨氧化颗粒污泥脱氮装置,其特征在于:高氨氮废水水箱上设置有溢流管(3)和放空管(6),溢流管设置在高氨氮废水水的箱顶,放空管设置在高氨氮废水水箱的箱底;放空管上还连接有与PLC控制器通信连接的放空阀(5);在高氨氮废水水箱的箱体中还设置有加热棒(4)。
3.根据权利要求1或2所述的一种一体化厌氧氨氧化颗粒污泥脱氮装置,其特征在于:所述连接管上还设置有与PLC控制器通信连接的气体流量计(14);在一体化厌氧氨氧化颗粒污泥反应器中,所述曝气装置的上方还设置有导流装置(10);所述一体化厌氧氨氧化颗粒污泥反应器的池底还设置有泄空管(12)。
4.根据权利要求3所述的一种一体化厌氧氨氧化颗粒污泥脱氮装置,其特征在于:所述导流装置为喇叭状导流板;在高氨氮废水水箱的箱体中还设置有与加热棒控制连接的温控计,高氨氮废水水箱内设置有废水温度传感器,温控计与废水温度传感器控制通信连接,温控计还与PLC控制器通信连接。
5.一种根据权利要求1-4任一项所述的一种一体化厌氧氨氧化颗粒污泥脱氮装置的控制方法,其特征在于,该控制方法包括如下步骤:
1)高氨氮废水配制:在城市污水处理厂二沉池出水中投加碳酸氢铵配制高氨氮废水,配制废水氨氮浓度在800-1200mg/L,将配置好的高氨氮废水存放在高氨氮废水水箱中;
2)接种污泥:从稳定运行的一体化生物膜反应器取混合污泥注入一体化厌氧氨氧化颗粒污泥反应器中,使一体化厌氧氨氧化颗粒污泥反应器内污泥浓度达到3500-4000mg/L,从运行稳定的厌氧氨氧化厌氧反应器取颗粒污泥注入一体化厌氧氨氧化颗粒污泥反应器,将一体化厌氧氨氧化颗粒污泥反应器总污泥浓度提高至4500-5000mg/L范围内,静沉30-45分钟, 排出上部清液,将一体化厌氧氨氧化颗粒污泥反应器水位由起始高度A降至预设高度B,其中A>B;
3)驯化培养:在污泥驯化培养阶段,一体化厌氧氨氧化颗粒污泥反应器按序批式方式运行,具体操作如下:
a.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入一体化厌氧氨氧化颗粒污泥反应器,当一体化厌氧氨氧化颗粒污泥反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b.曝气/搅拌反应:开启空气压缩机,通过曝气管上的气体调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内溶解氧浓度在0.2-0.25mg/L范围内,开启搅拌器进行搅拌,设定搅拌转速为60-80转/分钟,确保一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内pH值一阶导数大于零时,关闭空气压缩机与搅拌器,静沉30-40分钟;
d.排水:打开排水阀,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取一体化厌氧氨氧化颗粒污泥反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度,反应器单个运行周期结束;
重复以上a-d,单个周期运行结束后,根据检测的进出水氨氮浓度及反应时间,计算该周期内一体化厌氧氨氧化颗粒污泥反应器的氨氮去除负荷,当整个装置的氨氮与总氮去除负荷到达到0.1kg/(m3・d)时,且出水亚硝态氮浓度低于10mg/L,污泥驯化培养结束,进行下一步骤;
4)颗粒污泥强化增殖:在颗粒污泥强化增殖阶段,一体化厌氧氨氧化颗粒污泥反应器按序批式方式运行,具体操作如下:
a'.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入反应器,当一体化厌氧氨氧化颗粒污泥反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b’.曝气/搅拌反应:开启空气压缩机,通过曝气管上的气体调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内亚硝态氮浓度在25-35g/L范围内,开启搅拌器,设定搅拌转速为20-40转/分钟,保证一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c’.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内DO浓度在5分钟时间段内连续大于5mg/L时,关闭空气压缩机与搅拌器,静沉2-5分钟;
d’.排水:打开排水阀,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度;
e’.筛分:利用孔径为0.2mm的筛网,过滤一体化厌氧氨氧化颗粒污泥反应器排出的处理后废水,将筛上拦截的污泥回收到一体化厌氧氨氧化颗粒污泥反应器内,单个运行周期结束。
重复以上a’-e’,每周从一体化厌氧氨氧化颗粒污泥反应器内取混合污泥进行粒径分析,当混合污泥平均粒径大于0.5mm时,颗粒污泥强化增殖结束,进入下一步续;
5)稳定运行:一体化厌氧氨氧化颗粒污泥反应器内颗粒污泥稳定形成,系统启动结束,进入稳定运行阶段,一体化厌氧氨氧化颗粒污泥反应器按间歇方式运行,具体操作如下:
a”.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入反应器,当反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b”.曝气/搅拌反应:开启空气压缩机,通过曝气管上的空气调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内氨氮浓度降低速率在20-25mg/(L・h)左右,开启搅拌器,设定搅拌转速为30-40转/分钟,保证一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c”.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内DO浓度在5分钟时间段内连续大于5mg/L时或pH值一阶导数大于零或反应器混合液ORP一阶导数小于0.1,关闭空气压缩机与搅拌器,静沉2-5分钟;
d”.排水:打开排水阀门,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度,重复以上a”-e”步骤。
说明书
一体化厌氧氨氧化颗粒污泥脱氮装置及其控制方法
技术领域
本发明涉及污水生物处理技术领域,尤其涉及一种处理高氨氮废水的厌氧氨氧化自养脱氮装置及其控制方法,该装置及控制方法适用于高氨氮废水脱氮处理。
背景技术
近年我国水体富营养化现象频发,内陆河流水体污染严重,其中氮素污染是导致水体富营养化的主要因素之一,因此,最新出台水十条《水污染防治计划》中明确要求“选择对水环境质量有突出影响的总氮等污染物,研究纳入流域、区域污染物排放总量控制约束性指标体系。根据新增的约束性指标,如何高效经济实现氨氮减排的目标还需在实践中探索。
目前应用最多的污水脱氮工艺为硝化反硝化工艺,该工艺先通过硝化菌将污水中的氨氮氧化成硝态氮,再通过反硝化菌利用有机物将硝态氮还原为氮气。传统的污水脱氮工艺操作复杂、运行费用高、并产生大量反硝化污泥,针对以上问题,研究人员开发出了多种新型脱氮工艺,如短程硝化反硝化工艺、同步硝化反硝化工艺、反硝化除磷工艺、厌氧氨氧化工艺等,其中厌氧氨氧化工艺是目前公认的最经济高效的污水脱氮工艺,其核心是通过厌氧氨氧化菌以亚硝酸盐为电子受体将氨氮直接氧化为氮气,大大缩短了传统硝化反硝化工艺的反应流程,厌氧氨氧化工艺与传统脱氮工艺相比具有明显的优势:厌氧氨氧化菌以亚硝酸盐为电子受体,脱氮过程中不需要有机碳源;硝化过程只需将1/2的氨氮氧化至亚硝酸盐,约节省曝气能耗50%;厌氧氨氧化菌为化能自养菌,在脱氮过程中污泥产量仅为传统硝化反硝化污泥产量的10%左右,大大节省后续污泥处置费用;另外,厌氧氨氧化技术还有脱氮负荷高,减少温室气体排放等优点。厌氧氨氧化技术应用于高氨氮废水处理中,可较大幅度节省运行费用,产生显著的经济效益。同时厌氧氨氧化工艺与传统工艺相比可减少温室气体氧化亚氮的排放,环境效益明显。
目前厌氧氨氧化技术应用面临的主要问题有菌种不易富集、环境条件敏感、容易受到抑制等,因此通常采用在在反应器内形成颗粒污泥或投加新型生物填料来强化厌氧氨氧化菌的持留能力,但单纯的生物膜工艺厌氧氨氧化菌挂膜时间较长,微生物量较低,反应器处理能力难以提高,且生物膜易脱落,不易储存及新建工程接种。纯颗粒污泥工艺虽然较生物膜工艺具有更多优势,但因颗粒污泥培养更困难,反应条件要求更加苛刻,因此,需要开发一种新型的一体化厌氧氨氧化颗粒污泥脱氮装置,在有效的反应控制条件下实现颗粒污泥的形成与倍增。
发明内容
本发明的目的就是为了解决上述技术问题,提出了一种一体化厌氧氨氧化颗粒污泥脱氮装置及其控制方法,其通过接种运行效果稳定的一体化生物膜生物膜反应器的混合污泥与厌氧氨氧化厌氧反应器的颗粒污泥,通过控制反应器内的低DO和FA抑制实现污泥消化液短程硝化-厌氧氨氧化,即实现AOB的增长速率大于NOB的增长速率,使NOB不断被淘洗掉,使得系统内ANAMMOX取代NOB成为优势菌群,同时通过控制反应器内pH值、ORP值与排水时间,实现厌氧氨氧化颗粒污泥形成与倍增,从而提高装置硝化负荷,减少占地面积,增强系统抗低温冲击的能力。
为了达到上述目的,本发明采用如下技术方案实现:
一体化厌氧氨氧化颗粒污泥脱氮装置,该装置包括高氨氮废水水箱和一体化厌氧氨氧化颗粒污泥反应器;其中,高氨氮废水水箱通过进水泵与一体化厌氧氨氧化颗粒污泥反应器的进水阀门相连;一体化厌氧氨氧化颗粒污泥反应器中接种的混合污泥来自于一体化生物膜反应器与厌氧氨氧化厌氧反应器;一体化厌氧氨氧化颗粒污泥反应器内设置有搅拌器和在线监测组件;在线监测组件包括分别与PLC控制器通信相连的液位计、pH在线监测仪、DO在线监测仪和ORP在线监测仪;一体化厌氧氨氧化颗粒污泥反应器的池底还设置有曝气装置,该曝气装置包括冲孔曝气管和与冲孔曝气管通过连接管相连的空气压缩机,连接管上还设置有气体调节阀;所述一体化厌氧氨氧化颗粒污泥反应器上还设置有排水阀和取样管;所述气体调节阀和排水阀均与PLC控制器通信连接。
作为上述方案的进一步优化,高氨氮废水水箱上设置有溢流管和放空管,溢流管设置在高氨氮废水水的箱顶,放空管设置在高氨氮废水水箱的箱底;放空管上还连接有与PLC控制器通信连接的放空阀;在高氨氮废水水箱的箱体中还设置有加热棒。
作为上述方案的进一步优化,所述连接管上还设置有与PLC控制器通信连接的气体流量计;在一体化厌氧氨氧化颗粒污泥反应器中,所述曝气装置的上方还设置有导流装置;所述一体化厌氧氨氧化颗粒污泥反应器的池底还设置有泄空管;
作为上述方案的进一步优化,所述导流装置为喇叭状导流板;在高氨氮废水水箱的箱体中还设置有与加热棒控制连接的温控计,高氨氮废水水箱内设置有废水温度传感器,温控计与废水温度传感器控制通信连接,温控计还与PLC控制器通信连接。
本发明上述一体化厌氧氨氧化颗粒污泥脱氮装置的控制方法包括如下步骤:
1)高氨氮废水配制:在城市污水处理厂二沉池出水中投加碳酸氢铵配制高氨氮废水,配制废水氨氮浓度在800-1200mg/L,将配置好的高氨氮废水存放在高氨氮废水水箱中;
2)接种污泥:从稳定运行的一体化生物膜反应器取混合污泥注入一体化厌氧氨氧化颗粒污泥反应器中,使一体化厌氧氨氧化颗粒污泥反应器内污泥浓度达到3500-4000mg/L,从运行稳定的厌氧氨氧化厌氧反应器取颗粒污泥注入一体化厌氧氨氧化颗粒污泥反应器,将一体化厌氧氨氧化颗粒污泥反应器总污泥浓度提高至4500-5000mg/L范围内,静沉30-45分钟,排出上部清液,将一体化厌氧氨氧化颗粒污泥反应器水位由起始高度A降至预设高度B,其中A>B;
3)驯化培养:在污泥驯化培养阶段,一体化厌氧氨氧化颗粒污泥反应器按序批式方式运行,具体操作如下:
a.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入一体化厌氧氨氧化颗粒污泥反应器,当一体化厌氧氨氧化颗粒污泥反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b.曝气/搅拌反应:开启空气压缩机,通过曝气管上的气体调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内溶解氧浓度在0.2-0.25mg/L范围内,开启搅拌器进行搅拌,设定搅拌转速为60-80转/分钟,确保一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内pH值一阶导数大于零时,关闭空气压缩机与搅拌器,静沉30-40分钟;
d.排水:打开排水阀,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取一体化厌氧氨氧化颗粒污泥反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度,反应器单个运行周期结束;
重复以上a-d,单个周期运行结束后,根据检测的进出水氨氮浓度及反应时间,计算该周期内一体化厌氧氨氧化颗粒污泥反应器的氨氮去除负荷,当整个装置的氨氮与总氮去除负荷到达到0.1kg/(m3・d)时,且出水亚硝态氮浓度低于10mg/L,污泥驯化培养结束,进行下一步骤;
4)颗粒污泥强化增殖:在颗粒污泥强化增殖阶段,一体化厌氧氨氧化颗粒污泥反应器按序批式方式运行,具体操作如下:
a'.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入反应器,当一体化厌氧氨氧化颗粒污泥反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b’.曝气/搅拌反应:开启空气压缩机,通过曝气管上的气体调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内亚硝态氮浓度在25-35g/L范围内,开启搅拌器,设定搅拌转速为20-40转/分钟,保证一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c’.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内DO浓度在5分钟时间段内连续大于5mg/L时,关闭空气压缩机与搅拌器,静沉2-5分钟;
d’.排水:打开排水阀,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度;
e’.筛分:利用孔径为0.2mm的筛网,过滤一体化厌氧氨氧化颗粒污泥反应器排出的处理后废水,将筛上拦截的污泥回收到一体化厌氧氨氧化颗粒污泥反应器内,单个运行周期结束。
重复以上a’-e’,每周从一体化厌氧氨氧化颗粒污泥反应器内取混合污泥进行粒径分析,当混合污泥平均粒径大于0.5mm时,颗粒污泥强化增殖结束,进入下一步续;
5)稳定运行:一体化厌氧氨氧化颗粒污泥反应器内颗粒污泥稳定形成,系统启动结束,进入稳定运行阶段,一体化厌氧氨氧化颗粒污泥反应器按间歇方式运行,具体操作如下:
a”.进水:开启进水泵与进水阀门,将高氨氮废水水箱内的污水注入反应器,当反应器液位升至起始高度A时,关闭进水泵与进水阀门,取高氨氮废水水样检测氨氮指标;
b”.曝气/搅拌反应:开启空气压缩机,通过曝气管上的空气调节阀调整空气流量,控制一体化厌氧氨氧化颗粒污泥反应器内氨氮浓度降低速率在20-25mg/(L・h)左右,开启搅拌器,设定搅拌转速为30-40转/分钟,保证一体化厌氧氨氧化颗粒污泥反应器内污泥混合均匀,每隔0.5-1.5小时测定一体化厌氧氨氧化颗粒污泥反应器内的氨氮、亚硝态氮与硝态氮浓度;
c”.沉淀:当一体化厌氧氨氧化颗粒污泥反应器内DO浓度在5分钟时间段内连续大于5mg/L时或pH值一阶导数大于零或反应器混合液ORP一阶导数小于0.1,关闭空气压缩机与搅拌器,静沉2-5分钟;
d”.排水:打开排水阀门,将一体化厌氧氨氧化颗粒污泥反应器上部清液排出,一体化厌氧氨氧化颗粒污泥反应器液位由起始高度A降至预设高度B,取反应器排水水样检测氨氮、亚硝态氮与硝态氮浓度,重复以上a”-e”步骤。
本发明的运行工艺原理:将高氨氮废水注入反应器内,在进水过程中污水与反应器内的污泥充分接触,进水结束后,开启空气压缩机向反应器内鼓入空气,为反应器内的混合污泥提供生化反应所需的氧气,开启搅拌器强化混合效果,在有氧条件下,颗粒污泥将污水中的有机物转化为二氧化碳和水,同时氨氧化菌将污水中的氨氮氧化为亚硝态氮,通过PLC控制器控制反应器内的DO、pH与ORP,在微氧条件下,厌氧氨氧化菌利用亚硝态氮为电子受体,将氨氮氧化为氮气,同时产生少量的硝态氮,当氨氮浓度降低到1.0mg/L以下,停止空气压缩机与搅拌器,反应结束,进入沉淀阶段,沉淀完成后将上部清液作为最终出水排出,完成本次循环。
与传统的高氨氮污水处理工艺和常规的厌氧氨氧化脱氮处理工艺等现有技术相比,本发明具有如下优点:
1)整个脱氮反应在一个反应装置内完成,整个装置结构紧凑、构造简单、自动化程度较高、便于操作。
2)充分利用氨氧化菌与厌氧氨氧化菌的生态特性,创造适合其生长的微氧环境,通过环境因子刺激作用,形成外层为氨氧化菌,内部为厌氧氨氧化菌的颗粒污泥,有效避免过高的溶解氧对厌氧氨氧化菌的抑制作用,建立良好的微生态。
3)在单一反应器中培养厌氧氨氧化颗粒物污泥,避免了传统厌氧氨氧化工艺污泥易流失、厌氧氨氧化菌生物总量低等缺陷。
4)一体化厌氧氨氧化工艺较传统脱氮工艺可节省约50%的曝气能耗,且颗粒污泥工艺不受溶解氧限值、反应器污泥浓度高,使整个装置具有较高的脱氮负荷,节省占地与建设成本。

