电絮凝法处理废水是利用铝或铁阳极溶出,原位生成高活性的多形态聚铝或聚铁絮凝剂,将水体中污染物微粒聚集成团并沉降或气浮分离的除污工艺〔1〕。电絮凝法具有效率高、泥量小并易于固液分离、无需外加药剂、二次污染少、操控和设备维护简单、易于自动控制和最终出水中总溶固(TDS)小等优势,现已逐渐成为处理重金属、氟离子以及染料等无机、有机废水的有效方法。
电絮凝技术的历史久远,1889 年伦敦首先建成电絮凝法处理海水与电解废液的车间〔2〕。1906 年,电絮凝技术首先被德国人A. E. Dietrich 在美国申请专利,并用于船舱污水的处理〔2〕。由于早期电絮凝技术水平低、能耗高、处理废水种类少,因此在以后很长的时间内未得到广泛应用。近年来,随着工业废水类型的日益复杂和对小型高效废水处理集成设备的需求增加,电絮凝技术逐渐成为研究热点,其中对电絮凝剂原位生成及其絮凝机理的深入解析,各种因素对絮凝效率及电极极化和钝化的影响机制,电絮凝法对更多类型废水处理的尝试,以及电絮凝技术耦合电气浮等物化工艺提高整体处理效率等是该领域主要的研究方向。
1 电絮凝技术处理废水的原理
电絮凝法是将络合吸附与氧化还原、酸碱中和、气浮分离结合起来的废水处理工艺。M. Y. A. Mollah 等〔3〕研究电絮凝机理表明,带正电的絮凝剂与污染物颗粒通过静电引力和范德华力,络合聚集成团,生成可沉降的絮凝体而去除。有机分子可通过阳极氧化分解成小分子而易于被絮凝剂吸附,染料和溶解态的金属离子则可通过阴极的电还原沉积作用与水体分离。废水呈碱性时,阳极溶出产生的金属离子经水解和络合作用消耗了废水中过多的 OH-,使pH 下降;而对于酸性废水,金属氢氧化物和阴极电解水产生的 OH- 能消耗废水中H+,使pH 上升,因而,电絮凝有中和酸碱的作用〔4〕。另外,当处理含油废水等形成的絮体微轻、难沉降时,还可利用阴极析氢或耦合后续电气浮工艺,由电解水产生的O2 和H2(直径不超过60 μm,远小于加压气泡粒径)在上浮过程中将微轻絮体带至水面达到分离目的,而该过程无需外投PAM 等试剂和处理絮凝污泥。电气浮还兼具一定电氧化去除COD 的功能。
电絮凝法是一个复杂的物化技术,其核心内容是絮凝剂的生成。对于Al 阳极,电解产生的Al3+在水中迅速以水合离子Al(H2O)6 3+的形态存在,随后很快水解失去H+ ,形成一系列单核络合物,如 Al(H2O)5OH2+、Al(H2O)4(OH)2+、Al(H2O)3(OH)3 等。由于羟基铝离子增多,剩余孤对电子,羟基配位能力未饱和,可与另一个铝离子逐渐聚合为羟基桥联结构,形成两个羟基键桥,从而由单核铝的络合物缓慢聚合成表面富含羟基的多核高分子网状聚合物 Alm(H2O )x(OH )n (3m-n),如Al2(H2O )8(OH)2 4+、 Al16(H2O)24(OH)36 12+ 等,并最终转化成无定形的〔Al(OH)3〕n 絮凝剂。A. Sarpola 等〔5〕通过质谱分析证实了有超过80种单价铝核阳离子(Al2~13)和19 种多价铝核阳离子(Al10~27)存在,另外,还发现超过45 种单价铝核阴离子(Al1~12) 和9 种多价铝核阴离子(Al10~32),而铝絮凝剂的聚合度最多可达32 个铝。另外,除上述高分子网状聚合物Alm(H2O)x(OH) n (3m-n) 外,还会生成一些氧化铝合氢氧根的大分子聚合物,如Al13O4(OH)24 7+等,或当水体中含有NaCl 电解质时,还会生成一些被NaCl 分子包覆的絮凝剂如〔Al2 (OH)3 (H2O)3·2.05NaCl〕3 + 、〔Al3 (OH)6 (H2O)8· 2.00NaCl〕3+等。一般地,聚合度与絮凝效率呈正相关,吴珍等〔6〕研究表明30 个铝的聚合比13 个铝的聚合的吸附和架桥作用强,而且有更宽的有效投量范围。通常,低聚合度絮凝剂是通过吸附作用去除污染物粒子;而高聚合度絮凝剂则因表面积大、表面基团多,对污染物粒子通过网捕包覆去除,但高聚合度的絮凝剂,产生的后续污泥量较大,增加了处置成本。
对于Al 阳极,电絮凝剂的生成过程还受pH、 Al3+浓度、水体成分、停留时间、水流方式和气泡生成速率等因素的影响。
一般情况下,铝絮凝剂在弱碱性条件下能快速聚合,但由于氢氧化铝的两性特征,pH 过高时聚铝又易解离成Al(OH)4-。Jinming Duan 等〔7〕的研究表明,铝絮凝剂在除污过程中根据pH 与絮凝剂量的不同存在两种机理:pH 低于6.5 时,溶解的Al3+浓度小于60 μmol,Al3+在水中以水合态Al(H2O)6 3+和带正电的单核Al(H2O)5(OH)2+、Al(H2O)4(OH)2+絮凝剂的形式存在,其主要通过电荷中和作用对带负电污染物进行去除;pH 超过6.5 时,溶解的Al3+浓度大于60 μmol,Al3+在水中以无定形的〔Al(OH)3〕n 絮凝剂的形式存在,其通过直接吸附去除污染物。当水体有硫酸盐时,吸附在Alm(H2O)x(OH) n (3m-n)上的SO4 2- 由于氢键和电荷的吸引作用〔8〕可促进更多的高分子网状聚合物连接起来最终形成无定形的〔Al(OH)3〕n 絮凝剂。
Al3+在水体中的停留时间越长,与 OH- 水化越充分,聚铝的聚合度和产量就越大,越有利于后续除污,但停留时间过长会降低电絮凝的时空效率。电絮凝法通常采用序批间歇式或循环流动式的水流设置来保证金属离子的水化聚合及絮凝过程的完全和高效。
阴极析氢反应会产生微气泡,当其生成速率很高时,会扰乱金属离子的聚合,絮凝剂生成慢且聚合度和致密度小。
对于铁阳极,随pH 变化溶出的铁离子会发生氧化还原反应和水解、聚合等复杂过程。D. Lakshmanan 等〔1〕研究了铁阳极的氧化情况,发现铁阳极溶出的 Fe2+在pH 为6.5~7.5 时较少发生氧化,并且在低DO 浓度下保持可溶性Fe2+状态,而随着DO 浓度的增加,则以Fe2+和难溶的Fe(OH)3/FeOOH 状态共存; pH=8.5 时,Fe2+会迅速氧化成Fe3+并水解为Fe(OH)3/ FeOOH,其间Fe3+在水中主要以水合态Fe(H2O)6 3+的形式存在,当遇到水中的—OH 时会水解成一系列单核水解产物Fe(H2O)5(OH)2+、Fe(H2O)4(OH)2+等。同样这些单核水解产物由于羟基的配位数未达饱和,在相邻羟基的键桥作用下可聚合成大分子聚合物并最终形成γ-FeOOH 沉淀。铁絮凝剂生长的快慢主要由铁溶出速率和pH 决定,在铁溶出速率一定时,pH 在6~10 有利于γ-FeOOH 的生成。如D. Lakshmanan 等〔9〕在电絮凝除砷的研究中发现,电解 2 min 后,在pH=8.5 的水体中,Fe3+已全部聚合成 γ-FeOOH。
2 电絮凝法处理废水的影响因素
应用电絮凝法有效处理废水,还要解决电极钝化和电解极化等问题,保证电流效率和絮凝效果,控制槽压和能耗。电极钝化主要由阳极溶出产生的金属离子氧化成膜并附着于阳极引起〔10〕;电解极化则包括浓差极化、电化学极化和金属阳极表面极化。
2.1 极板的影响
通常铁电极产生的絮体粒径小、沉淀密实、沉降快,但出水因含Fe3+而显黄色,断电时电极易继续锈蚀。而铝电极产生絮体速度快、无色度生成、絮体颗粒大且吸附能力强,但沉淀松散、沉降缓慢不利于后续处理,另外对于含油废水,铝电极去除COD 的效率略低于铁电极〔11〕,这可能与溶解态的Fe3+具有一定氧化性有关。铝、铁极板联用还可提高絮凝效果, I. Heidmann 等〔12〕研究了铝-铁组合电极对废水中 Ni2+、Cu2+、Cr6+的电絮凝效果(三者初始质量浓度分别为2.0、2.5、0.7 g/L),电解3 h,组合电极去除上述离子的效率明显高于单独使用铝或铁电极,其中铝-铁组合、铝、铁电极对Cr6+的去除率分别为99%、 85%、47%。
板间距从时空关系上影响着电絮凝剂生长和后续絮凝效果。通常适宜的极板间距为0.5~2.5 cm,极板厚度是1~2 mm,板间距过大或过小均不利于提高电絮凝效率和降低能耗。I. Zongo 等〔13〕在研究电絮凝技术去除工业废水中铬(Ⅵ)的实验时发现,电极间距以2.0 cm 为宜,间距过大则导致电解效率低和电解时间长,浓差极化增加;而板间距过小,易发生短路和絮团在极板间的堵塞。
极板的布置和水体流态也会影响传质效率。通常,极板的排布方式可分为单极和双极模式,如图图 1 、图 2 所示。
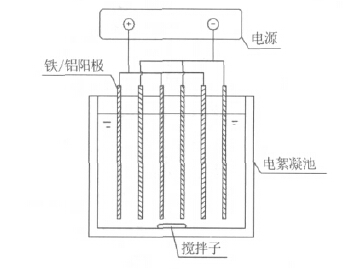
图 1 电絮凝序列电极单极模式反应装置
单极模式下所有极板均与导线相连; 而双极模式仅两端的极板与电源相连以提供极化电场而不溶出,中间的极板靠极化作用溶解,不仅易于更换,还实现了电絮凝和电浮选的结合。
原水的流向也会影响电絮凝效率,原水在极板间的流向可分为整体推流式和沿着极板组成的渠道呈现的折流式,后者可提供更长的停留时间;原水在整个电絮凝池的流向可分为平流式和竖流式,竖流式中的上流式絮凝效率较高。

图 2 电絮凝双极模式反应装置
2.2 pH 的影响
废水pH 会影响絮凝剂的生成和除污效率。聚铝或聚铁絮凝剂在较高pH 下吸附架桥能力会更强,混凝效果更好〔14〕。一般情况下,pH 过低不利于絮凝剂的生成,另一方面,在强碱性条件下,铝或铁的氢氧化物又会溶解,抑制其聚合生成絮凝剂。因此通常电絮凝剂生长适宜的pH 为中性或弱碱性(pH 在 6~10)。然而,pH 还影响污染物和絮凝剂表面电荷的分布,而各种絮凝剂在水中等电位所对应pH 不同〔15〕,因此pH 的选取还应视具体水质而定:对于含砷废水,pH 应在7.5 左右〔9〕;去除Cr3+的pH 应在5.0 左右〔16〕;去除 F- 的pH 宜在6.0 左右〔17〕;去除染料分子的pH 约8.5 等〔18〕。Wei Wan 等〔15〕研究了不同pH 对电絮凝法去除饮用水中砷的影响,其采用铁棒阳极,当As (Ⅴ) 的初始质量浓度为0.1 mg/L,pH=7 时,电解15 min 后As(Ⅴ)的质量浓度降到了0.001 mg/L;而当pH=9 时,电解120 min 后As(Ⅴ)的质量浓度降至0.001 mg/L。S. Vasudevan 等〔19〕研究了pH 对电絮凝处理饮用水中磷的影响,结果表明,除磷率与pH 有密切的关系,当pH=6.5 时除磷率可达 98%,当pH=12 时除磷率仅为60%。
2.3 电解质的影响
废水电导率低会增加电絮凝处理时的能耗和导致电极过度极化,降低除污效率和电极寿命。因此,可采用向废水中投加合适的强电解质,通过提高水体电导率来提高电絮凝效率并降低能耗的方法〔9, 19, 20〕。
当电解质中含Cl- 时有利于电絮凝法处理废水,Cl- 在阳极能生成具有强氧化性和漂白性的Cl2 和HClO,可将水中的有机物氧化降解,并去除色度;同时,由于Cl- 半径小、穿透能力强,易吸附于阳极并与金属形成可溶性化合物,因此可使电极表面的钝化膜穿孔破裂,加速金属钝化层的溶解。G. Mouedhen 等〔4〕在含Ni2+、Cu2+、Zn2+ 的废水中加入 NaCl 来降低槽压和抑制阳极钝化,当NaCl 质量浓度从0 增加到100 mg/L 时,槽压从42 V 降低到7 V,同时阳极钝化膜出现明显点蚀痕迹。另外,J. L. Trompette 等〔21〕采用铝阳极处理pH=8.0、COD 为800 mg/L 的废水,加入铵盐增加电导率并缓冲pH,电解 16 min,NH4Cl 作电解质的COD 去除率为84%;电解30 min,(NH4)2SO4 作电解质的COD 去除率仅 60%。然而,I. Heidmann 等〔22〕的研究也表明,在电解有机废水时,氯能与有机物发生氯化反应生成高毒性的有机氯化物,增强废水毒性。J. L. Trompette 等〔21〕报导SO42- 也能增加废水的电导率,但由于 SO42- 对Al3+有保护作用,不利于絮凝剂的生成,因此处理含SO42- 的废水时能耗较高,除污效率偏低。N. Daneshvar 等〔18〕研究表明: 当废水中含有HCO3-、 SO3 2- 时,易和金属阳离子生成沉淀附着在电极表面,降低电絮凝效率,而废水中含Cl- 时可水解产生 HCl、HClO,抑制碳酸盐和亚硫酸盐沉淀的生成。
2.4 电流密度的影响
电絮凝过程中极板溶出、絮凝和气浮作用的动力来源于电流,通常电流密度大电絮凝效率就高。陈男等〔23〕采用电絮凝法处理废水中的总磷(TP),原水 TP 为2.5~3.5 mg/L,电流密度分别为10、20 A/ m2 时,出水TP 分别为0.98、1.76 mg/L;而当电流密度提高到40 A/ m2 时,出水TP 则大幅降低到0.06 mg/L;电流密度提高到100 A/ m2 时,出水TP 不能检出。然而电流密度过大易引起电极过度极化,加速电极钝化和增加槽压,引起更多的副反应〔18〕:阳极产生过多的金属阳离子,影响絮凝剂的生成;阴极析氢过多,干扰和削弱絮凝作用。
2.5 电场施加方式的影响
目前研究有效抑制极板钝化的方法是采用脉冲电流替代直流电流,降低电解极化的方法为极板换相。脉冲电流产生的电解间歇期可使电解出的金属离子与水体中的 OH- 充分反应,生成絮凝剂并随水流迁出电极区,从而减少金属离子氧化成膜的几率。极板换相可周期性更换极化方向,破坏固定极化区域并有效抑制钝化。朱小梅等〔24〕用电絮凝法处理电镀废水,考察了将直流电流改为脉冲电流对电镀废水中总铬去除的影响,结果表明脉冲电流的除铬率比直流电流的高6.27%,能耗比直流电流的低65.2%,并减少钝化。Xu Zhao 等〔17〕研究了电絮凝法去除废水中的As(Ⅲ)和 F-,研究表明每15 min 极板换相能有效抑制铝和铁电极表面的钝化层厚度。
2.6 物化协同技术的影响
近年来,有研究人员采用部分物化法协同电絮凝法的方式处理废水,用来提高对重金属离子、有机污染物的去除率。缪娟等〔25〕研究了超声协同钛铁双阳极电化学法降解废水中酚的过程,该过程集阳极催化氧化、超声空化和电絮凝为一体,在电流密度为 250 A/ m2,超声功率为0.6 kW,反应时间为1 h 条件下,酚在铁阳极系统降解55.6%,而在钛铁双阳极系统则降解76.2%。黄永茂〔26〕研究了电絮凝法耦合 H2O2 氧化法处理含邻苯二甲酸二甲酯(DMP)废水的情况,该技术将电Fenton 反应、电絮凝和电气浮结合,实现了对DMP 的有效去除。
3 电絮凝法的应用
电絮凝技术可处理电镀、印染、制药、制革、造纸等多种行业废水,目标污染物包括铬、磷、氟、染料等。
3.1 含重金属废水的处理
线路板、制革、染料等行业排放的废水含大量重金属离子,如Cr6+、Cu2+、Ni2+等〔22〕,都可以通过电絮凝技术进行有效去除。以除铬为例,电絮凝法通常采用铁电极,通过利用Fe2+或Fe 的还原作用〔27〕将Cr6+还原为毒性较低的Cr3+,并与 OH- 反应生成沉淀或被原位生成的絮凝剂吸附,同时Fe2+被氧化为Fe3+。A. K. Golder 等〔20〕电絮凝法间歇处理废水中的Cr3+,使用的是不锈钢电极,其中极板间距22 mm,反应器容积0.8 L,Cr3+初始质量浓度1 000 mg/L,NaCl 质量浓度1 000 mg/L,pH=3.4,电流密度487.8 A/ m2,反应 40 min,Cr3+质量浓度降至2.0 mg/L。
在电絮凝技术工程化方面,F. R. Espinoza - Quiňones 等〔28〕将其应用到巴西托莱多地区一个皮革制造厂排放的含Cr6+废水的处理中,工程采用铁电极,反应器容积5 L,电极尺寸7 cm×14 cm×0.15 cm,极板有效表面积80.5 c m2,pH=7.8,电流密度680 A/ m2,铬质量浓度44 mg/L。经电解30 min 处理,除铬率接近100% ,达到巴西环境排放标准(≤0.5 mg/L),处理1 m3 废水的运行成本为1.7 美元。
3.2 废水除磷
废水中的磷多以PO23-、PO33-、P2O7 4- 和PO3- 的形式存在,当废水加热至90 ℃以上,4 种磷酸根离子会通过一系列反应变成PO43-,此时可与电絮凝阳极溶出的Al3+、Fe3+反应生成难溶的AlPO4 和FePO4 而被除去。其中PO33- 最难去除,在工况中投加生石灰可提高PO33- 的去除率,但泥量大。冯爽等〔29〕采用电絮凝法去除二级处理出水中的磷,原水磷(以PO43- 计) 质量浓度3 mg/L,电解槽容积4 L,铁极板尺寸 10 cm×15 cm×1 mm,极板间距1.5 cm,电流0.31 A,曝气,电解8 min 后磷去除率可达约80%,出水磷质量浓度降至0.68 mg/L。另外,废水酸度对磷去除率有明显影响,碱性条件下有助于磷的去除,而在酸性条件下能显著降低磷的去除率,这是因为当废水呈酸性时,大量的金属氢氧化物絮凝剂和难溶的 AlPO4 和FePO4 会被溶解,明显降低除污效率。在工程化方面,M. A. Rodrigo 等〔30〕采用电絮凝技术去除生活污水中的磷,水源来自城市污水处理站,极板有效面积100 c m2,极板间距9 mm,pH=4.5,电导率0.75 mS/cm,电流密度10 A/ m2,每次处理废水5 d m3,当通电量为25 A·h/ m3,能耗为4.5 kW·h/ m3 时,该污水中磷的去除率接近100%。
3.3 废水除氟
目前,有关电絮凝法去除水体中 F- 的报道存在两种机理: F-与絮凝剂中 OH-的置换反应和 F-与金属阳离子反应生成沉淀。M. M. Emamjomeh 等〔31〕研究表明,F- 置换Aln(OH)m (3n-m)中的 OH-从而被去除。而N. Mameri 等〔32〕研究表明,F- 与 Al3+ 反应生成 AlF6 3-,再与Na+反应生成沉淀,从而将氟从水中除去。在电絮凝效果方面,V. Khatibikamal 等〔33〕采用铝板双极模式处理初始质量浓度为5 mg/L 的含 F-废水,电解5 min F-质量浓度可迅速降至0.35mg/L。在工程应用方面,刘峰彪等〔34〕采用电絮凝法处理北京某地区地热水中的氟,并增加滤柱,F-质量浓度为 7.5 mg/L,选用铝板电极,板间距0.5 cm,pH=7.1,电导率0.48 mS/cm,水温30~40 ℃,电流密度10 A/ m2,电絮凝30 min,能耗为2.13 kW·h/t 时,出水 F-质量浓度可达到饮用水对 F-质量浓度的要求(0.5~1.0 mg/L)。另外,当水体中存在PO43- 时,由于PO43- 的水解,水体呈强碱性,从而促进Al(OH)3 水解成 Al(OH)4-,致使絮凝剂丧失除氟能力;当水体中存在 SO42- 时也对电絮凝除氟有不利影响,但其影响机制尚不清楚,有待深入研究〔35〕。
3.4 染料废水的处理
电絮凝法处理染料废水时,有机染料分子可直接被原位絮凝剂吸附或被阳极直接氧化,也可能被阳极产生的氧化剂如O2、H2O2(可与Fe2+组成Fenton 试剂)等间接氧化,降解为小分子化合物,再被絮凝剂吸附去除。由于染料分子大部分带负电,而絮凝剂带正电,因而吸附是以静电吸附为主。另外,废水的 pH 对反应过程的影响很大〔36〕,在pH 小于6.5 时,电絮凝法处理染料废水以化学沉淀反应为主;pH 超过 6.5 时,电絮凝法处理染料废水以吸附反应为主。
Huijuan Liu 等〔36〕采用铝板单极模式处理酸性红-14 染料,电流密度80 A/ m2,pH 为6~9,电解4 min 后,COD 和色度的去除率分别为85%、95%,而该研究还表明单极模式对色度的去除率高于双极模式,其原因尚不明晰,有待深入研究。具体参见http://www.dowater.com更多相关技术文档。
4 展望
综上所述,电絮凝法的研究及工艺已应用于各种水体的净化和处理。由于其原位产生絮凝剂的特点,因此具有活性高、易操控、泥量低等优点。但电絮凝技术存在电极易钝化和极化、运行成本较高等问题,仍限制其发展,相关过程机理也尚未完全明晰。今后的研究还需对在电絮凝过程中电沉积、絮凝和气浮等过程的相互作用和增效机制进行深入解析〔2〕。另外,因废水水质和目标污染物属性差异较大,针对各种复杂水质和污染物的电絮凝工艺参数还需进行相应的特征设计和优化,甚至可以通过耦合后续的电气浮等工艺以强化絮凝效果,而目前还缺乏可以广泛使用的数据模型〔37〕来对电絮凝反应器进行标准化设计并制造各种模块化集成设备。再者,与其他物化技术耦合以提高污染物去除率和扩展废水处理种类的相关研究也亟待开展。上述问题的解决,将进一步推动电絮凝法的发展和实用化,使之成为广泛使用的废水物化处理方法。

