目前,合成制药废水污染问题已相当严重。本实验采用ABR-SBR组合反应器对合成制药废水进行处理,考察了组合反应器处理合成制药废水的可行性和最佳运行条件。结果表明:在ABR的水力停留时间为9h,SBR的曝气时间为12h的条件下,系统的处理效果最佳;污泥培养期,化学需氧量(COD)去除率最终稳定在95%左右,污泥培养成熟;含25%合成制药废水的污泥驯化期,COD浓度的平均值从711.6mg/L降为45.9mg/L;含50%合成制药废水的污泥驯化期,ABR出水的COD去除率最终仅稳定在26%左右,合成制药废水的生物抑制性明显;在整个工艺的运行期间,出水COD可以达到国家环境保护标准(GB21904-2008)的要求。
合成制药废水是制药工业中产生的主要排放污染物,该废水由于具有水质水量波动大、成分复杂、废水CODCr浓度高等特点不能直接由好氧工艺处理。厌氧折流板反应器具有结构简单、适应性和耐冲击负荷能力强、污泥龄长、固液分离效果好、对微生物量具有优良的截留能力和运行性能可靠等优点,可以尝试先用ABR处理合成制药废水,再用序批式反应器进行后续的好氧降解,以达到较好的处理效果。
本文在实验室中试的基础上,探究ABR-SBR组合反应器处理合成制药废水的可行性和最佳运行条件,使废水经过处理后能够达到排放标准,为工程实践提供实验依据。
1试验部分
1.1废水水质
废水取自东北某合成制药厂,经实验室分析检测,药水的pH值约为7,COD约为2000mg/L,颜色为黄色。
1.2工艺流程
采用厌氧-好氧工艺流程,流程如图1所示。其中厌氧反应器选择稳定、抗冲击负荷好的ABR,好氧反应器选择高效稳定的间歇式曝气反应器SBR,两个反应器中污泥均取自长春某污水处理厂的曝气池。

图 1 工艺流程示意图
1.3试验装置
ABR和SBR反应器均采用不锈钢制作而成。ABR反应器长为400mm,宽为450mm,高为600mm,由6个反应室组成,每个反应室又包括上流室和下流室,通往上流室的折板下缘带有50°折角便于实现均匀布水,有效容积为24L,反应产生的气体由反应器的顶部排出。SBR反应器长为300mm,宽为240mm,高为250mm,有效容积为18L。
1.4试验及测试方法
污泥培养试验:由于试验所用的污泥取自污水处理厂的曝气池,所以在组合反应器运行之前,需要对污泥进行培养。污泥的培养期的进水采用的是生活污水,其pH值约为5.4,COD的浓度约为350mg/L。
最佳运行条件确定试验:污泥培养结束后,通过改变ABR-SBR组合反应器的运行条件(ABR的水力停留时间和SBR的曝气时间),确定组合反应器处理合成制药废水的最佳运行条件。其进水采用的仍然是生活污水。
污泥驯化试验:由于本试验采用的是合成制药废水,且其中缺乏专性菌种和足够的营养,因此在投产时除用一般的菌种和所需要的营养物质培养足够的活性污泥外,还应对所培养的活性污泥进行驯化,使活性污泥微生物群体逐渐形成具有代谢特定工业废水的酶系统,具有某种专性。
污泥的驯化是在最佳运行条件的基础上进行的,驯化期的进水采用的是生活污水与合成制药废水的混合液,初始的合成制药废水与生活污水的比例(体积比)为25%,进水的COD的值约为750mg/L左右。
当组合反应器COD的去除率稳定之后逐渐增大合成制药废水与生活污水的比例,观察最终的处理效果。pH:玻璃电极法;COD:重铬酸钾法。
2结果和讨论
2.1整个组合工艺运行期间废水的pH值变化
ABR、SBR工艺都是利用微生物的合成代谢和分解代谢来降解污染物,因此反应器中的微生物是ABR-SBR组合工艺的核心。每种微生物都有其最适pH值和一定的pH值范围,在最适范围内酶活性最高,如果其他条件适合,微生物的生长率也最高。
随着环境pH值的不断变化,使得微生物继续生长受阻,当超过最低或最高pH值时微生物就死亡。因此监测各个阶段pH值的变化就尤为重要。pH值的稳定是保证工艺正常运行的前提之一。
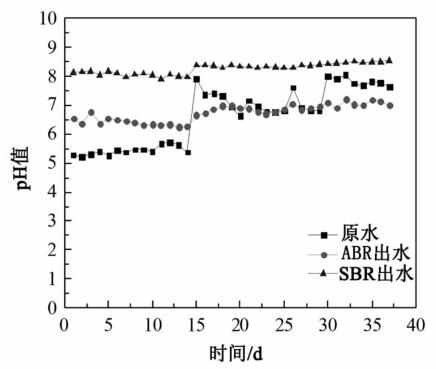
图 2 ABR - SBR组合工艺运行期间pH值变化曲线图
由图2可知,原水及ABR出水的pH值有波动,但是分阶段稳定。前14天原水的pH值稳定在5左右。在第15天加入合成制药废水后,混合液的pH值大致较为稳定,上下波动可能是配制混合药水时搅拌不均匀等原因造成的,其平均pH值为7.3。
而ABR、SBR的出水的pH值均比较稳定,生活污水培养期ABR出水pH平均值为6.4,SBR出水平均为8.1。加入合成制药废水后,ABR出水pH平均值6.9,比同时期ABR进水的pH值低,是由于发生了厌氧的水解酸化作用。SBR出水pH平均值为8.4,也随ABR进水pH值的升高略有升高。
总体来看,三者的pH值都较为稳定,波动不大,这就可以为微生物的生长繁殖和代谢提供稳定的环境,同时稳定的监测数据也可说明微生物活动稳定,一定程度上可以反映了ABR-SBR组合工艺运行稳定。
2.2培养期组合反应器的运行结果
污泥培养期共进行了60d左右,进水COD浓度控制在300~400mg/L。流量为2~8L・h-1,每次试验次数为3天,试验次数为6次。实验结果如表1所示。
表1培养期ABR-SBR的运行结果


由表1中的数据可以看出,总的去除率(ABR进水COD值与SBR出水COD值之差和ABR进水COD值之比)最终稳定在95%左右,污泥培养成熟。
2.3最佳水力停留时间的确定
污泥培养期COD去除率随停留时间的变化曲线如图3。
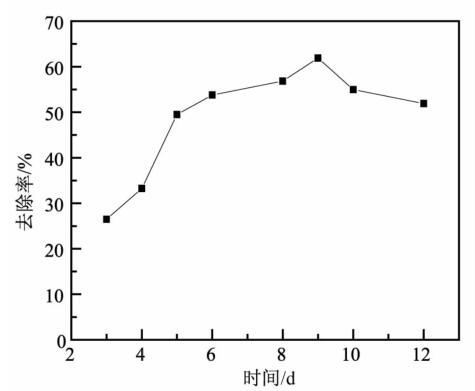
图3培养期ABR反应器COD去除率随停留时间变化曲线图
由图3所示,ABR的COD的去除率随水力停留时间的变化而变化,呈现先升高后降低的趋势,即由26.50%增加到最高值61.88%,随后又降低到51.90%。去除率的最高值对应的水力停留时间是9h,此值即为ABR在处理该合成制药废水时的最佳的水力停留时间。具体联系污水宝或参见http://www.dowater.com更多相关技术文档。
出现上述趋势是由于水力停留时间的大小直接影响着微生物与废水作用时间的长短,影响COD的去除率。适宜的停留时间能使废水与微生物充分接触,并且能适时的排除微生物的代谢产物,防止某些代谢产物对微生物产生抑制作用。
停留时间过短会因有机负荷过高而导致去除率下降,处理效果不理想;ABR中停留时间过长会使有机物和微生物不能充分混合接触,影响处理效果,延长处理反应时间,降低处理能力。
2.4最佳曝气时间的确定
污泥培养期COD去除率随曝气时间的变化曲线如图4。

图4培养期SBR反应器COD去除率随曝气时间变化曲线图
曝气反应时间是确定SBR反应器容积的一个非常重要的工艺参数。曝气时间太短,系统中氧供给不足,微生物不能充分分解有机物,影响处理水水质;曝气时间太长,会过分消耗水中的有机物,从而影响反硝化脱氮效果,还会引起污泥膨胀,从而造成能量浪费、降低充氧效率,同时也会增大水处理成本,因此应当在特定的条件下通过试验找出最优曝气时间。
由图4可以看出,SBR反应器在处理合成制药废水时,随着曝气时间的推移,COD的去除率表现出明显的上升趋势,最高点出现在12h处,考虑到经济性的同时,最终确定了工艺的最佳曝气时间为12h。
2.5含25%合成制药废水的污泥驯化期
此时期,由于高浓度合成制药废水的加入使得实验水样的入水COD值有所提高,其平均值约为780mg/L。先后通过ABR反应器和SBR反应器之后,COD值分别平均降低至420mg/L和34mg/L。出水水质稳定,满足国家环境保护标准(GB21904-2008)COD排放要求。
在混合液驯化的最初阶段,ABR反应器的COD的去除率是35%左右,比污泥培养后期的50%左右降低了15%,这是由于合成制药废水的加入,改变了厌氧微生物原有的生长环境,废水中增加了长链难降解有机物及对微生物有毒害作用的物质,使得微生物短时期内活性降低,废水的COD去除率下降。
驯化一段时间后,微生物逐渐适应了新环境,对制药废水的净化能力逐渐恢复,在该比例的驯化的后期可以达到40%左右。而SBR运行稳定,平均去除率为89.68%,特别是后期,去除率均在90%以上。
当ABR出水COD值逐渐增大或有所波动时,SBR出水COD都较小,体现出SBR反应器较为优秀的抗冲击能力,保证较高总去除率,见图5、6。

图5含25%合成制药废水的污泥驯化期原水、ABR及SBR出水COD变化曲线图
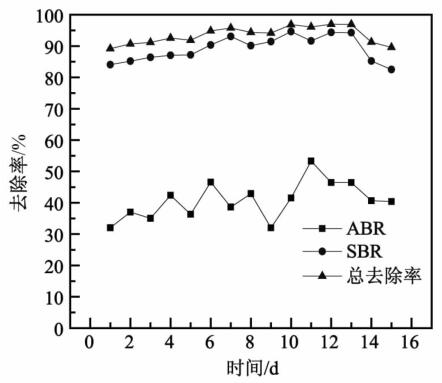
图6含25%合成制药废水的污泥驯化期ABR、SBR及总去除率变化曲线图
2.6含50%合成制药废水的污泥驯化期
随着所加入合成制药废水比例的增大,原水COD值迅速增加至1380mg/L。此时SBR出水依旧保持在较低水平,约为74mg/L。而ABR反应器的出水COD却呈现出上升趋势,由最初的427mg/L逐步升高至约1000mg/L,反应器运行极不稳定。
在使用50%的混合液进行驯化时,ABR反应器的COD去除率迅速下降,最后稳定于26%左右。此阶段合成制药废水浓度的大幅度提高使得其杀菌性得到更好的体现。部分微生物在高浓度药水的的冲击下失去活性,导致ABR反应器处理效果未能达到预期要求。
与此同时,随着驯化期的延长,SBR反应器的去除率依旧保持有较高的稳定性,平均可达93%以上。SBR反应器的高效性继续保证着系统整体运行的效果处于出水达标的水平,见图7、8。

图7含50%合成制药废水的污泥驯化期原水、ABR及SBR出水COD变化曲线图
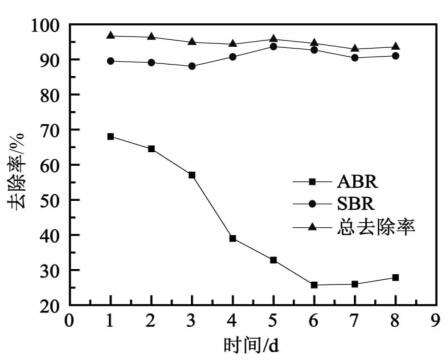
图8含50%合成制药废水的污泥驯化期ABR、SBR及总去除率变化曲线图
3结论
在分析合成制药废水水质特征及国内外研究现状的基础上,本实验采用ABR-SBR组合工艺处理辽源市某药厂的合成制药废水。ABR和SBR均接种长春市西郊污水处理厂曝气池污泥,以生活污水为处理水样,采用低负荷连续进水的方式进行启动。
在试验中,分别考察了ABR和SBR反应器在启动期和驯化期的运行特征,研究了组合工艺处理合成制药废水中的COD降解规律,探索了本实验条件下组合工艺的最佳运行参数,从而得出以下结论:
(1)在本实验条件下,当ABR反应器停留时间为9h,SBR反应器曝气时间为12h时,ABR-SBR组合工艺对合成制药废水的处理在兼顾经济性的同时,可满足国家环境保护标准(GB21904-2008)COD排放要求,约为90mg/L。
(2)在温度设定为(35±1)℃的条件下,采用进水浓度为320mg/L启动时,经过22天的培养,ABR反应器去除率可稳定于55%,最高可达到60.42%。
(3)分别设置ABR反应器停留时间为2、3、4、5、6、8、9、10、12h,通过水力停留时间选择实验可得,ABR反应器最佳停留时间为9h。此时COD平均去除率可达到61.88%。
(4)ABR反应器在停留时间为9h的条件下进行微生物驯化。驯化起步阶段采用生活污水∶合成制药废水=4∶1的比例进行。合成制药废水的加入导致COD去除率急剧下降,最低可达32%。
通过15天的培养,COD去除率可稳定于46%。合成制药废水中的部分药物成分具有微生物抑制性,对微生物活性造成影响,降低了COD去除率。随着进水中合成制药废水比例的逐步升高,药物的生物抑制性表现愈加明显。此时,COD去除率呈下降趋势,最低为26%。
(5)SBR反应器运行较为稳定。当处于启动期时,进水COD浓度范围为140~220mg/L,去除率稳定于90%。当处于驯化期时,随着进水COD浓度的增加,COD去除率呈现上升趋势,最高可达94.37%。(来源:山东化工 作者:张政 等)

