
申请日2011.09.07
公开(公告)日2012.04.25
IPC分类号C02F9/02; C08G65/00
摘要
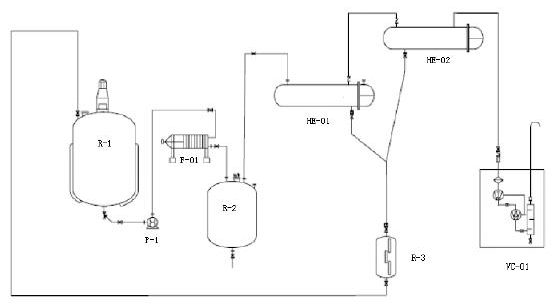
本实用新型提供了一种聚醚多元醇生产过程中废水再利用系统,该系统包括顺序连接的中和釜(R-1)、固液分离过滤器(F-01)和中间储罐(R-2),所述的中间储罐(R-2)连接真空泵(VC-01),中间储罐(R-2)和真空泵(VC-01)之间设置冷凝器,冷凝器包括串联的第一冷凝器(HE-01)和第二冷凝器(HE-02),冷凝器的冷凝液出口分别连接废水回收储罐(R-3)。本实用新型适用于回收使用聚醚多元醇处理过程中(脱钾离子和脱水过程)产生的废水,实现水回收后的再利用,不影响产品收率和品质,可减少废水的排放至少30%。
权利要求书
1.一种聚醚多元醇生产过程中废水再利用系统,其特征在于:该系统包括顺序连接的中和釜(R-1)、固液分离过滤器(F-01)和中间储罐(R-2),所述的中间储罐(R-2)连接真空泵(VC-01),中间储罐(R-2)和真空泵(VC-01)之间设置冷凝器,冷凝器的冷凝液出口连接废水回收储罐(R-3)。
2.根据权利要求1所述的聚醚多元醇生产过程中废水再利用系统,其特征在于:所述的冷凝器包括串联的第一冷凝器(HE-01)和第二冷凝器(HE-02),第一冷凝器(HE-01)和第二冷凝器(HE-02)分别连接废水回收储罐(R-3)。
3.根据权利要求1所述的聚醚多元醇生产过程中废水再利用系统,其特征在于:所述的中和釜(R-1)和固液分离过滤器(F-01)之间由管道连接,管道上设置移送泵(P-1)。
4.根据权利要求1所述的聚醚多元醇生产过程中废水再利用系统,其特征在于:所述的中间储罐(R-2)、冷凝器(HE-01、HE-02)和废水回收储罐(R-3)形成封闭空间。
5.根据权利要求1所述的聚醚多元醇生产过程中废水再利用系统,其特征在于:所述的真空泵(VC-01)采用干式真空泵。
说明书
一种聚醚多元醇生产过程中废水再利用系统
技术领域
本实用新型属于化工设备技术领域,涉及一种废水再利用装置,特别适用于聚醚多元醇生产中产品处理阶段(含脱钾离子和脱水过程)产生的废水再利用。
背景技术
聚醚多元醇含有醚键,性质活泼,易与氧气反应,又因为聚醚易溶于水,所以聚醚生产装置产生的废水COD极高。高COD废水的处理极为困难。因此如何降低聚醚生产装置的废水产生量极有意义。
聚醚多元醇在生产过程中引入催化剂钾离子,聚合完成后需除去该催化剂钾离子。其方法是用水中和含钾离子的物料,再用固体酸进行吸附。因此钾离子吸附处理完成以后,物料中通常含有1~2%的水。物料中的水采用降膜蒸发器蒸出,变为高浓度废水,其COD值一般在30000mg/L以上。
目前行业内无法处理该废水,只能作为高浓度废水委外进行处理。因其产生量较大,对环境造成较大压力,且处理费用高昂,成为各聚醚生产企业的沉重包袱。
发明内容
本实用新型的目的在于提供一种聚醚多元醇生产过程中废水再利用系统,适用于聚醚多元醇生产中产品脱钾离子和脱水处理,实现废水回收后的再利用,在不影响产品收率和品质的前提下,减少聚醚产品处理过程中废水排放量。
为实现所述的发明目的,本实用新型采用如下技术方案:
一种聚醚多元醇生产过程中废水再利用系统,其特征在于:该系统包括顺序连接的中和釜(R-1)、固液分离过滤器(F-01)和中间储罐(R-2),所述的中间储罐(R-2)连接真空泵(VC-01),中间储罐(R-2)和真空泵(VC-01)之间设置冷凝器,冷凝器的冷凝液出口连接废水回收储罐(R-3)。
所述的冷凝器优选两级冷凝器,以确保水回收再利用的效果。即冷凝器包括串联的第一冷凝器和第二冷凝器,第一冷凝器和第二冷凝器分别连接废水回收储罐。冷凝器采用0℃冷却水冷却,其作用是将高温下脱出的水蒸气冷凝成液相的水,回收至废水回收储罐。
含钾离子的聚醚产品在中和釜中脱除钾离子。聚醚产品在中和釜中加水、钾离子吸附剂后,搅拌,待充分吸附后,送至固液分离过滤器过滤吸附剂,得到只含有水的聚醚。所述的中和釜和固液分离过滤器之间由管道连接,管道上设置移送泵,其作用是将中和釜中产品移送至固液分离过滤器。
固液分离后的产物进入中间储罐。中间储罐的作用是接受脱出钾离子后的产品,同时作为脱水的反应器。
脱水过程在中间储罐、冷凝器、废水回收储罐和真空泵组成的真空脱水系统中进行。所述的中间储罐、冷凝器和废水回收储罐形成封闭空间。产品中的水在真空条件下脱除后,水蒸气经冷凝后以废水回收储罐收集,废水回收储罐中的回收水经分析后再次使用。
所述的真空泵优选采用干式真空泵。干式真空泵无需使用水作为介质,不会带来外的污水。
本实用新型适用于回收使用聚醚处理过程中(脱钾离子和脱水过程)产生的废水,该废水为高浓度废水,通常COD>30000,常规方法处理十分困难,且处理成本高昂。回收处理过程如下:
1) 含钾离子的聚醚产品在中和釜中加水,加钾离子吸附剂后,搅拌,待充分吸附后,送至固液分离过滤器过滤吸附剂,得到只含有水的聚醚。
2) 分离后的含水聚醚进入中间储罐,上部抽真空进行脱水。水蒸气被真空带至第一冷凝器和第二冷凝器,被冷却成液态水,收集于废水回收储罐;不凝气被真空泵排出。
3) 分析废水回收储罐中废水的CPR指数,若CPR指数小于50,则通过氮气压送至中和釜,供下一批生产使用;若大于50,则作为高浓度废水直接排放。
CPR指数为反映系统中含钾离子浓度的数值,1CPR相当于1.5ppm的钾离子浓度。钾离子是下游厂家的高效催化剂,钾离子浓度过高则该废水回收使用将耗费大量吸附剂,且影响生产速度。若钾离子含量较少,则可回收使用。经大量实验,CPR小于50,回收使用该废水对产品品质无影响。
实际使用表明,聚醚处理过程中采用本实用新型的废水再利用系统,可减少废水的排放至少30%。
本实用新型的聚醚多元醇生产过程中废水再利用系统,具有以下有益技术效果:
1) 采用本实用新型的废水再利用系统,可以将脱水过程全程密封,减少对大气的影响。
2) 采用本实用新型的废水再利用系统,至少可以减少聚醚处理过程中30%的废水排放量。
3) 采用本实用新型的废水再利用系统,不会影响产品的品质或影响极为有限,通过各种常规分析表明,与原有处理装置基本无差异。
4) 采用本实用新型的废水再利用系统,不会带来额外的废水,环境友好。
5) 采用本实用新型的废水再利用系统,不会降低产品的收率。





