根据有机物在厌氧处理中所要求达到的分解程度,可将其分为两种类型,即酸发酵(水解酸化) 和甲烷发酵。前者以有机酸为主要发酵产物,而后者则以甲烷为主要发酵产物。酸发酵是一种不彻底的有机物厌氧转化过程,其作用在于使复杂的不溶性高分子有机物经过水解和产酸,转化为溶解性的简单低分子有机物, 为后续厌氧处理中产乙酸产氢和产甲烷微生物或好氧处理准备易于氧化分解的有机底物(即提高废水的BOD5 / COD ,改善废水的可生化性) 。因而,它常作为生物预处理工序或厌氧-好氧联合生化处理工艺中的前处理工序。
厌氧- 好氧工艺是中、高浓度有机废水处理的适宜工艺。这是因为:
1. 厌氧法多适用于高浓度有机废水的处理, 能有效地降解好氧法不能去除的有机物, 具有抗冲击负荷能力强的优点,但其出水综合的指标往往不能达到处理要求;
2. 厌氧法能耗低和运行费便宜,尤其在高浓度有机废水时,厌氧法要比好氧法经济得多;
3. 好氧法则多适用于中低浓度有机废水的处理, 对于高浓度且水质、水量不稳定的废水的耐冲击负荷能力不如厌氧法,尤其当进水中含有高分子复杂有机物时,其处理效果往往受到严重的影响。厌氧- 好氧联合处理工艺可大大改善水质及运行的稳定性,但由于厌氧段实现了甲烷过程,因而对运行条件和操作要求较为严格,同时因原水中大量易于降解的有机物质在厌氧处理中被甲烷化后,剩余的有机物主要为难生物降解和厌氧消化的剩余产物, 因而尽管其后续的好氧处理进水负荷得到大大降低,但处理效率仍较低。此外,该工艺须考虑复杂的气体回收利用设施,从而增加基建费用。而水解酸化工艺则将厌氧处理控制在产酸阶段, 不仅降低了对环境条件(如温度、p H、DO 等) 的要求, 使厌氧段所需容积缩小,同时也可不考虑气体的利用系统,从而节省基建费用。由于厌氧段控制在水解酸
化阶段,经水解后原水中易降解物质的减少较少,而原来难以降解的大分子物质则被转化为易生物降解的物质,从而使废水的可生化性及降解速率得到较大幅度的提高。因此,其后续好氧处理可在较短的HRT下达到较高的处理率。两相厌氧消化工艺即是将厌氧消化中的产酸相和产甲烷相分开,以便获得各自最优的运行工况。与水解酸化过程相比, 其产酸段对产物的要求是不同的(以乙酸为其产物) 。
水解酸化、混合厌氧和两相厌氧由于各自的作用不同、对产物要求及处理程度的不同, 对各自的运行和操作要求也不同:
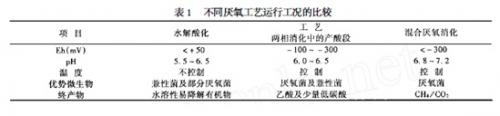
1. Eh 不同。在混合厌氧消化系统中,由于承担水解和酸化功能的微生物与产甲烷菌共处于一个反应器中,整个反应器的氧化还原电位Eh 须严格控制在- 300mV 以下以满足甲烷菌的要求,因而其水解酸化菌也是在此Eh 值下工作的。两相厌氧消化系统则将产酸相的Eh 控制在- 100~ - 300mV 之间。对水解酸化- 好氧工艺而言,只要将Eh 控制在+ 50mV 下即可发生有效的水解酸化作用;
2. pH 要求不同。混合厌氧处理系统中,由于控制处理效能的步骤是产甲烷,因而其p H 通常控制在甲烷菌生长的最佳范围(6. 8~7. 2) 以内。两相工艺中则为控制其产物的形态而将pH 严格控制在6. 0~6. 5 之间,p H 的变化将引起产物的变化而造成对产甲烷相的抑制。对水解酸化工艺而言,由于其后续处理为好氧工艺, 因而对p H 的要求并不十分严格, 且由于水解酸化菌对p H 的适应性较强,因而其适宜p H 范围较宽(适宜值为3. 5~10 ,最优值为5. 5~6. 5) ;具体参见http://www.dowater.com更多相关技术文档。
3. 温度( T) 的不同。对于混合厌氧系统和两个系统而言,对温度的要求均严格,要么控制在中温(30~35 ℃) ,要么控制在高温(50~55 ℃) 。而水解酸化工艺则对温度无特殊要求,在常温下仍可获得满意的效果。研究表明,当温度在10~20 ℃之间变化时,水解酸化反应速率变化不大,说明水解酸化微生物对低温变化的适应能力较强;
4. 参与微生物种群及产物的不同。混合厌氧工艺中,由于严格控制在厌氧条件下运行,其优势微生物种群为专性厌氧菌,因而完成水解作用的微生物以厌氧菌为主。两相工艺中则因所控制的Eh 值的不同而以不同菌群存在。如Eh 较低时,以专性厌氧菌为主,而Eh 值较高时则以兼性菌为主。水解酸化工艺通常可在兼性条件下运行,因而其微生物菌群多以厌氧和兼氧菌的混合菌群,有时也以兼性菌为主。微生物种群的差异导致不同工艺的产物也不同。表1 列出了不同工艺的运行工况要求。作者:沈耀良, 王宝贞,哈尔滨建筑大学市政环境工程学院