引言
乙二醇(EG 或 MEG)是一种重要的有机化工原料和战略物资,可用于生产聚酯纤维,并可作为防冻剂、润滑剂、增塑剂、非离子表面活性剂以及炸药、涂料、油墨等行业,用途十分广泛。我国是全球最大的乙二醇消费国,进入 21 世纪以来,我国乙二醇消耗量大幅度攀升。从生产乙二醇的原料来区分,乙二醇的生产可主要分为以乙烯为原料的“石油路线法”和以煤制合成气为原料的“非石油路线法”[1-3]。我国能源结构的特点是煤炭资源相对丰富,石油、天然气资源不足,以煤为原料制备乙二醇更为符合我国国情,也是出于战略的需求。目前,煤制乙二醇主要技术路线有 3 种:(1)合成气直接合成法[4];(2)甲醇乙烯环氧乙烷路线[5];(3)合成气经草酸酯合成乙二醇[6]。该工艺流程短,成本低,是目前国内最受关注的煤制乙二醇技术,也是目前煤制乙二醇生产企业应用较广的工艺。
草酸酯法生产乙二醇过程中的工艺废水除煤气化过程产生的废水外,主要来源于变换、净化及 DMO 生产中酯化、加氢、精馏工段。煤制乙二醇废水含盐量高达 2%~4%[7],主要污染物为硝酸盐、亚硝酸盐、色度深及高 COD,对于该类废水采用传统的市政生化工艺存在着费用高、效率低的缺点。
本课题以阜阳某一家以草酸酯法生产乙二醇工厂为例,并以其调节池进水为研究对象,测试了一种新型高效厌氧脱氮反应器及组合工艺,攻克草酸酯法生产煤制乙二醇污水生化预处理中的关键工艺和技术,实现水资源循环利用,推动煤化工节能减排工作,保障煤制乙二醇产业的可持续发展。
1 中试材料及方法
1.1 试验用水(进水水质)
试验用水取自濮阳某乙二醇污水处理站调节池,具体水质
如表 1。
1.2 新型高效厌氧脱氮生物反应器(ADN)
ADN 高效厌氧脱氮反应器由ADN 配水池和 ADN 反应器有两个部分组成。ADN 反应器构造按功能划分,由下而上共分为 5个区:混合区、脱氮除碳室、除碳转化室、沉淀区和气液分离区。
ADN 配水池:配水池分为两格,进水与反应器的部分回水在此混合后,经外循环泵输送至 ADN 反应器内(图 1)。ADN 厌氧脱氮反应器具有独有的脱氮除氮室和除碳转化室,并具有强制的外循环和内循环,实现了结构和流程上的创新。
1.3 材料及工艺流程
试验污泥取自濮阳某造纸厂中温厌氧反应器内的颗粒污泥,其污泥浓度 21.6g/L,经沉淀浓缩后污泥浓度为 98.1 g/L,性状为黑色。其他试验材料包括:硝酸钠、液碱、甲醇、烧杯量筒等耗材。KH2PO4、以及厌氧所需的微量元素。
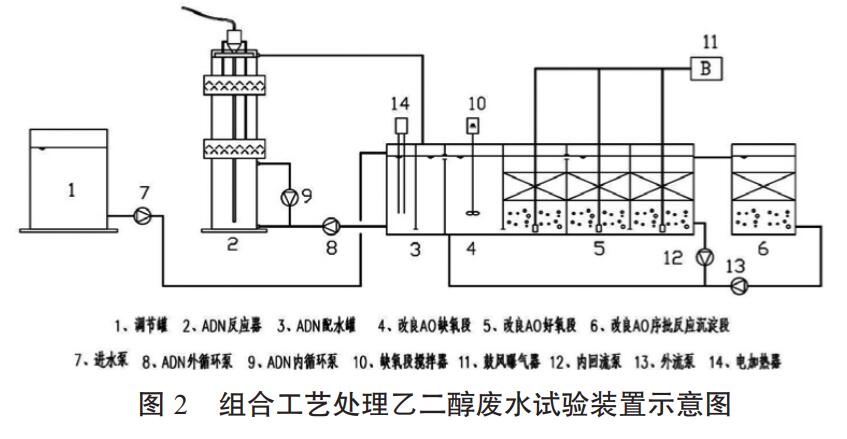
乙二醇废水经提升泵提升至 ADN 配水罐,经过与出水混合
加热后,进入ADN 反应器,一部分 ADN 反应器的出水经 ADN配水池流入改良 AO 的 A 段,与内外回流混合后脱去硝化的氮,进入 O 段,在 O 段去除绝大部分的剩余有机物后进入序批反应沉淀段,泥水分离后,排出系统,具体如图 2 所示。
1.4 分析方法
中试中常规水质指标的测试方法和分析仪器或设备见表 2。
1.5 接种、调试启动阶段
将上述接种污泥按照 10g/L 和 3g/L 的浓度分别投加至 ADN反应器和改良AO 反应器内,然后投加甲醇和其他营养元素恢复污泥活性和填料挂膜。24 小时后,调节池进水 PH 在 7 左右,并投加碳酸钠作为缓冲物质,然后启动进水泵。按照 ADN 反应器
(Nv=2kgCOD/m3・d,Nv=0.1kgNO3-N/m3・d)低负荷运行,维持进水温度 35℃,脱氮除碳室的上升流速 4m/h,改良 AO 反应器正常运行。持续运行 7 天出水指标稳定后,提高负荷至(Nv=4kgCOD/m3・ d,Nv=0.2kgNO3-N/m3・d),如出水指标不稳定,则继续延长驯化。依次类推,直至提高负荷至(Nv=8kgCOD/m・3 d,Nv=0.4kgNO3-N/m・3
d)。从试验开始,经过 20 d 左右的连续运行,ADN 反应器和改良
AO 反应器各项运行参数已基本趋于稳定。至此,认为 ADN 反应器污泥驯化和改良AO 反应器填料挂膜成功。然后进行 21 天的持续负荷运行观测,以检验组合工艺对乙二醇废水去除的性能。每天对硝态氮、COD 和电导率、PH 值等进行检测,本阶段试验总计历时 42 天。
2 实验结果与讨论
2.1 对氮的去除结果
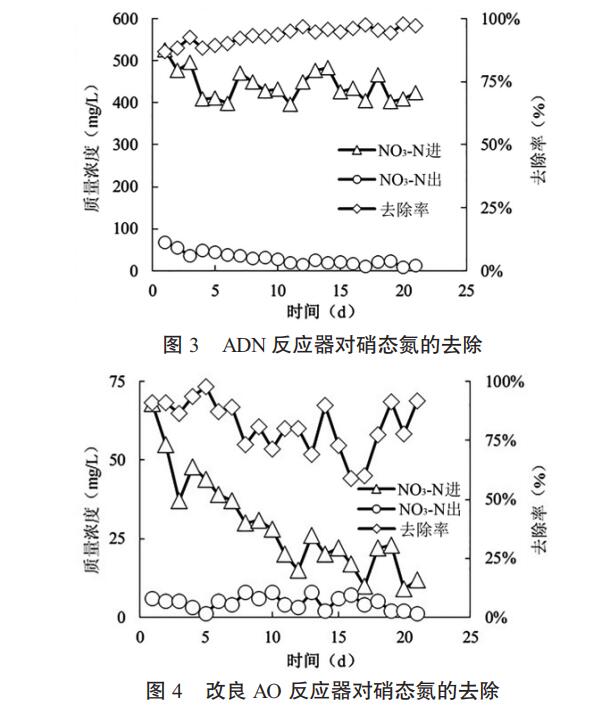
从图 3 中可以看出,ADN 反应器能通过内外循环及高浓度的厌氧颗粒污泥,消除高浓度硝态氮对产甲烷菌和反硝化本身的抑制作用,从而去除几乎绝大部分的硝态氮,其对硝态氮的平均去除率达到 93%。说明 ADN 反应器对于乙二醇废水有着良好的脱氮性能。经过改良AO 工艺的进一步去除,其含量能降低到
10mg/L 左右(图 4)。
2.2 对COD 的去除结果
ADN 反应器的平均进水 CODCr=7527mg/L,平均出水 CODCr=
2009mg/L,平均去除率 72%。说明 ADN 反应器在反硝化脱氮的同时,通过产甲烷作用去除了 4000 mg/L 左右的 COD(图 5)。
ADN 反应器的出水,进入新型改良 AO 工艺,通过其内附着在固定床平板填料上的大量微生物和悬浮微生物的作用,去除了剩余的有机物(图 6)。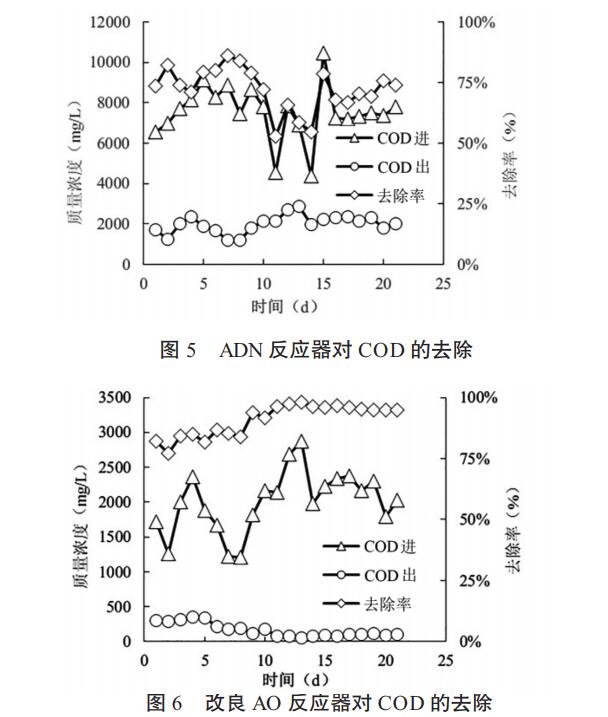
2.3 对于电导率的影响
通过图 7 可以看出,乙二醇废水经过 ADN 反应器后电导率有较大的下降,污水中某些可电离的有机物被去除、硝酸盐反硝化去除,乙二醇废水经厌氧处理后出现电导率下降。

另外,通过对比ADN 反应器进出水的平均 pH 值,pH 值能从平均 5.75 升高到 8.76。由于ADN 反应器有内外循环系统,因此,ADN 反应器运行中可不必额外补充碱度,即使 pH 偏低也可
2.3 主要处理单元及设计参数
(1)集水池(改造)。原有一、二级集水池连通,二级集水池结
构尺寸 9.3×3.5×4m 有效容积 70m3 最大小时流量 (280m3/h)下
HRT=15min 可以满足规范要求(规范要求不小于 5min)。
(2)水力筛(原有)。利用原有 1 台,不锈钢,过流能力大于
280m3/h,设在调节池进水处,设置落渣管(PVC)。
(3)调节池(改造)。原 1# 好氧池、2# 好氧池及中间沉淀池改造,1# 好氧池结构尺寸 6.40m×6.20m×5.00m 有效容积 170m3,2#好氧池结构尺寸 7.70m×7.00m×5.00m,有效容积 215m3;中间沉淀池结构尺寸 7.00m×2.70m×5.00m 有效容积 76m3,总有效容积
170+215+76=461m3,HRT=8.5h。
(4)两相厌氧池(改造)。利用原水解池,环氧煤沥青涂刷防腐,结构尺寸 9.5×7.5×5.2m,总有效容积约 300m3,升流式双层污泥床,底部为流动污泥床 0.8m(45m3),上部为固定填料床 2.5m
(140m3),进水流量 Q=54.2m3/h,内循环 Q=50m3/h,上升流速 3-
4m/h,总有机负荷 6.9kg(COD)/m3・d,设计 COD 去除率 40%。
(5)SBR 池(改造)。利用原有灰渣池改造, 结构尺寸
(41.00m ×8.25m ×4.90m)1 座, 均分成 2 池, 单池有效容积
1436m3,总有效容积 2872m3,单组运行周期 T=8h(进水 2h、曝气
4h、沉淀 1h、滗水 1h),有机负荷 0.43kgCOD/m3・d,周期(批)处理
水量 220m3,排水比 15.3%,总 COD 去除率 91.7%,总需氧量约
1320kg/d,总供空气量 20640m3/d。
(6)再生水处理系统(改造)。过滤池利用原有的圆形反应池改造,日处理水量 Q=300m3/d 小时处理量Q=50m3/h,滤速 v=8m/h,直径Φ3.0m,过滤面积 7m2。
(7)生化剩余污泥处理系统(改造)。利用灰渣池附近原有水池改造,浓缩池 1 座,直径 Φ8.4m 深 6.0m,有效容积 280m3,平均每日产生含水 99.7%污泥量 52m3,浓缩后含水 97.5%,污泥体积 6.5m3。
2.4 设计特点
(1)原设施正好有两个水解池串联,很容易改造成两相厌氧反应器。而且该池液位是原污水处理系统中的最高水位处,出水重力流向 100m 远的SBR,可利用条件好。
(2)本项目所在地区气候条件适合于常温厌氧,即使冬季水温可能低于 20℃,采用两相厌氧去除 40%有机物是完全可以实现的。相对于水解酸化,两相厌氧去除效率优异,进水有机负荷为 6.9kgCODcr/m3・d,去除负荷为 2.8kgCODcr/m3・d,厌氧出水 COD可降低至 960mg/l,有效减轻了好氧负荷。
(3)本项目原水 BOD/COD=0.5,其可生化性好,容易发生厌氧,采用两相厌氧工艺,将甲烷相出水(pH 略高)回流,可以利用其中的碱度维持所需要的pH,节省运行费用。
3 运行情况
(1)运行效果。本工程取某城市污水处理厂的活性污泥进行驯化,经过 3 个月的调试,系统运行情况稳定,处理出水效果较好。各项出水指标均达到设计的排放标准。
(2)运行费用分析。废水处理工程的运行成本为 2.02 元/m3,其中:
①电费。工程每天耗电为 850kW・h,电价为 0.65 元(/ kW・h),则电费为 0.43 元/m3。
②药剂费。PAC 投加量:0.05kg/m3,药剂单价:2.0 元/kg;污泥脱水PAM 投加量:2kg/d,药剂单价:30 元/kg,则药剂费合计为0.14 元/m3。
③污泥处置费用。污泥(含水率为 80%)产量为 3m3/d(含初沉池及生化池污泥),按 280 元/m3 的处置费计算,污泥处置费为840 元/d,折算后的污泥处置费用为 0.65 元/m3。
④人工费。废水处理站设操作人员 6 名,按工资为 3500 元/月/人,折算后的人工费用为 0.53 元/m3。
结语
(1)采用“预处理+二项厌氧+SBR+砂过滤”工艺处理制麦废水,尽量利用现有设施,减少投资,稳定达标,系统运行稳定,经济运行等优点。
(2)工程运行结果表明,该工艺处理制麦废水的 CODCr 去除
效率为 98%,BOD5 去除效率为 99%,出水水质稳定达标。

