1 ��ȾԴ����
��ˮ����̪ͭݼ�������̲�����ѹ��ĸҺ�ͻ����ˮ��ѹ��ĸҺ��ˮ��Ϊ20m3/d����ҪΪ�����ᣬ����ĺ�����Լ��10�����ҡ������ˮ��ˮ��Ϊ1500m3/d����ˮ����Ҫ����Ⱦ��Ϊ̪ͭݼ���ϡ�������ͭ���Ӻ���ȣ���ˮ����ɫ�������ˮ��ˮ�����£�
|
��1�������ˮˮ��һ���� Table one the schedule of mixed wastewater quality
|
2���������ա������P�豸
2.1 ѹ��ĸҺ�Ĵ���
ѹ��ĸҺ������ĺ����Ƚϴ�ֱ���кʹ����ŷţ��������øߣ���Դ�˷Ѵ��ǵ�����������CaCL2��Ʒ������Ҫ��Ĵ���Ҳ���ߣ��������죬������ʯ�Ҹ��кͺ����CaCL2�������������£�
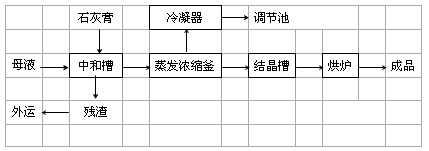
��1��ѹ��ĸҺ�����ռ������кͲۣ���Ͷ�ӵ�ʯ�Ҹ�����кͷ�Ӧ���кͲ�Ϊ�ֻ�ṹ����Ч�ݻ�20m3�����������2̨��������2̨��
��2����Ӧ����Һ������������Ũ����������Һ���������������ڳأ�Ũ��Һ����ᾧ�ۡ�Ũ������������¯���ȣ�Ϊ����ú�����������ø�ѹ�����ķ�ʽ�����Ƚ����¯��Ũ����1ֻ��̼�ַ�������Ч�ݻ�10m3��
��3���ᾧ���ں�¯�к�ɺ��dz�ƷCaCL2��
2.2 �����ˮ�Ĵ���
�����ˮ�к���̪ͭݼ���ϡ�������ͭ���ӣ���ˮ��ǿ���ԡ������������£�
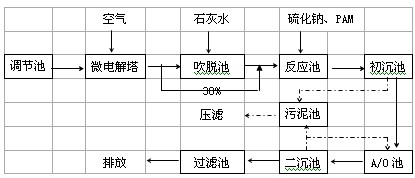 |
��1�����ڳ�Ϊ�ֻ�ṹ�������ҷ��������HRT��6h����Ч�ݻ�375m3���䱸����������2̨���������ǰˮ��2ֻ��
��2��̪ͭݼ���ϵķ��ӽṹ���ȶ������뽫���ϵķ�ɫ������������������Ի����IJ���Ӱ�죬���ǵ���ˮ�����ԣ��������������������������ԭ��Ӧ������Ҳ�����û���ˮ�е�ͭ��������������м�ͽ�̿��ʹ��ֱ���Ϊ��ص������������缫��Ӧ����������̬H�����������еĶ�����ַ���������ԭ��Ӧ���ƻ���ˮ�еķ�ɫ���ʺͷ�ɫ�ṹ����������HRT=6h�� 200���Ļ����ʣ���м�ͽ�̿��������Ϊ1��1�������2ֻ��̼�ַ�������ѭ����2̨����ѹ��2̨��
��3����ˮ�еİ��������ϸߣ�ͨ�������������������Ľ�����ֻ��70����80�������Ե��������������������Դﵽ����Ч������������������ˮ����Ũ����һ��Ҫ������Ũ����1000 mg/L����ʱ��ʹ�����ж�������Ӱ������ϵͳ��ȥ��Ч�ʡ���ˣ��������һ����ʵ���е�Ԥ������������ȥ�����ְ�����ʹ��ˮ�еİ���Ũ�Ƚ���140mg/L���£��ٲ���������������ȥ�������������Դﵽ����ȥ��������Ŀ�ġ���˶�70%����ˮ�Ȳ��ô��ѵķ�����ʹ�����������ͣ��ٺ�ʣ����ˮһ�������������ϵͳ������ʱ�Ƚ���ˮ��pHֵ����10��Ȼ��������ѣ���ˮ��Ϊ2500��1������Ʋ��ô���ʽɸ�崵�ѳأ�����ɸ���6 mm��ɸ����300 mm��ˮ�����������ܣ�����ɸ�����£������������������������ƿ����������ٶȴﵽ2.0m/s�����ѳ�1�����ֻ�ṹ���䱸���ķ��2̨��������2̨��
��4�����Ѻ����ˮ��ʣ����ˮ��Ϻ���뷴Ӧ�أ���ʱ��ˮ��pHֵ��9���ң���������Fe(OH)3��������Ϊͭ������ʹ����øʧȥ���ԣ�����������ϵͳ�ж���ЧӦ��Ϊ����ȥ����ˮ�е�ͭ���������ƣ���������ͭ��������Ӧ�غͳ����غϽ���1�����ֻ�ṹ����Ӧ��HRT��30min��������HRT��2h�����ڰ�װ��80�IJ�����б����
��5����������Һ����A/O����ϵͳ��A/O������ˮ�е��л���Ͱ����кܸߵ�ȥ���ʡ�����ˮ�к��е��ж����ʺʹ�����л��������ɻ�����������ͣ�����ں�����������ǰ����ˮ���ữ��Ϊ����Ԥ�������ա������о���������ͨ�������ﴦ��ǰ��һ��ˮ���ữԤ��������������������Ⱦ���ȥ��Ч������Ŀ���ж�������һ��Ҫ�����������ʣ��ڶ��������Ļ��ԣ��ֿ��ж��к������ֺ�����ֹ�������ͺ��������ʧ����������������һ�����ε����ﷴӦ���̣���һ����Ϊ�������̣����������У�����NH4-N����������������������NO2-�����NO2-��������������������������NO3-���ڶ�����Ϊ���������̣�������������������һ����NO3--N�ڷ��������������£����л�̼Ϊ̼Դ����Դ������������Ϊ�������壬�������λ�ԭΪ��̬������������ϵͳ�����У�������ˮ�¶���22��28�棬pHΪ7.5��8.0��Ϊ�������ͷ��������ṩ���˵Ļ���������ȱ�����ܽ���Ũ�ȵ���0.5 mg/L��HRT=6h���������ܽ���Ũ��2.5��3.0 mg/L��HRT=14h��MLSS=3000mg/l��������100��������˫ɡ��ɢ����������SSR-200�ķ��2̨��
��6������������ˮ��������̼�������˺����ŷš�����̿���˳�1����HRT��1h����������̿3�֣�����������
3 �������
������2000��1�·ݽ���������С�ĸҺ�����������гɹ��ľ��飬����1���µĵ��ԣ���������������������CaCL2������85�����ң�����������Ҫ������Ч�����ԡ�
�����ص��������ý��ֵķ�������������ˮ��������ˮ��������20�֣����ˮ50�֡���������5������˲��ij桢����ӳ��ԭ��������������ѻָ�����ʼ������ˮ����ˮ��Ϊ10m3/h��ÿ���ˮ10h��������Ͷ����ۺ�����ơ�20��������������SV��20�����ң�����ԭ�������Ծ����ˮˮ��ָ��Ϻá���ʱ�Ӵ��ˮ����24Сʱ�������У�20���������CODcr��ȥ���ʴﵽ70�����ң�SV��30�����ң����������ӳ桢��֦�桢ԲͲ�dz�͘J�˳��Ϊ��������ϵͳ�����ɹ���
�������к�ˮָ����ȫ�ﵽ����һ���ŷű��������ֵ�ȥ�������2��ʾ��
|
��2����Ⱦ��ȥ����һ���� Table two the schedule of the ratio of contamination wiping off
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 �������÷���
��ˮ��������Ͷ��280��Ԫ������ĸҺ����Ͷ��80��Ԫ�������ˮ����Ͷ��200��Ԫ��ÿ����ճ�ƷCaCL21.5�֣�ÿ�ֵ��ۼ���1200Ԫ����ÿ�������Ϊ1800Ԫ��
��ˮ����վ��װ������Ϊ106.5kw��ʵ�ù���Ϊ75kw��ÿ��ĵ��Ϊ864Ԫ��ʯ�Ҹ������ÿ��4�֣�����Ϊ1200Ԫ�����Ƶ�����ÿ��30kg������Ϊ30Ԫ��PAM������ÿ��1.5kg������Ϊ30Ԫ��ú�ĺ���ÿ��Ϊ4�֣�����Ϊ1200Ԫ���˹���ÿ��200Ԫ��
��������⣬ÿ�쾻Ͷ������з���Ϊ1724Ԫ����1.15Ԫ/m3.��ˮ��
5 ����
̪ͭݼ���������в�����ѹ��ĸҺ�ͳ�ϴ��ˮ����ѹ��ĸҺ�кͺ����CaCL2����ϴ��ˮ������⡢���ѳ����ͳ�ͭ���ٽ�������������ʵ��֤���ǿ��еġ�̪ͭݼ������ˮ��Ũ�ȸߡ����Դ�ֱ�������������ѶȱȽϴ���������������ˮ����Ũ�Ⱥ�ͭ����Ũ�ȶ���һ������Ӧ��Χ����������Ũ����1000mg/L���ϡ�ͭ��������Ũ����5mg/L����ʱ��ʹ�����ж�������Ӱ������ϵͳ��ȥ��Ч�ʡ���ˣ��������һ����ʵ���е�Ԥ������������ȥ�����ְ�����ͭ���ӣ�ʹ��ˮ�еİ���Ũ�Ƚ���140.0mg/L���¡�ͭ����Ũ�Ƚ���5mg/L���£��ٲ������������������Դﵽ���մ���ŷŵ�Ŀ�ġ���Դ���л�����������

