1 引言 (Introduction)
随着对燃料乙醇需求的快速增长, 能源问题成为世界日益突出的关键性问题.以粮食为燃料生产乙醇的发展受到了极大的限制.近年来以纤维质生物原料进行燃料乙醇的制备引起了高度的重视, 纤维素乙醇燃烧时的温室气体产量比汽油少90%, 而且远低于粮食乙醇燃料.纤维素生产燃料乙醇是以秸秆等为原料生产的, 是一种有希望全部或部分替代石油的可再生能源.
燃料乙醇虽然可以带来好的社会和经济效益, 但是其产生的废水处理问题也尤为突出.纤维素乙醇废水具有很高浓度的COD、氮、磷等, 而且木质素含量很高, 是一种较难处理的高浓度有机废水, 如不经处理直接排放会对环境造成严重的污染.好氧颗粒污泥具有可同时脱氮除磷的功能, 具有良好的生物活性和高的生物截留能力, 同时能够承载较高的有机负荷, 耐毒性好, 被广泛应用于高浓度废水的处理.目前, 已有学者通过预处理及厌氧处理来降低和去除部分有毒有害有机物, 以提高废水的可生化性, 但是出水仍不达标, 还需采用好氧工艺进一步对废水进行处理, 才能大幅度降低有机物的浓度.也有学者利用UASB与MBR组合工艺对纤维素乙醇废水处理进行工艺设计.但是对好氧颗粒污泥处理此类废水的工艺鲜有报道.
本研究考察在SBR反应器中, 以好氧颗粒污泥处理实际纤维素乙醇废水为研究对象, 探究温度对好氧颗粒污泥处理纤维素乙醇废水脱氮效能的影响, 并分析不同温度下氮平衡差异, 以期为SBR好氧颗粒污泥处理纤维素乙醇废水的实际应用提供参考.
2 材料与方法 (Materials and methods) 2.1 试验用水及污泥
本试验所用废水取自某集团纤维素乙醇中试基地排出的生产废水, 该厂排出的废水经过IC工艺处理, 排出的厌氧出水呈深棕色, 有臭味.废水水质情况如表 1所示.
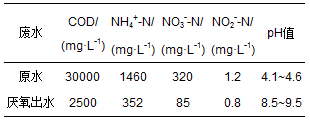
表 1 纤维素乙醇废水水质
本试验所用污泥为前期模拟纤维素乙醇废水配水, 培养成功的好氧颗粒污泥.污泥颜色为浅黄色, 湿密度为1.0;完整系数为99.5%;有机质所占的比例 (MLVSS/MLSS) 为60.9%;沉降系数为23.7 m ・ h-1;NH4+-N去除率为75.0%;COD去除率为99.9%.
2.2 试验装置
本试验采用3个相同的SBR反应器, 如图 1所示.反应器为有机玻璃柱体, 其内径为6.5 cm, 高度为40.0 cm, 有效容积为1 L.底部有微孔曝气头, 左侧有排水口和采样口, 底部有排泥口.用电磁式空气泵进行曝气, 用转子流量计控制曝气量为0.3 m3 ・ h-1, 对应溶解氧为5~6 mg ・ L-1.利用Multi340i型 (WTW公司) 便携式多功能pH、DO、ORP测定仪在线测定体系内pH值、DO值及ORP值.反应器温度通过水浴保持.

图 1 反应器装置图 (1.温度控制仪, 2.排泥口, 3.微孔曝气头, 4.流量计, 5.电磁式空气泵, 6. pH测定仪, 7. DO测定仪, 8.采样口, 9.排水口, 10.水浴, 11.废水储存箱, 12. ORP测定仪)
2.3 分析项目及方法
反应器运行周期取进出水样进行水质分析.NH4+-N、NO2--N、NO3--N、COD、MLSS和MLVSS等均按国家标准方法测定 (国家环境保护总局, 2013).颗粒污泥图像观察采用奥林巴斯BX51光学显微镜.
2.4 运行方式
本试验采用的3个SBR反应器分别控制温度为10、20和30 ℃, 除温度外其余所有运行条件均相同.试验每天运行一个周期, HRT接近24 h, 每周期运行方式为:入水1 min, 曝气运行23 h 55 min, 沉降2 min, 排水2 min.试验分为2个阶段, 第一阶段 (1~57周期):通过稀原水 (5%、10%和15%) 对已经培养好的好氧颗粒污泥进行驯化, 由于原水呈酸性, 用碳酸氢钠调节反应器内pH为8~9之间;第二阶段 (58~95周期):将进水改为100%厌氧出水, 由于厌氧出水pH在8.5~9.5之间, 所以不做调节.
3 结果与讨论 (Results and discussion) 3.1 不同温度下驯化阶段系统处理效能 3.1.1 对COD的去除
图 2为不同温度下利用原水对好氧颗粒污泥进行驯化时COD浓度及去除率变化情况.由于好氧颗粒污泥并不适应纤维素乙醇废水的水质, 所以需要一定的适应阶段.驯化初期均以5%原水进水, 第8~42周期为10%原水进水, 第43~57周期为15%原水进水.由图可知, COD的去除率随着进水浓度的升高波动不大.对比3个反应器发现, 随着温度的升高COD去除率呈上升趋势, 最终驯化结束时测得在3种不同温度下COD的去除率分别为67.1%、74.9%、79.8%.表明废水中存在大量难降解的COD, 因此3个温度下COD去除率均低于80.0%.

图 2 驯化阶段不同温度下系统COD及COD去除率变化情况
3.1.2 对氮素的去除
图 3为驯化过程中NO2--N、NO3--N、NH4+-N浓度及NH4+-N去除率变化情况.由图可知, 随着进水NH4+-N浓度的升高, 3种不同温度下NH4+-N的去除率整体上均呈现上升趋势.改为15%原水后发现, 10 ℃条件下NH4+-N去除率急剧降低, 同时NO3--N出水比20 ℃和30 ℃时高, 说明硝化菌受到的抑制较反硝化菌受到的抑制强, 这也与 (Hellinga et al., 1998) 的结论相似.而在适宜温度范围内, 较高的进水氨氮浓度更有利于提高硝化菌的活性.驯化后测得3个反应器内NH4+-N的去除率分别为44.7%、57.3%、76.1%.NO2--N进出水浓度均维持1 mg ・ L-1以下, NO3--N去除量分别为21.7、27.1、32.5 mg ・ L-1.3个反应器均实现了同步硝化反硝化.
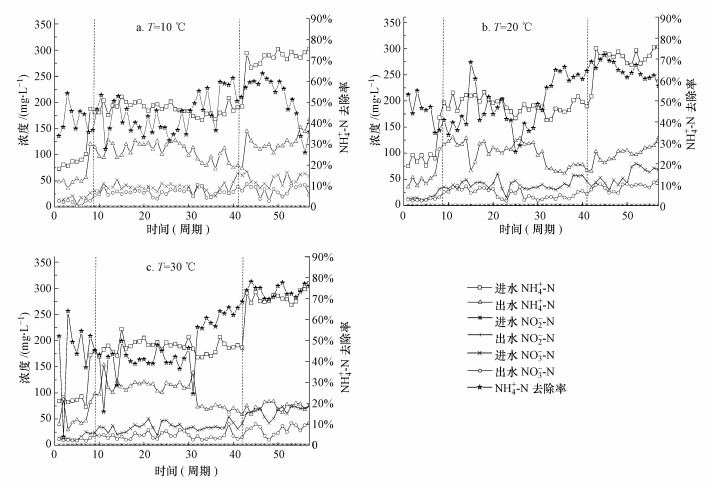
图 3 驯化阶段不同温度下系统NO2--N、NO3--N、NH4+-N进出水浓度及NH4+-N去除率变化情况
图 4为驯化阶段不同温度条件下系统对总无机氮及COD去除情况.由图可知, 稳定运行后3个反应器总无机氮的去除率分别为42.8%、53.6%、70.5%.表明温度的升高对脱氮效果和COD的去除有促进的作用, 这是由于温度的升高会促进硝化菌的生长速率和代谢活性 (暴瑞玲等, 2009).结合图 3可以看出, 温度由10 ℃到30 ℃, 出水氨氮浓度由164.2 mg ・ L-1降低到74.5 mg ・ L-1, 说明随着温度的升高, 好氧颗粒污泥中硝化菌的活性提高.

图 4 驯化完成后总无机氮及COD去除率变化情况
3.2 不同温度厌氧出水处理效能 3.2.1 对COD的去除
反应器进水从第58周期开始采用100%厌氧出水.图 5为3个反应器COD及COD去除率变化情况.由图可知, COD去除率均在20%以下, 最终测得3个反应器COD的去除率分别为10.3%、12.7%、13.7%.COD的去除率较原水驯化时降低, 这是由于原水的B/C值较厌氧出水高, 厌氧出水的可生化性极差.结果显示, 随着温度的升高COD去除率有小幅度的上升, 但并不显著.说明厌氧出水中的COD很难被降解, 这是因为废水中缺少可被微生物利用的碳源, 细菌所需的有机物不能被提供.
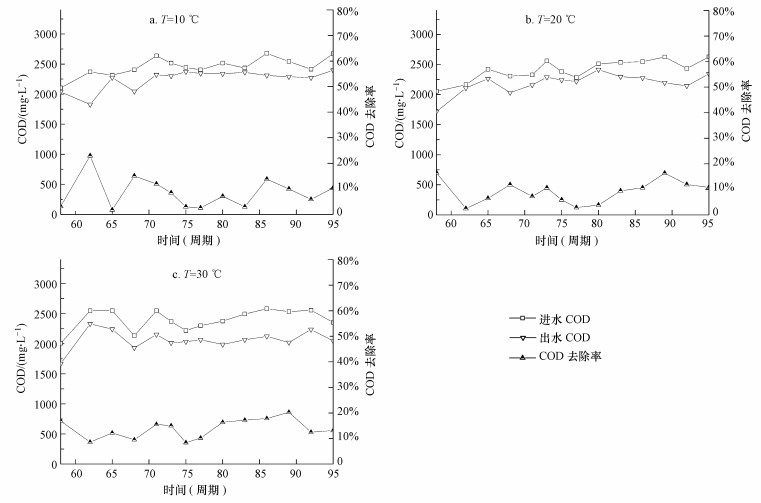
图 5 不同温度下处理厌氧出水时COD及COD去除率变化情况
3.2.2 对氮素的去除
3个温度条件下NO2--N、NO3--N、NH4+-N进出水浓度及NH4+-N去除率变化情况如图 6所示.由图可知, 3个温度条件下NH4+-N平均去除率分别30.4%、48.0%、61.1%, NO2--N进出水浓度均低于1 mg ・ L-1, 出水NO3--N浓度分别为39.3、47.9、51.3 mg ・ L-1.由于氨氧化过程同时会发生反硝化现象, 反应过程内NO2--N在NOB的作用下几乎全部转化为NO3--N, 同时硝化过程产生的NO3--N在反硝化菌的作用下以气态 (NxO, N2) 的形式释放到大气中, 显然体系依然表现出同步硝化反硝化作用.而且由于废水中可被微生物利用的物质很少, 不能为反硝化作用提供充足的碳源, 使硝化反应开始的时间滞后, 造成3个反应器NH4+-N的去除率均较低.随着温度的升高NH4+-N去除率呈上升趋势, 30 ℃时NH4+-N去除率达到60.9%, 分别是10 ℃和20 ℃时的2.0和1.3倍.温度对脱氮性能的影响, 主要在于细菌的生长速率及代谢能力受温度的影响较大, 温度升高会提高硝化菌的生长速率, 使体系脱氮效果更加显著 (Yoo et al., 1999).

图 6 不同温度下体系处理厌氧出水时NO2--N、NO3--N、NH4+-N进出水浓度及NH4+-N去除率变化情况
图 7为以厌氧出水进水时, 3个温度条件下体系对总无机氮及NH4+-N的去除率情况.由图可知, 随着温度的升高, 总无机氮的去除率和NH4+-N均呈上升趋势.30 ℃时体系对总无机氮的去除率为53.2%, 分别是10 ℃和20 ℃时的1.5和1.2倍.但随着温度的升高, NO3--N的去除量增加, 而COD的去除率变化不大, 均低于15%.纤维素乙醇废水属于难降解废水, 难以满足系统反硝化对碳源的需求, 进而推测体系存在明显的内碳源反硝化作用, 而且随着温度的升高, 内碳源反硝化作用增强.3种不同温度下反应器中具有充分的NO3--N, 由于反硝化所需的碳源不足, 进而利用内源储存物质.同时有研究表明, 好氧颗粒污泥利用内源储存物质时, 可以提高好氧阶段硝化反应速率 (Third et al., 2003).

图 7 不同温度处理厌氧出水时总无机氮去除率及NH4+-N去除率变化情况
3.3 总无机氮平衡分析
理论上, 在有机物降解和氨氮氧化过程中微生物利用氨氮合成细胞物质, 即同化作用.根据McCarty提出的经典理论可知, 在氨氧化过程中, 仅有1/50的氨氮用于合成细胞物质;而在有机降解过程中, 同化作用去除的氨氮与降解的有机物量有关系, 1 mg NO3--N还原为N2产生0.5 mg新细胞.
图 8为不同温度条件下体系对厌氧出水的总无机氮平衡分析.由图可知, 3种不同温度下NO2--N出水均占进水总氮量的0.2%;NO3--N去除量分别为32.1、23.3、16.3 mg ・ L-1;氨氮出水分别占进水总氮量的52.1%、42.5%、33.2%.3个温度下氮损失分别为37.6%、45.0%、53.6%, 其同化作用产生的细胞量分别为28.0、29.1、31.3 mg.随着温度的升高, 3个温度条件下均无NO2--N的积累.而且出水NO3--N的含量均不高, 所占比例随温度的升高而增加, 分别为10.1%、12.2%、13.1%.可见3个温度下体系硝化过程形成的NO2--N可完全被氧化成NO3--N.温度的升高可促进氮素的去除, 30 ℃时菌体代谢和生长的速率最强.
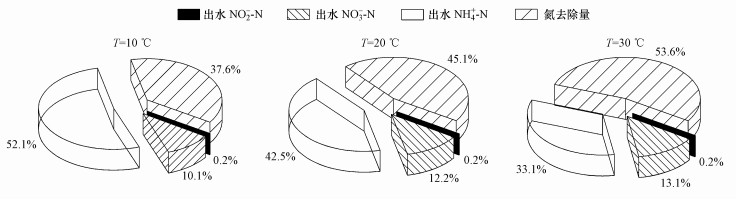
图 8 不同温度下总无机氮平衡
4 结论 (Conclusions)
1) 3个反应器分别控制温度为10、20和30 ℃, 通过稀释原水 (5%、10%和15%) 对已经培养好的好氧颗粒污泥进行驯化, HRT接近24 h, 反应器运行到57周期.结果表明, 随着进水COD的升高, COD去除率的波动不大.可见随着温度的升高, COD的去除率呈上升趋势, 最终驯化结束时测得3种不同温度下COD的去除率分别为67.1%、74.9%、79.8%.利用实际纤维素乙醇废水驯化污泥时, 发现废水中存在大量难降解的COD, 因此3个温度下COD去除率均低于80.0%.3个反应器均实现了同步硝化反硝化.3种不同温度下NH4+-N的去除率整体上均呈现上升趋势, 10 ℃条件下NH4+-N去除率急剧降低, 同时NO3--N出水比20 ℃和30 ℃时高, 说明硝化菌受到的抑制较反硝化菌受到的抑制强.同时, 随着温度的升高, NH4+-N的去除率也随着升高.
2) 3个反应器分别控制温度为10、20和30 ℃的条件下, 从第58周期开始进水改用100%厌氧出水, HRT接近24 h.COD的去除率分别为10.3%、12.7%、13.7%, 可见体系对此废水中有机物的利用率并不高, 也就是说废水中缺少可被微生物利用的碳源.随着温度的升高总无机氮的去除率呈上升趋势, 30℃总无机氮的去除率为53.2%, 分别是10 ℃和20 ℃时的1.5和1.2倍.而体系COD去除率变化不大, 说明颗粒污泥反硝化作用可利用的碳源并不充足, 纤维素乙醇废水属于难降解废水, 难以满足系统反硝化对碳源的需求, 进而推测体系污泥中存在内碳源反硝化作用, 而且随着温度的升高, 内碳源反硝化作用增强.具体参见污水宝商城资料或http://www.dowater.com更多相关技术文档。
3) 不同温度 (10、20、30 ℃) 条件下体系处理厌氧出水的总无机氮平衡分析.分析结果表明, 3个反应器内的氨氮出水浓度分别占进水总氮量的52.1%、42.5%、33.2%.3个温度下氮损失分别为37.6%、45.0%、53.6%, 其同化作用产生的细胞量分别为28.0、29.1、31.3 mg.随着温度的升高, 3个温度条件下均无NO2--N的积累.而且出水NO3--N的含量均不高, 所占比例随温度的升高而增加, 分别为10.1%、12.2%、13.1%.可见3个温度下体系硝化过程形成的NO2--N可完全被氧化成NO3--N.温度的升高可促进氮素的去除, 30 ℃时菌体代谢和生长的速率最强.

