��Ʒ�ˮ��ѧ���ۺϴ��������ù������
�й���ˮ���������� ʱ�䣺2019-11-1 8:34:49
��ˮ�������� | ���ȫ��������������ҵ���۳ɱ�
�������ֺ����������˾�Ǻ������Ԫ��(��)���ĸ߿Ƽ���ҵ����Ҫ�����������ü̵����������������ֿ��غ�С�������豸�Ȳ�Ʒ�����洦��������Ҫ�жƽ𡢶�������ͭ�������ȡ�Ϊ��һ�����Ʒ�ˮ�ŷ�ָ�꣬���ա�ʮ���塱������ʩ����ͽ��ܼ��Ź̶��ʲ�Ͷ����Ŀ��Ҫ��Ե�Ʒ�ˮ�����ۺϴ�������ˮ���á���ˮ��Դ����ˮ��
����1.1 ��ˮ��Դ�������
������Ʒ�ˮ��Դ����ˮ�ʷ����Ƿ�ˮ����������ƵĻ���������ҵ���������ա�������Ʒ��ͬ����ʹ��ˮ������ͬ����ȫ�������
����1.1.1 ǰ������ˮ
��������ǰ�����ɶƼ����ͺ�ȥ������Ĥ������Ҫ������ɡ�����ͨ�����ñ�����Լ��黯��ʽ���ͣ��˲��ַ�ˮ��ѧ������(Chemical Oxygen De⁃mand����� COD)�ϸߡ�����Ĥȥ�����յ�ѡ����������������أ�ͨ��������Һ�ɸ�������ɣ��˲��ַ�ˮ��������Ͻ������ӡ��ܵ���˵��ǰ�������������Ժͼ��Է�ˮΪ������ Ni2+��Cu2+��Ag+��Fe2+��Fe3+��COD����Ⱦ�
����1.1.2 ��Ʒ�ˮ
���������������գ���Ʒ�ˮ��Ҫ��Ϊ�������ࣺ
����1)������ˮ��������ˮ��Ҫ���������Ͻ�ĸ�����ϴ��ͭ�Ͻ�ĸ����ۻ��Լ����Ʋ�ij���ȹ���ˮ����Ҫ���� Cr6+�Լ��������� Cu2+��Ag+�Ƚ������ӡ�
����2)������ˮ��������ˮ��Ҫ��������Դ��������ͻ�ѧ���������е������ˮ��Ҫ�������Զ��������ߵ�Ưϴˮ����ˮ����Ҫ����NiSO4��NiCl2 �ȡ���ѧ������ˮ��ɽ�Ϊ���ӣ�ͨ��������ϼ����ȶ�����pH ֵ������ȡ�
����3)�����ˮ�������ˮ���軯��ͭ���軯�������ƽ��������ˮ�к���CN-��Cu2+��Ag+����Ⱦ��ƽ��ˮ���պ������뺬���ˮ�С�
����1.1.3 ������Һ���˶���Һ
�������ڶ�Һ����ʹ���������Ʋ۴����Լ��˶������ԭ������������Һ���˶���Һ�������Һͨ��Ũ�Ƚϸߡ��ɷֽϸ��ӣ����Ե����ռ���Ԥ��������Ͷ������Ӧ��ˮ�н��д�����Ҳ���Ե����ռ���ί���ⲿ���ʵ�λ���д�����
����1.2 ��ˮˮ����ˮ��
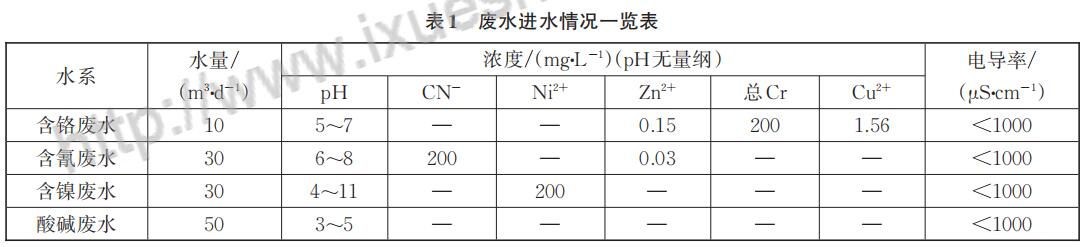
�������ʷ��������÷�ˮ������ǰ�ᣬ�����Ҫ��ȷÿ���Ʋ��ų���ˮ����𣬼���ÿ�ַ�ˮ���ŷ��������Ƶ�����ˮ������
����ǰ������ˮ����������ˮ;�����Һ��ˮ�����ں����ˮ;��������Һ��ˮ�����ں�����ˮ;
������ѧ������ˮ�������������������ˮһ������ں�����ˮ;��ϴ�Ʋ��Լ��������ķ�ˮ����������Ӧ�ķ�ˮ����Ŀ��ˮ��ƽ���ŷ���ԼΪ120 m³/d�����й�Ҫ��ˮ������ʩ��ƴ�������144 m³/d��ÿ�찴 8 h ���У������ˮ��ƴ���ˮ����ˮ�����1��ʾ��
����2 ���Ŀ��
�����ŷ�ˮ�����㡶�����Ⱦ���ŷű��� (GB21900��2008)�еı�2Ҫ�����ˮ�ظ������ʴﵽ2015�껷��������������ί25�Ź����и��� 2�������ҵ�����������ָ����ϵ����Ҫ��ˮ�����ʡ�40%������ˮ�����ڡ������Ƹ��ͻ�ѧ���ǹ�����ˮˮ�ʹ淶��(HB5472��1991)B��ˮ��������ˮ�絼�ʡ�100 µS/cm����ȫ�����ﵽ�������Ƽ���ҵ��ȫ����ϵͳ����Ҫ�Ķ�����
����3 �������
������Ʒ�ˮ����������Ҫ�л�ѧ������ⷨ���������������ȣ���Ŀǰ����Ч���ȶ�����Ӧ��ǿ�������ɱ��͡��������Ĵ����������ǻ�ѧ������������ܼ�ʹ��ˮ�н��������γ������������壬Ȼ���������ȥ����
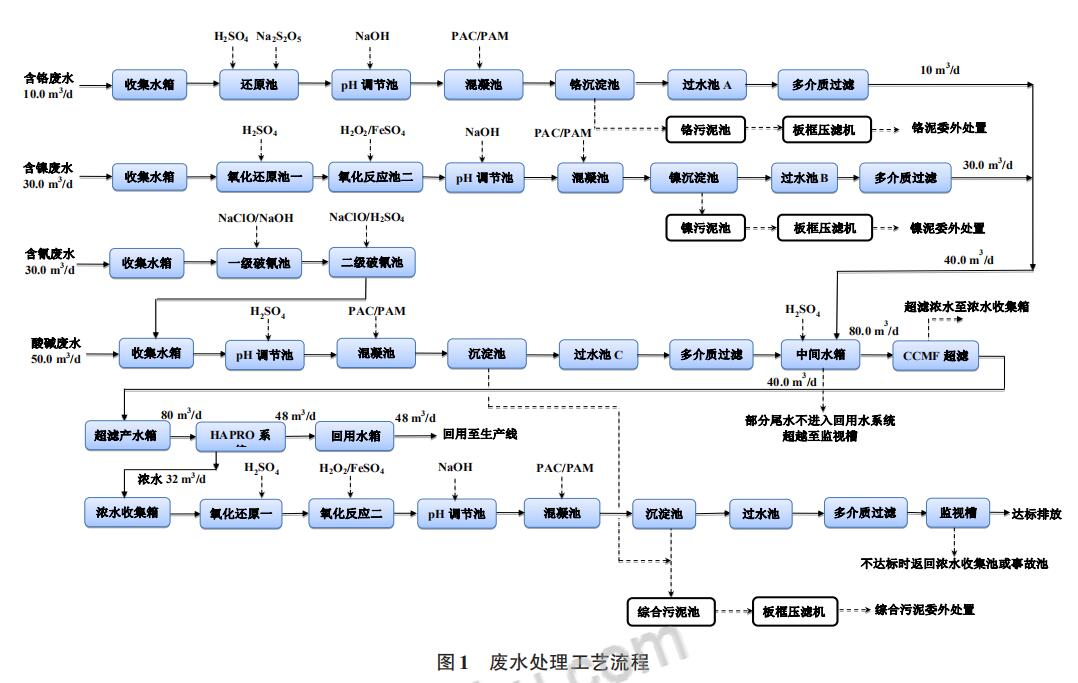
��������Ŀ��Ŀ����Ҫ���λ������������ҵ�ĵ����ˮ�ŷŵĿɿ��ԣ�ʵ�ְ�ȫ���ȶ��ʹ���ŷš���˱���Ŀ������ϲ����˴�ʩ��С����Χ������Ӱ�죬�����Ľ���ˮ����Ũ�����롢����ˮ��Դ;����������������ζ;���ƴ��������ù����������������Ⱦ��ͬʱ��ֿ��Dz����Զ����������Ͷ�ǿ��;����վ�����ñ�Ҫ�ļ���DZ�����߹���ˮƽ������ҵԭ�е�Ʒ�ˮ����ϵͳ��ȣ�����ȫ�Զ��������̿ɿأ�������ݻ���ʵʱ�����������������ţ���������ҵ����Ḻ�����ҵ��ʽ����Ŀ��Ʒ�ˮ��������������ͼ1��ʾ��
����3.1 ������ˮϵͳ
������Ʒ�ˮ�еĸ���Ҫ�� Cr6+���Ӵ��ڣ����뻹ԭ����Cr6+��ԭ������Cr3+���������������ˮϵͳ��������ϵ��ˮ����μ�http://www.dowater.com������ؼ����ĵ���
����ѡ������������Ϊ��ԭ�����趨pHΪ2.5~ 3��������ԭ��λ(Oxidation-Reduction Potential ���ORP)190~240 mV���ڽ���״̬���Զ���������ͽ�����������Һ����Ӧʱ�� 30~45 min����Ӧ����ʽ��ʽ(1)��ʾ��
����2H2Cr2O7+3Na2S2O5+3H2SO4��2Cr(2 SO4)3+ 3Na2SO4+5H2O (1)
������ԭ��Ӧ��ɺ��� NaOH ���� pH �� 7.8~8.5�������кͷ�Ӧ��Ͷ�Ӿۺ��Ȼ���(Polyaluminium Chloride����� PAC)������Ͷ�Ӿ۱�ϩ����(Poly⁃acrylae����� PAM)�������ٽ��뺬����ˮ����ϵͳ������ˮ���룬��Ӧ����ʽ��ʽ(2)��ʾ��
����Cr3++3OH-��Cr(OH)3�� (2)
������ˮ���������������ദ��ϵͳ����Һ��������ˮϵͳ��
����3.2 ������ˮϵͳ
������ѧ������ˮ���� H2O2���磬�趨 pH Ϊ 2~ 3����Ӧͣ��ʱ��3~5 h��������ķ�ˮ����NaOH��pH �� 10.5~11.0�������кͷ�Ӧ��Ͷ�� PAC ������PAM ��������������ˮ��������ˮ��ϣ����������ۺ�����ء�
����������ˮ�� NaOH ���� pH �� 9.6~11.0�������кͷ�Ӧ����Ӧʱ��15~20 min��Ͷ��PAC������PAM�������ٽ��뺬����ˮ����ϵͳ������ˮ���롣
����3.3 �����ˮϵͳ
���������ˮ���� NaClO��Ϊ��ԭ���������Ȼ����������衣
������һ��Ϊ����ȫ�����Σ����������������Ρ�һ������� pH ������ 11.0~11.5��ORP ֵΪ330~350 mV����Ӧʱ��Ϊ30 min����Ӧ����ʽ��ʽ(3)��ʽ(4)��ʾ��
����CN-+ClO-+H2O��CNCl+2OH- (3)
����CNCl+2OH-��CNO-+Cl-+H2O (4)
�����ڶ���Ϊ��ȫ�����Σ��������ν�һ�������ֽ�ɶ�����̼�͵��������������pH������8~8.5��ORP ֵΪ 600~650 mV����Ӧʱ��Ϊ 30 min����Ӧ����ʽ��ʽ(5)��ʾ��
����2CNO-+3ClO-+H2O��2CO2��+3Cl-+ N2��+2OH- (5)
���������ķ�ˮ��������ˮ�ռ��أ�����һ���������������
����3.4 ����ˮϵͳ
������������ˮpH��8.5~9.0����Ӧʱ��30 min��Ͷ��PAC������PAM��������������س���;����Һ������ʹ�����������ȥ��������������ˮ����ϵͳ���л��ô�����
����3.5 ��ˮ���ü�Ũˮ����ϵͳ
������ˮ���ù���������ͼ 2��ʾ���м�ˮ���ռ������ˮ������pH�����Ĥ����ˮϵͳ����ʽ����Ĥ����(Cylindrical Continuous Membrane Filtra⁃tion����� CCMF)װ����Ϊ����ϵͳ��ǰ�ã�����20 µm ��ʽ���ˣ��� 9֧����ʽ����(Reverse Os⁃mosis Membrane�����ROĤ)Ĥ������ɣ����ͨ��Ϊ 45~60 L/(m2��h)���豸��ˮ���� 6 m³/h���䱸��ϴϵͳʵ��������������ȡ���˵ķ�ʽ��ȷ��ϵͳ��ˮˮ�ʷ���Ũˮϵͳ��ˮҪ��CCMF��������Ũˮ����ϴˮ���ں��������P�����壬������������ˮ���پ�����������
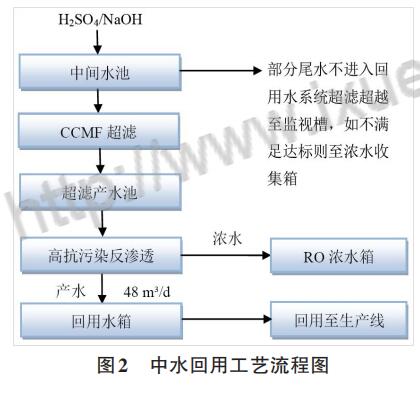

������ˮ�����������������һ������Ũˮ����������Ũ�Ⱥ� COD ������ա�Ũˮ��������������ͼ 3 ��ʾ���Ƚ�Ũˮ pH ����Ϊ 3 ���ң����� H2O2 ��FeSO4������ˮ���ѽ������ʣ������������Ȼ����� pH Ϊ 9���ҽ��л�����Ӧ����ˮ���� 60��б���Һ���룬��������渺��Ϊ1.0 m2��h���ϲ���Һ�������ˮ�أ���������ۺ�����ء�ԭˮ��������ʹ������������������ֵ��1000 mg/ g������0.44~3 mm���ȱ���� 700��1400 �O/g��ȷ����ˮ��Ⱦָ��(Silting Density Index����� SDI)��5��ȥ���л�������ȣ�����ɫ�ȡ��Ƕȣ��ӳ�Ĥϵͳ��ʹ��������

����3.6 ���ദ��ϵͳ
���������ˮ����Һ���룬����������б��������ռ��������������������ѹ�˻�ѹ�ɣ�ѹ�˻���ˮ����Ũˮ�ռ��ء�
����3.7 �����Ͱ���ϵͳ
��������Ŀ����216 �Oʹ����������ؽ���Ӳ�������������ʸ��߸��ǡ����ݡ������Ƽ���ҵ��ȫ����ϵͳ����Ҫ�Ķ�������Ҫ���ܽ����ø߶�2.4 m�Ľ���դ�������˼��150 mm���䱸4̨��������ͷ����Ƶͼ���¼���ش���704��576(4CIF)����¼֡�ʴ���25֡/�룬ͼ����Ϣ����ʱ�����30 d������Ž�ϵͳ���½�Ӧ�������أ���װˮ���������ʩ���뻷����������
����4 ������
���������ѽ���Ͷ��ʹ�ã�����������á���ҩ��Ԫ�����Զ�����ϵͳ���豸��ͣ�ֳ��ֶ��ͳ����Զ����ƣ�����������������ʾϵͳ����״̬���������ˮ�ﵽ��Ƴ�ˮ���������Ⱦ���ŷű�(GB21900��2008)�������ػ����������պϸ���ˮ�����㹤����ϴ��������Ӱ�����Ʋ۶�Һ������ˮ�ظ������ʴ�40%��
����5 �����
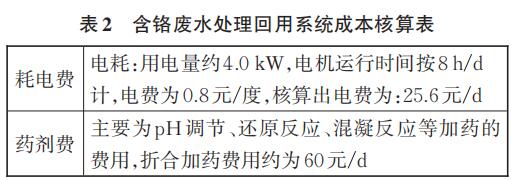
��������Ʒ�ˮ������ʩ�Խ��ܺ��Զ���Ϊ���ݣ��������ơ���ѧҩ����ѡ�ú��Զ����̶��Ͻ����Ż�ɸѡ�Դﵽ��Լ�ɱ���Ŀ�ġ����ռ�����Ա�ɵ�ƹ���Ա��ְ���䱸��ˮ����������Ա1�ˣ���Сʱ�����ơ��ճ����з�����Ҫ������ѡ�ҩ���Ѽ��˹����õȣ��Ժ�����ˮ��������ϵͳΪ�����䴦���ɱ���Ҫ�����ĵ�Ѻ�ҩ���������������������2��ʾ��������ˮ����ϵͳ���гɱ��ο���2 �������ݽ��м��㣬������� 3������ÿ��120 m³/d�ķ�ˮ���������㣬��ˮ��ƽ�������ɱ�Ϊ9.6 Ԫ/m³���������з��ýϵ͡�

����6 ������չ��
���������ڷ�����ҵ��ˮ��Դ����ˮ������ǰ���£����÷��ʷ�����Ӧ�û�ѧ������������ˮ��������ˮ�������ˮ������ˮ���������졢Ч���ȶ������ؽ�����Ⱦ��ȥ����Ӧ��ǿ;�� pH �� ORP �����ǿ��Ƹ�������Ԫ�Զ���ҩ��������㡣
����Ӧ��Ĥ���뼼�����л�ˮ�����ã��ﵽ�����������Ҫ��������Ⱦ���ŷţ��ҿɸ�����Ҫ������չ��������������Ӧ���豸��ʩ������Ҫ��(��Դ��������뾫�Ρ� ����:�¿��壬�����ᣬ�˳����Ƶ¸�)

