UASB 是高效厌氧反应器中应用最广泛的反应器,具有负荷高、能耗低、可产生生物能等特点,被用于处理啤酒、酒精、制药、淀粉、化工、柠檬酸和碳酸饮料等行业排出的有机废水。饮料废水具有有机物含量高、可生化性好的特征,尤其适合采用UASB 反应器进行处理。
厌氧颗粒污泥活性高,沉降性能好,实际工程由于环境条件复杂很难培养出颗粒污泥。实验室关于厌氧污泥颗粒化的研究比较多,但对于实际工程中污泥颗粒化的研究较少。影响污泥颗粒化的因素有温度、pH 值、有机负荷、水利条件、基质特性、营养物质、重金属、接种污泥等。氮、磷等营养物是微生物生长所必需的组分,在厌氧生物处理过程中也是如此。微生物对氮、磷等营养物的需求非常复杂,文献研究发现,基质中过量的氮磷有助于厌氧污泥的颗粒化进程,但是很多工业废水普遍存在N 营养缺乏的问题;GOODWIN 等认为,营养物(如磷,镁,钙和微量元素)不足,会降低厌氧颗粒污泥中EPS 含量,进而影响污泥的颗粒化程度。对现有文献的检索未发现有专门针对N 营养缺乏影响厌氧污泥颗粒化进程的研究,鉴于氮磷等营养物在微生物增殖方面的重要作用,所以探讨氮营养物在污泥颗粒化进程中的作用很有必要。
西安中萃可口可乐饮料有限公司的废水采用UASB 工艺进行处理,自2001 年投入运行以来,处理效果良好;但反应器中的污泥一直为絮体形态[7] ,在旺季处理负荷较高时,造成污泥流失,出水SS 增高。本研究通过对进水水质进行监测,探讨氮营养物在污泥颗粒化进程中的作用,主要体现在以下3 个方面:1)通过测定反应器进出水水质、产气量、气体组分等评价UASB 反应器的处理性能;2) 分析污泥颗粒化的成因;3)采用激光粒度仪和荧光原位杂交(FISH)技术对污泥的颗粒化过程以及颗粒污泥的形态、微生物种群等进行研究。
1 材料与方法
1. 1 反应器及运行参数
1. 1. 1 反应器运行参数
UASB 反应器平面尺寸为14 m × 10 m,总高度6. 5 m,有效反应器高度为4. 8 m,总工作容积为667 m3 。采用穿孔管配水,布水面积139 m2 ,空塔水流上升速度< 1 m·h - 1 。出水槽长14 m,宽1 m,深2. 75 m。厌氧池设有回流管,当废水量较低时,将出水部分回流以保证UASB 中足够的上升流速。
设计最大流速为30 m3 ·h - 1 ,设计最大流量为2 000 m3 ·d - 1 ,设计水力停留时间为10 ~ 15 h。设计COD 负荷为6 kg·(m3 ·d) - 1 ,沼气产率为0. 4 m3 ·kg - 1 ;投入运营后,由于工艺变化及清洁生产改进等,排水量及浓度均较设计值大幅减少,实际日处理平均水量为463. 10 m3 。运行温度为25 ~ 29 ℃ 。
1. 1. 2 进水水质
该饮料厂主要生产可乐、雪碧、芬达和瓶装饮用水。UASB 的进水为生产过程中产生的废水和厂区生活污水的混合废水,其中生产废水主要来源于车间的洗瓶水、设备清洗水、水线的反渗透(RO)设备排出的浓水等,生产废水中的污染物以糖分为主,进水中的COD、氨氮浓度见图1。
1. 2 分析方法
1. 2. 1 常规分析
参照文献所推荐的标准分析方法,COD 采用重铬酸钾法、pH 值采用玻璃电极法、VSS 和SS 采用重量法、氨氮采用纳氏试剂比色法、磷酸盐采用钼锑抗分光光度法测定。VFA 和气体组分采用气相色谱法测定(Agilent 6 890 N GC / FID 和Agilent 6 890 N GC / TCD)。
1. 2. 2 污泥粒径分布测定
厌氧污泥粒径分布采用激光衍射粒度仪(LS230 / SVM,BECKMEN,USA) 进行测定,粒度测定范围为0 ~ 2 000 μm。
1. 2. 3 污泥形态和结构
污泥絮体和颗粒形态采用光学显微镜(Nikon ECLIPSE 90i)的相差模式直接进行观察。
1. 2. 4 最大比产甲烷活性
颗粒污泥最大比产甲烷活性(specific methanogenic activities,SMA)采用血清瓶实验法。
1. 2. 5 微生物种群分析
颗粒污泥中微生物种群采用荧光原位杂交(fluorescence in situ hybridization,FISH)法进行检测。FISH方法的具体操作步骤如下:颗粒污泥样品固定采用4% 多聚甲醛于4 ℃ 下固定6 h,将颗粒污泥浸泡于冷冻切片包埋剂(SAKURA Tissue-Tek? O. C. T. Compound,USA) 中12 h,使包埋剂渗透至颗粒内部。然后,将包埋的泥样置于- 20 ℃ 下冷冻,采用冷冻切片机(Leica CM 1950,Germany)进行切片,切片厚度为20 μm。取切片所得污泥样品于明胶载玻片上,室温过夜干燥。将干燥后的污泥载玻片依次置于50% 、80% 和100% (体积比)的乙醇溶液中各3 min 对细胞进行脱水后,取出后风干。取适量的探针使用液(探针溶液(50 ng·μL - 1 )与杂交缓冲液(去离子甲酰胺浓度为20% )按照体积比1 ∶ 8 混合,避光,于46 ℃ 中预热数分钟)涂于载玻片的样品上,然后将载玻片迅速移入杂交管中,于46 ℃ 下避光杂交3 h。杂交完成后,取出载玻片进行洗脱处理并立即风干封片。杂交的具体操作方法依据NIELSEN 等 编写的《FISH 操作技术手册》和于莉芳采用的方法进行。检测所用寡核苷酸探针及杂交条件等见表1。采用激光扫描共聚焦显微镜(LEICA TCS SP8)进行观察。
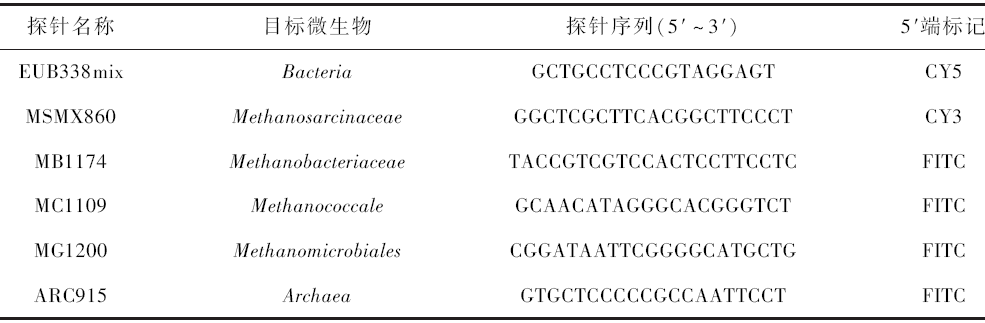
表1 实验所用寡核苷酸探针
2 结果与讨论
2. 1 处理效果
针对UASB 中的污泥形态主要为絮状污泥[7] ,沉淀效率较低的情况,对进水水质进行全面分析。图1为2014 年9 月至2015 年9 月UASB 反应器进出水COD、氨氮含量、产气量及容积负荷等监测结果。如图1 所示,未投加N 源时(对应于1 ~ 60 d),进水中平均氨氮浓度为2. 25 mg·L - 1 (图1(a)),C / N 比高达800 多,氮营养明显缺乏。反应器中污泥仍是絮体形态,沉降性能差,经常会引起污泥流失,导致出水SS 增高。进水COD 变化范围为800 ~ 3 500 mg·L - 1 (图1 ( b)),出水COD 为100 ~ 300 mg· L - 1 ,COD 去除率为84. 55% 。投加N 源后(60 d 以后),使得进水中氨氮浓度维持在15 ~ 20 mg·L - 1 ,C / N比约为130,1 周后即在反应器中观察到部分小的颗粒污泥。随着运行时间的延长,颗粒污泥的含量逐渐升高,约3 个月(对应于150 d)后,污泥完全颗粒化,其后一直维持在稳定状态。颗粒化后,COD 去除率提高到92. 5% ,出水SS 浓度降低。说明营养物(氮) 浓度对UASB 污泥颗粒化具有十分重要的作用。
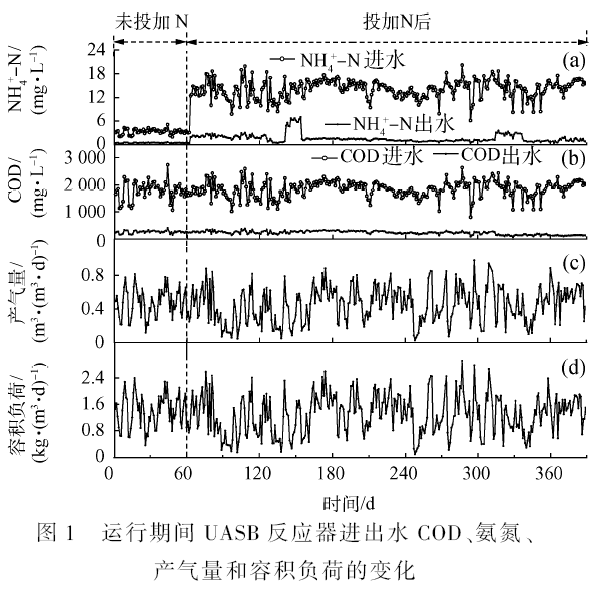
饮料废水水量和水质波动较大,测定期间,水量变化范围为30 ~ 865 m3 ·d - 1 ,反应器日平均产气量达到300 m3 ,单位容积的日平均产气量为0. 46 m3 ·(m3 ·d) - 1 (图1(c)),折算为去除每kg COD 平均产甲烷0. 3 m3 。颗粒化后UASB 反应器去除率高达92. 5% ,比未颗粒化时提高了约8% ,对应的COD 容积负荷变化范围为0. 08 ~ 3. 2 kg·(m3 ·d) - 1 (图1(d)),远远小于该废水处理系统设计的COD 负荷。尽管进水COD 浓度有较大的波动,但出水水质稳定,说明UASB 反应器对饮料废水具有较好的适应性和很强的耐冲击负荷能力。
VFA 是厌氧消化过程中重要的中间产物,是反应器运行控制的一个重要指标。一般认为,出水VFA浓度(以乙酸计)低于200 mg·L - 1 时,反应器运行状态最好,VFA 浓度过高会产生酸积累,超过800 mg·L - 1 时系统就会有酸化的危险[14] 。本实验中定期对VFA 进行监测,测得出水中平均VFA 浓度(以乙酸计)为36. 17 mg·L - 1 ,远小于200 mg·L - 1 ,说明该系统运行良好。
2. 2 污泥颗粒化分析
颗粒化前后反应器中污泥形态见图2 和图3。可见,在未颗粒化时,反应器中污泥呈深黑色,主要为絮体,结构较松散,絮体外围分布有大量丝状细菌(见图2(a))。随着反应器的运行,污泥絮体不断聚集,形成粒径较大且密实的颗粒态污泥。如图2(b)所示,成熟的厌氧颗粒污泥呈黑色,形状多数是相对规则的球形或椭球形,表面边界清晰。运行至第150 天后,厌氧反应器中的污泥基本完成颗粒化。
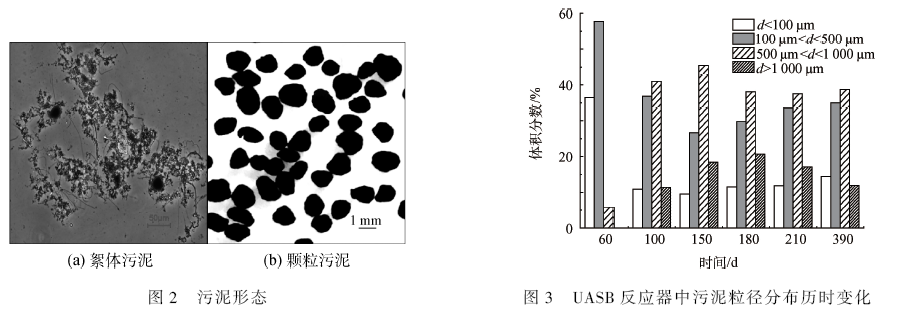
为了追踪UASB 中厌氧污泥颗粒化的进程,实验对反应器中污泥粒径分布的变化进行了测定,其中粒径大于0. 5 mm 的污泥占总污泥量的比例达到了58. 63% (见图3),成熟的颗粒污泥的沉降速度达到约60 m·h - 1 。
2. 3 颗粒污泥的最大比产甲烷活性
厌氧生物处理过程中,单位污泥单位时间产生的最大甲烷量(SMA)是评价污泥活性的重要指标。测定期间,絮体污泥(投加氯化铵前)以乙酸、丙酸和丁酸为基质的SMA 分别为1. 07、0. 87 和0. 63 g·(g·d) - 1 (以VSS 计)[7] ;污泥颗粒化完成后,颗粒污泥的SMA 分别为0. 69、0. 47 和0. 39 g·(g·d) - 1 。很明显,污泥颗粒化后,其对应的活性反而有所降低,这是因为西安可口可乐公司UASB 进水的COD 负荷较低,污泥停留时间较长,当颗粒化后,沉淀性能大幅提高,反应器中污泥的平均浓度由颗粒化的28. 12 mg·L - 1 大幅增加到63. 28 mg·L - 1 ,较高的污泥龄造成污泥中的活性成分降低,污泥中的甲烷菌含量降低。
将基于混合菌群的污泥产甲烷活性定义为表观活性(即采用Serum Bottles 测定的活性),而基于各目标微生物(乙酸营养型甲烷菌和氢营养型甲烷菌)的产甲烷活性为真活性。表观活性除以目标菌群在厌氧污泥中所占的比例即为相应菌群的真活性。经计算,絮体和颗粒污泥以乙酸、丙酸和丁酸为基质的真活性(折算为COD)分别为1. 99、1. 62、1. 17 和2. 13、1. 43、1. 19 g·(g·d) - 1 (以甲烷菌计)。尽管颗粒污泥的表观活性比絮体污泥低,但是两者的真活性基本接近。表2 对比了实际UASB 反应器处理不同种类废水的污泥形态、容积负荷以及污泥分别以乙酸、丙酸和丁酸为基质的产甲烷活性。可以看出,在容积负荷和温度大致相同的条件下,颗粒污泥和絮状污泥的表观产甲烷活性差异较大,这与相应污泥中甲烷菌的含量差异较大有关。
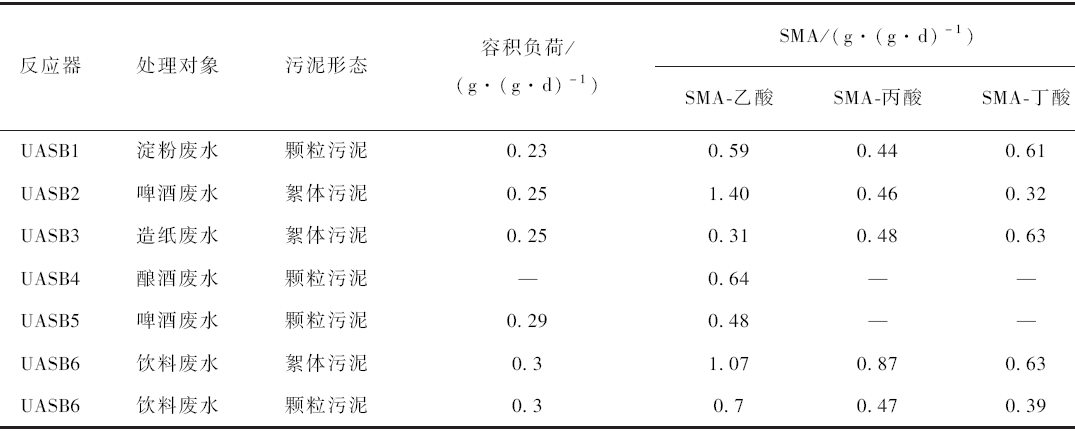
表2 UASB 反应器处理不同废水的表观产甲烷活性对比
2. 4 微生物种群分布特性观察
在厌氧生物处理中,参与的微生物主要分为3 类,即发酵细菌、产氢产乙酸菌和产甲烷菌,三者之间存在互营关系。3 类微生物在颗粒污泥中的空间分布主要与基质种类、浓度、负荷以及水力条件(扩散)等相关。现有研究表明,厌氧微生物种群在颗粒污泥中的分布主要有层状分布或非层状分布2 种结构。当基质容易水解、浓度较低、负荷较小、水力条件较差、扩散限制时,易形成层状结构;反之,易形成非层状结构。如BATSTONE 等 通过研究基质动力学对UASB 反应器中颗粒污泥微生物种群分布的影响,发现处理果汁废水(主要为碳水化合物,容易降解)的厌氧颗粒污泥呈层状结构,颗粒外层为高密度的产酸菌,甲烷菌和微生物互营体系分布在颗粒中心;处理蛋白废水(水解较碳水化合物难)的厌氧颗粒污泥密度较低且没有明显的分层结构,参与有机物降解的微生物均匀分布于污泥颗粒内。
为了分析颗粒污泥中各类微生物的空间分布情况,本实验采用FISH 方法对颗粒污泥种群结构进行原位检测,结果见图4。
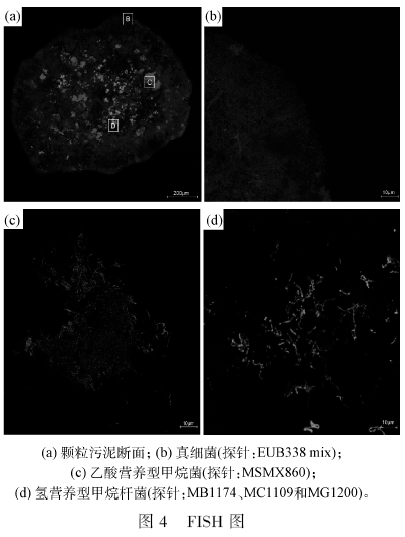
王红叶等对反应器中污泥絮体的FISH 检测结果表明,絮体中的菌胶团主要为发酵细菌和产氢产乙酸菌,絮体中分布的丝状菌主要为甲烷菌,同时还有少量甲烷球菌和甲烷杆菌,其中甲烷菌在污泥絮体中所占比例为46. 3% ,保证了系统较高的产甲烷能力,从而使厌氧过程顺利进行。图4(a)为颗粒污泥切片的FISH 图,厌氧微生物遍布整个颗粒污泥内,且颗粒中心没有观察到明显的无机核区。可见,颗粒污泥种群分布表现为层状结构( layered structure),颗粒的表层主要为发酵产酸球菌(图4(b)),在颗粒内部,产酸菌与乙酸营养型甲烷菌、产酸菌与氢营养型甲烷菌形成的互营体系均匀分布在颗粒污泥内,有利于减小种间氢和乙酸的传质阻力,从而为甲烷菌利用基质提供了有利的条件,促进产甲烷活性。通过MSMX860 探针标记发现,颗粒污泥中乙酸营养型甲烷菌主要以球菌形式存在(图4(c)),并且有少量的杆状甲烷菌,而被MB1174、MC1109 和MG1200探针标记的氢营养型甲烷菌则以杆菌为主(图4(d))。其中甲烷菌(包括乙酸营养型和氢营养型甲烷菌)的比例占到约32. 84% ,这比絮体污泥中甲烷菌的所占比例小很多,也是造成颗粒污泥表观活性变小的主要原因。具体参见污水宝商城资料或http://www.dowater.com更多相关技术文档。
3 结论
实验通过对西安可口可乐饮料有限公司污水处理站的UASB 反应器各项指标的连续监测,得到如下结论:
1)发现UASB 反应器中污泥开始颗粒化,而这一现象与进水中氨氮含量增加有很大的关系。150 d后,反应器中污泥基本完成颗粒化,粒径大于0. 5 mm 的颗粒占到54. 66% ,颗粒污泥有比较高的沉速和活性,颗粒污泥以乙酸、丙酸和丁酸为基质时的最大比产甲烷活性分别为0. 69、0. 47 和0. 39 g ·((g·d) - 1 )(以VSS 计)。
2)反应器的处理效果表现如下:对COD 去除率达到92. 5% ,比未颗粒化时提高了约8% ,沼气中甲烷组分含量高达75. 27% 。反应器日平均产气量达到300 m3 ,折算为去除每公斤COD 平均产甲烷0. 3 m3 。
3)显微镜和FISH 方法的观察结果表明,反应器中厌氧颗粒污泥呈黑色,形状大多数是相对规则的球形或椭球形,边缘清晰且光滑;厌氧微生物遍布整个颗粒污泥内,且颗粒中心没有观察到明显的无机核区。颗粒污泥中种群分布表现为层状结构,发酵产酸细菌分布于颗粒外层,而甲烷菌分布于颗粒内层。

