近年来,水污染加剧和能源匮乏已成为当今的热点问题,如何绿色节能并迅速有效地处理水体中的污染物质,一直是环保工作者努力探索的课题。超声协同电化学氧化是近年来发展的一种高级氧化技术,因其可以增强污染物的传质过程、加快反应速率,技术简便易操作等特点被应用于污染物的处理。如Trabelsi 等报道了超声电化学降解苯酚,与频率为20 kHz 的超声波协同作用,75%的苯酚可以在10min 内被降解但会产生有毒的中间产物苯醌;目前对于超声增强电化学氧化的应用都是在整个反应过程中一直采用超声协同,对于超声和电化学优化组合的工艺还研究甚少。因此研究二者的有效组合对于这一技术的应用有着重要的指导意义。
染料废水具有有机物浓度高、色度高、无机盐含量高、成份复杂、可生化性差、脱色困难等特点,难以采用常规方法进行治理,且含有多种具有生物毒性或“三致”(致癌、致畸、致突变)性能的有机物,一直是工业污水处理中的难点,也是当前国内外水污染控制领域急需解决的一大难题。因此本文针对染料废水尝试设计出电化学氧化与超声方法优化组合、高效节能的新工艺。首先在反应初期由于电化学氧化的电流效率较高,采用单独的电化学氧化降解高色度染料废水。由于电化学氧化的电流效率是随着反应时间逐渐降低的,在第2 阶段将超声引入反应体系中,进行超声电化学协同氧化,获得高的电化学氧化效率,使得染料废水的TOC 大幅度降低。相对于整个电化学氧化过程一直采用超声协同的工艺,这种优化的工艺可以明显降低能耗,而且可以保持较高的电化学氧化效率。显然,这样一种快速、高效、节能特点的两段式超声电化学氧化新工艺是值得去研究探索的。
本文选取甲基橙作为模型污染物。这是因为甲基橙是一种难降解的有机物,其水溶液具有染料废水的典型特征,研究其降解效果对其它染料体系的催化氧化降解具有普遍的参考价值。与此同时,这种超声电化学氧化组合新工艺无疑要求所采用的电极材料必须兼备优良电催化性能。实验中我们采用具有电势窗口宽、析氧电位高、化学性能稳定的掺硼金刚石电极(BDD)作为工作电极。本研究详细考察了新型两段式超声电化学氧化组合工艺在降解处理甲基橙染料废水中的应用。结果取得了预期高效的处理效果,并节约能耗,体现了节能的优点。本方法为实现染料废水的降解提供了一种崭新的研究思路,有着重要的理论研究和实际应用意义。
1 试验部分
1.1 化学药品与材料
甲基橙;无水硫酸钠;所有溶液均用去离子水配制。
1.2 超声电化学降解试验
甲基橙的电化学降解在圆柱型电解池中进行。以BDD 电极为阳极,电极面积为5 cm2,以纯钛板为阴极,电极间距为1 cm,控制电流密度为20mA/cm2。试验中甲基橙的质量浓度为200 mg/L,且溶液中均含有浓度为0.05 mol/L 的Na2SO4,废水的处理体积均为100 mL。进行超声强化电化学(US-EC)降解时,超声频率为22.5 kHz,功率为50W。其余试验条件与电化学(EC)降解相同。为防止在超声作用下或电极反应导致溶液温度上升,各种处理过程中均通过循环水使反应恒温在20 ℃。
1.3 分析测试
TOC 的测定采用Shimadzu TOC-Vcpn 测定仪直接测定。
平均电流效率(MCE)的计算见式(1):
![]()
式中,F 为法拉第常数,96 487 C/mol;V 为反应溶液的体积;I 为电流;t 为间隔时间。COD 采用重铬酸钾标准法测定。
使用Agilent1100 高效液相色谱仪(HPLC)分析MO 浓度。色谱测定条件如下:采用AQ-C18 柱(5 μm,4.6 mm×100 mm);流动相:甲醇:磷酸盐缓冲溶液(NaH2PO4浓度为0.05 mol/L,H3PO4浓度为0.05 mol/L,V(NaH2PO4):V(H3PO4)=1:2,pH 为2.3)体积比为50:50,流速0.8 mL/min,进样量20 μL,检测波长275 nm。
能耗的计算:
单位TOC 去除量能耗值EC由下式可得:
EC=(WE-WP)/RTOC,(2)
WE=UIt,(3)
WE=pt。(4)
式中,U、I 分别为降解过程中所使用的电压和电流;t 为降解反应时间;p 为超声的功率;RTOC为反应过程中TOC 的去除值。
2 结果与讨论
2.1 两段式工艺降解甲基橙的提出
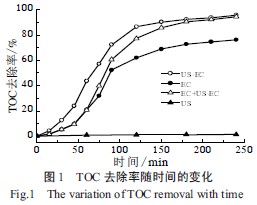
近年来,很多文献已报道了超声与电化学联用降解污染物的研究[8-9]。研究表明,超声可以明显提高电化学氧化的速率,加快污染物的去除。据此推断,超声可以加快BDD 电极上MO 的氧化。TOC 的去除率在超声(US)、电化学(EC)、超声电化学(US-EC)和两段式超声电化学(即前期电化学后期为超声电化学,EC+US-EC)过程中随时间的变化如图1 所示。由图1 可知,单独的超声在4 h 时TOC的去除率仅为1.3%,可见单独的超声几乎不能降解甲基橙。在US-EC 过程的TOC 的去除率要远高于EC 过程的。在反应初期,2 种反应过程TOC 的去除率都表现出缓慢升高的趋势,可能是偶氮键的断裂反应占主导地位,造成了MO 的去除而其中间产物却没有被氧化去除。然而,在US-EC 过程中,15 min后TOC 的去除率迅速升高,150 min 时TOC 的去除率达到90.2%;在240 min 时MO 和TOC 值都接近于零,表明MO 已完全矿化。在EC 过程,TOC 的去除率在240 min 时才达到76.1%。因此超声促进了BDD 电极上MO 的电化学氧化。
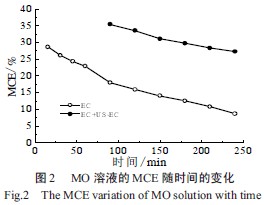
电流效率是衡量电化学氧化技术的一个重要指标。MO 溶液的MCE 在EC 和EC+US-EC 过程中随时间的变化如图2 所示。由图2 可知,MO 溶液的MCE 随着反应时间的延长,在EC 过程中是逐渐降低的。MCE 由15 min 时的28.68%降低到240 min的8.68%;因为随着电解时间的延长,溶液中的MO在逐渐地减少,析氧和析氢副反应的加剧,导致MCE 逐渐降低。而且许多文献也讨论了此现象[10-11]超声可加快MO 及其TOC 的去除,必使电流的利用效率增加。但是超声在可以加快MO 在BDD 电极上氧化的同时,必然消耗能量。为节约能耗而不降低MO 的氧化效果,提出在反应初期(前60 min)电流效率比较高时,只采用电化学氧化;在反应后期(60 min 后)电流效率比较低时采用超声协同电化学氧化降解MO,即EC+US-EC,这样较低的能耗获得较好的降解效果。
2.2 两段式工艺降解MO 的效果
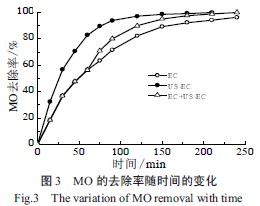
采用HPLC 分析测定在EC、US-EC 和EC+US-EC 过程中MO 的降解效果,结果如图3 所示。由图3 可知,反应前期MO 的去除率增加比较快,在EC 过程240 min 时MO 的去除率为96.4%,说明溶液中仍有一定量的MO 存在,即MO 分子中的偶氮双键在BDD 电极上没有完全断裂;而在US-EC 过程中,反应210 min 时MO 的去除率达到了100%;在EC+US-EC 过程中,60 min 施加超声后,MO 的去除率随着时间逐渐升高,在反应240min 时达到了100%。TOC 的去除率和MCE 同样随着超声的施加也是逐渐增大,在240 min 时TOC 的去除率达到了94.3%,取得了同US-EC 过程中相近的降解效果(240 min 时TOC 的去除率为95.6%)。EC 过程中,施加超声协同后MCE 远高于EC 过程的MCE,这与在此过程中BDD 电极能够保持较好的氧化污染物的能力,使MO 以及其中间产物能够被更快地去除有关。综上分析,在EC+US-EC 过程中采取60 min 后施加超声协同BDD 电极电化学氧化MO,以较低的能耗取得了较好的降解效果。
2.3 两段式工艺的优势
上述结果表明,单一电化学氧化随着初始污染物浓度降低,电流效率逐渐降低,电化学氧化能耗必然升高。60 min 后MO 溶液的氧化电流效率开始迅速降低,MCE 由90 min 的17.97%降低到240 min时的8.68%。为了保持降解反应高效的进行,在60mn 后将超声引入降解过程,进行超声电化学协同氧化。施加超声后,MO 溶液的氧化电流效率也是随着时间逐渐降低,MCE 由90 min 的35.43%降低到240 min 时的27.25%,但远高于单一电化学氧化过程的。由于在EC+US-EC 中保持较高的电流效率,因而取得较好的降解效果。在EC+US-EC 过程中,MO 和TOC 在240 min 的去除率分别为100%、94.3%。同时比较了反应过程中的能耗情况,在达到相同TOC 去除率(95%)的情况下两段式降解过程的能耗(5.87 kJ/(mg・L-1))< 超声电化学降解的能耗(7.26 kJ/(mg・L-1))。通过以上的比较可以看出,两段式工艺克服了单纯电化学氧化降解甲基橙溶液效率低的问题;与超声电化学相比,两段式降解的效果虽然略低于超声电化学,但是在能耗方面却比超声电化学有明显的降低。综上所述,两段式工艺是一种高效节能的降解工艺,很好的解决了甲基橙溶液的快速、节能的降解处理。
2.4 两段式工艺的降解动力学
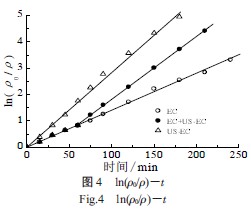
在US-EC 和EC 2 种过程中以ln ( ρ0/ρ)-t 作图,结果如图4 所示。由图4 可知,ln( ρ0/ρ)-t 均呈线性关系,即MO 的降解反应在2 种过程中都遵守准一级反应动力学方程。通过计算得到MO 在US-EC和EC 过程的速率常数(k)分别为4.76×10-4 s-1 和2.32×10-4 s-1,加入超声后可以使反应速率增加1.04倍,这说明MO 在US-EC 过程中能够更快地被氧化去除。因此超声促进了MO 在BDD 电极上的电化学氧化。而对于两段式工艺初始污染物在4 h 已经基本降解完全,而在这4 h 内,虽然甲基橙溶液的降解速率符合一级动力学规律,但是明显的以1 h 为分界点分为2 个阶段。在前1 h 的电化学氧化阶段,和单独的电化学氧化情况相同,ks=2.32×10-4 s-1。1 h后,超声的加入加速电催化氧化反应,超声协同电化学氧化更加有利于初始污染物的快速降解,此时降解反应的速率常数提高到3.93×10-4s-1,是单独电化学氧化时的1.69 倍,这也就保证了在两段式工艺中甲基橙高效快速的降解。具体参见http://www.dowater.com更多相关技术文档。
3 结论
在BDD 电极上通过电化学氧化- 超声电化学协同氧化的两段式组合降解工艺实现了对于甲基橙溶液的降解处理,用此两段式工艺降解4 h后,染料废水溶液的TOC 去除率达到94.3%,而在相同时间内单一电化学氧化和超声电化学协同氧化过程染料废水溶液的TOC 去除率为76.1%和95.6%。另外在达到相同TOC 去除率(95%)的情况下,两段式降解过程的能耗(5.87 kJ/(mg・L-1))< 超声电化学降解的能耗(7.26 kJ/(mg・L-1))。本文提出的组合新工艺降解效率高,所需能耗低,为实现染料废水的降解提供了一种崭新的研究思路。

