膜生物反应器是将膜分离技术与传统的活性污泥法组合而成的污水处理新工艺,在污水处理领域发挥着越来越重要的作用。但随着废水排放要求的提高,单一的膜生物反应器很难满足对高氮、高磷废水去除率的要求,所以组合式膜生物反应器的应用越来越普遍,具有较好的发展前景。
A/O-MBR工艺是将前置反硝化脱氮工艺与膜分离技术结合的具有高效脱氮除碳功能的组合工艺。一方面,膜生物反应器可截留世代周期较长的硝化细菌,使硝化细菌在反应器中富集,硝化进程较为完全;另一方面,硝化产生的硝态氮可通过前置反硝化转变成氮气,使高氨氮废水中的氨氮得到很好的去除,提高出水的总氮去除率。张爽等应用A/O-MBR工艺处理高浓度氨氮废水时,出水COD、氨氮及TN的平均去除率分别达到96.17%、97.76%、76.29%。
餐厨垃圾处理过程产生的废水水质复杂,具有高氨氮、高COD、高盐分和高SS等特点,处理难度较大,特别是餐厨废水中含有较高浓度的氮素,如不进行深度处置随意排放,可引起水体富营养化。目前,我国很多城市对餐厨垃圾及相关废水的处理处置都制定了严格的法律法规。笔者应用A/O-MBR工艺探索餐厨废水中COD及高浓度氨氮的去除机制,以满足餐厨废水的接管排放标准,同时也为餐厨废水处理的实际工程应用提供参考。
1 材料与方法
1.1 试验装置与工艺流程
试验装置位于苏州某餐厨处理公司内,其工艺流程如图 1所示。
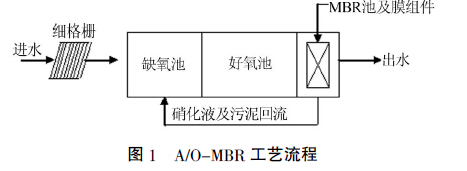
A/O-MBR由不锈钢板制成,总有效容积为 200 L。因脱氮需要,将其分为缺氧池+好氧池+MBR池3个部分。缺氧池与好氧池容积比为1∶3。MBR池中放置中国产PVDF帘式中空纤维膜,膜平均孔径0.2 μm。
在进水泵作用下,原水由进水池经过1 mm的细格栅提升至缺氧池(图 1)。采用搅拌器对缺氧池进行搅拌,好氧池由曝气泵曝气,MBR池内安装穿孔曝气管,采用鼓风机曝气。采用出水泵使MBR池中的混合液经过膜组件,完成膜过滤,由回流泵将MBR池的污泥及硝化液回流至缺氧池进行反硝化。通过继电器控制出水,MBR出水方式为抽8 min,停2 min。整个试验期间定期排泥,MLSS控制在6~13 g/L,通过投加NaHCO3调节pH在6.5~8.0。
1.2 餐厨废水水质
试验用水为苏州某餐厨公司餐厨垃圾湿热水解后产生的废水,取自综合池。经过除杂预处理后其水质如表 1所示。
|
项目 |
COD/ ( mg・L -1 ) |
NH 4 + -N/ ( mg・L -1 ) |
NO 3 - -N/ ( mg・L -1 ) |
TN/ ( mg・L -1 ) |
pH |
颜色 |
|
数值 |
5.0×10 3 ~8.0×10 3 |
800~1100 |
46~85 |
1006~1700 |
7.78~8.16 |
黑色 |
由表 1可以看出,该废水呈偏碱性,且具有较高的COD、氨氮及总氮,碳氮比在3~6。
1.3 测定项目与方法
COD的测定采用重铬酸钾法;氨氮测定采用纳氏试剂光度法;硝态氮测定采用紫外分光光度法;总氮测定采用过硫酸钾氧化-紫外分光光度法;MLSS测定采用重量法;DO、温度测定采用METTLER TOLEDO便携式溶氧仪。
1.4 试验方法
为了优化A/O-MBR工艺对餐厨废水中高COD及高氨氮的去除效果,试验共设计了7个工况,具体的试验方法如表 2所示。
|
工况 |
时间 /d |
HRT/d |
SRdT/ |
回流比 /% |
好氧池 DO/ ( mg・L -1 ) | ||
|
缺氧池 |
好氧池 |
总 HRT | |||||
|
1 |
1~16 |
3 |
12 |
15 |
200 |
2 | |
|
2 |
17~36 |
2.5 |
10 |
12.5 |
30 |
200 |
2 |
|
3 |
37~57 |
2 |
8 |
10 |
30 |
300 |
2 |
|
4 |
58~78 |
1.5 |
6 |
7.5 |
30 |
300 |
2 |
|
5 |
79~99 |
1.2 |
4.8 |
6 |
30 |
300 |
2 |
|
6 |
100~120 |
0.9 |
3.6 |
4.5 |
30 |
300 |
2 |
|
7 |
121~140 |
0.6 |
2.4 |
3 |
30 |
300 |
2 |
|
注:回流比为 MBR 池回流到缺氧池的回流比。 | |||||||
2 结果与讨论
2.1 A/O-MBR组合工艺对COD的去除效果
在反应器运行的140 d中,对MBR上清液及出水的COD进行连续监测。图 2为A/O-MBR工艺对COD的去除效果。反应器进水COD在5.0×103~8.0×103 mg/L波动,平均进水COD为6 693 mg/L。尽管进水COD呈现波动趋势,但出水COD稳定在较低水平。组合工艺出水的平均COD为277 mg/L,平均COD去除率达到95.68%。HRT和SRT的调整对COD去除效果影响不大,这表明MBR内较高的污泥浓度增强了反应器抗冲击负荷的能力。Xiang Zheng等采用A/O-MBR工艺处理染色废水,COD和BOD5去除率分别达到92.4%、98.4%。
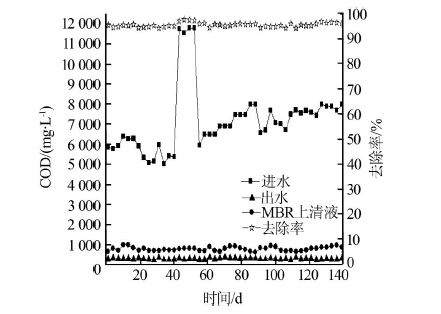
由图 2可知,MBR上清液的COD均值为760 mg/L,要比出水COD均值高很多。分析原因可能是餐厨废水含有较多的难降解大分子有机物质,在膜的截留作用下滞留于反应器内,使反应器上清液COD维持在较高水平。由于膜的高效截留,保证了出水水质的稳定。膜的截留作用对COD去除的平均贡献率为7.58%。
在反应器运行的第43~52天,在进水中投加了较多的甲醇作为碳源,使得这段时间内进水COD比较高(12 000 mg/L左右),投加碳源的主要目的是增强反硝化效果,消除反应器中积累的硝酸盐。
2.2 A/O-MBR组合工艺的硝化与反硝化效果
2.2.1 对NH4+-N的去除效果
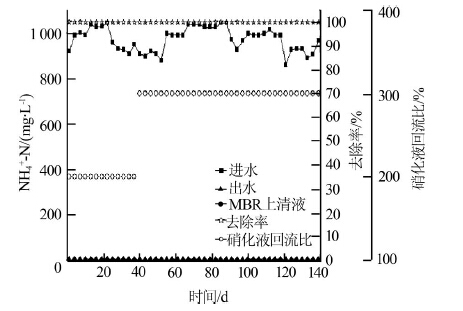
A/O-MBR对NH4+-N的去除效果如图 3所示。由图 3可知,A/O-MBR在140 d的运行中获得了较好的硝化效果。系统进水NH4+-N在800~1 100 mg/L之间波动,系统出水NH4+-N的平均质量浓度为2.16 mg/L,平均去除率为99.78%。在HRT不断减小的情况下,对NH4+-N的去除效果未产生影响。可见,膜的高效截留作用使反应器内富集了大量硝化细菌,相对于传统的活性污泥工艺,显著增强了系统的硝化效果。将回流比由200%提高至300%,也未对硝化效果产生明显影响。同时膜的截留作用对NH4+-N的去除作用微乎其微,平均贡献率为0.03%。张爽等运用A/O-MBR处理高浓度氨氮废水,当硝化液回流比为2,碳氮比为6时,对NH4+-N的平均去除率高达97.76%,同时膜截留作用对NH4+-N去除的平均贡献率为0.9%。这与本试验的结果较一致。
2.2.2 NO3--N的变化
图 4为反应器内NO3--N的变化趋势。由图 4可知,MBR上清液及出水的NO3--N经历了较大变化,反应器出水NO3--N容易积累。分析原因主要是由于餐厨废水是高氨氮的废水,A/O-MBR硝化作用比较强,会产生大量的NO3--N,这需要系统具有较强的反硝化作用,及时将产生的NO3--N转化成N2。但餐厨垃圾湿热水解后产生废水中的COD有相当部分是可生化性比较差的有机物质,这使得反硝化可利用的碳源不足,严重削弱了系统的反硝化效果,导致NO3--N积累。
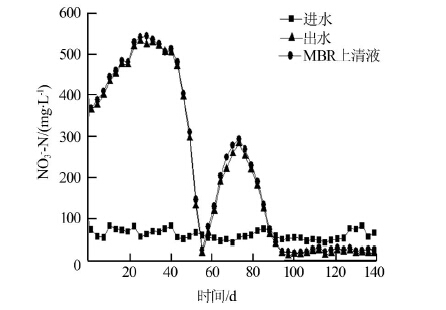
在反应的前25 d,出水的NO3--N不断上升,第25天时出水NO3--N高达542 mg/L。投加甲醇作为碳源之后,出水的NO3--N在富碳源情况下被迅速消耗。在第58~88天进行了最佳碳源(甲醇)投加量的探索性试验。在投加少量碳源的情况下,可以看到第58~73天NO3--N依然出现缓慢的积累。增加碳源投加量后,出水硝态氮下降。向废水中投加1 500 mg/L甲醇时,反应器中基本没有NO3--N积累。在反应器运行后期,出水NO3--N稳定在20 mg/L左右。Jinyou Shen等运用A/O-MBR工艺处理高浓度硝酸盐(3 600 mg/L)废水,当控制反应器的pH在7.5~8.5、碳氮比为1.56、HRT为30 h时,硝酸盐氮去除率为99.9%,并且反应器中无亚硝态氮的积累,这个结果与笔者投加碳源情况下获得的结果较一致。
2.2.3 对TN的去除效果
图 5为A/O-MBR工艺对TN的去除效果。
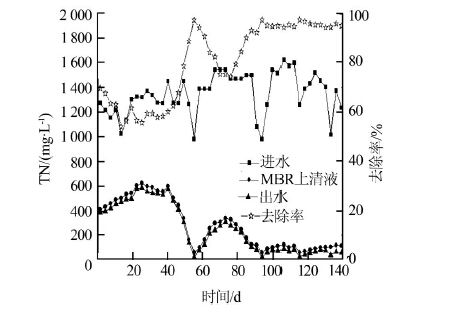
由图 5可知,进水TN在1 027~1 527 mg/L之间波动,出水TN则在25~576 mg/L之间波动,去除率为54.14%~97.46%,平均去除率为78.88%,其中膜截留作用对TN去除的平均贡献率为2.47%。潘懿等应用A/O-MBR处理城市污水,MBR段污泥质量浓度为18~21 g/L、HRT为4.4~4.8 h、回流比为300%时,TN去除率达到76.1%,这两篇文献报道的去除率与试验得出的TN平均去除率比较接近。
由图 4和图 5分析可知,出水TN的变化趋势与出水NO3--N的变化呈现一致性,且出水TN大部分是由NO3--N的积累引起的,只有少量的有机氮和氨氮。因此提高出水TN去除率的方法是增加系统对NO3--N的去除效果,即增强系统的反硝化效果。
2.3 最佳碳源投加量的探索
一般污水中的BOD5/TN>3~5即认为碳源充足,无需外加碳源。在试验的第58~88天,将硝化液回流比设置为300%,考察进水投加不同量的甲醇(体积分数>99%)作为碳源对系统脱氮效果的影响,投加量分别为500、1 000、1 500、2 000 mg/L(以甲醇所占的COD计)。 图 6为不同甲醇投加量下,进、出水TN及NO3--N的变化趋势。
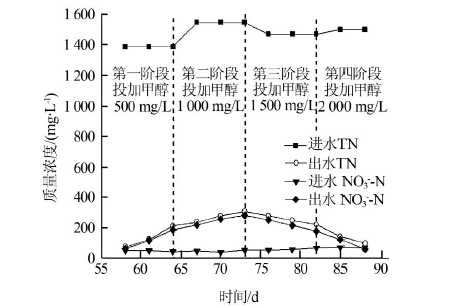
由图 6可知,当进水中的甲醇投加量为500、 1 000 mg/L时,出水中的NO3--N依然会累积,出水TN和NO3--N呈现上升趋势,出水TN由最初的78 mg/L逐步提高到309 mg/L,NO3--N由65 mg/L提高到283 mg/L。当甲醇投加量≥1 500 mg/L时,出水的TN和NO3--N逐渐下降,出水TN由309 mg/L降至101 mg/L,NO3--N由283 mg/L降至63 mg/L。在反应器运行后期,当进水投加甲醇1 500 mg/L时,出水NO3--N很少积累(20 mg/L左右),出水TN<80 mg/L,获得了良好的反硝化效果。具体参见http://www.dowater.com更多相关技术文档。
2.4 反应器内MLSS的变化及膜污染情况
MBR池的跨膜压差在经历了开始9 d的缓慢增长后,在第10天开始快速上升,于第28天达到22 kPa,此时取出膜组件进行第1次清洗及药剂浸泡。随后当反应器维持较高的污泥质量浓度(9~13 g/L)时,TMP增长缓慢,在100多天的运行中未进行膜清洗。膜清洗步骤为先对膜面进行简单的物理清理,然后进行化学清理。化学清理时先用质量分数为0.5%的次氯酸钠溶液浸泡5 h,再用质量分数为2%的柠檬酸钠溶液浸泡4 h,最后用清水浸泡。膜组件清洗后取得了良好的效果。
膜生物反应器内MLSS的变化趋势大体上为波动中上升。MLSS由最初的4.727 g/L逐步上升,最终稳定在9~13 g/L。MLSS波动的主要原因是对反应器进行了排泥操作。在反应器运行约两周后对其进行排泥,初始的排泥量约为反应器体积的1/20,之后随着进水负荷的增加,适当增加排泥量,最后使反应器的污泥质量浓度维持在9~13 g/L左右。
3 结论
(1)采用A/O-MBR工艺处理餐厨废水,出水 COD、NH4+-N、TN的平均质量浓度分别为277、2.16、271 mg/L,平均去除率分别为95.68%、99.78%、79.43%,系统对TN去除效果不理想与反硝化可利用的碳源不足及碳氮比偏低有关。(2)由于反硝化不足造成系统对TN去除效果不理想,在回流比为300%的情况下,向进水投加1 500 mg/L(以COD计)以上的甲醇作为碳源,出水的COD、NH4+-N、TN平均为275、2.10、71 mg/L,对应的平均去除率分别达到95.35%、99.77%、95.01%。(3)将MBR池的MLSS控制在9~13 g/L时,膜压增长缓慢。

