工业生产及日常生活产生的含油废水是环境的重要污染源,危害人体健康和水产资源,主要来源于机械加工、石油开采及化工、交通运输、纺织和食品等行业。一般情况,全球每年约有500~1000 t 油类污染物进入世界范围内的江河湖海等水体中。近年来,国内外海域漏油事件频繁发生,对海洋生态系统和环境均造成重大威胁,如,2010 年美国墨西哥湾漏油事件[2]和中国大连湾漏油事件等。因此,无论是环境治理、油类回收还是水再利用等环节都要求对含油废水进行有效严格地处理,去除水中的油类、固体悬浮物、细菌等杂质,以达到相应的处理指标,如国家污水综合排放标准,油田回注标准等。
油类在含油废水中存在状态不同,可分为4 类:浮油、分散油、乳化油和溶解油。主要处理方式有物理法、浮选法、生物法、化学法、电化学法、膜分离法、超声波分离法、吸附法。由于油类状态和性质的差异,4类含油废水的处理方式及效果各异,总结归纳如表1所示。
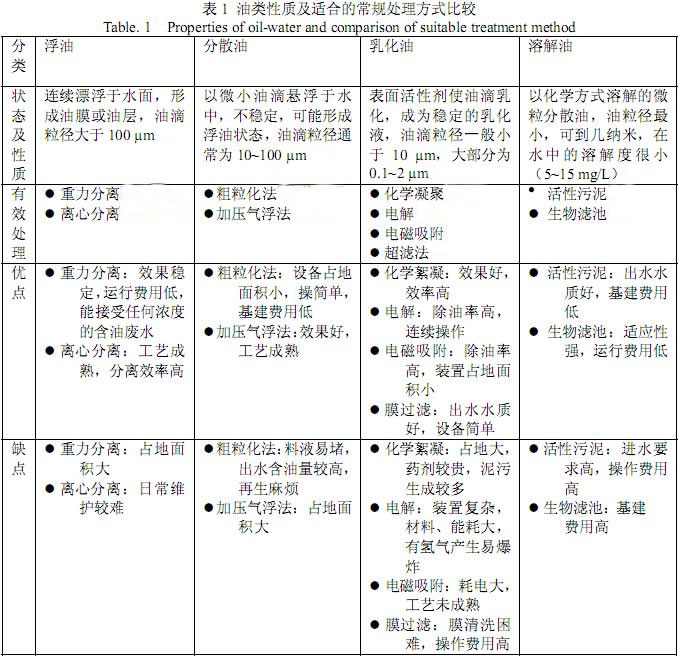
浮油和分散油的粒径较大,采用传统机械分离(重力、气浮等)即可达到油水分离效果;溶解油粒径微小(约几纳米),必须结合生物法(活性污泥等)进行处理。目前,采用膜分离技术进行的油水分离研究和应用多集中于乳化油废水的处理。乳化油体系中,表面活性剂使油滴乳化并分散于水中,油滴表面形成一层荷电界膜,难以相互黏结而性质稳定,且油滴粒径较小(≦10µm)。通常,絮凝、电解、电磁吸附等传统分离方式在处理乳化油废水中存在诸多不足,如工艺复杂、能耗高、处理不完全等。超滤作为一种高效的膜分离技术,截留分子量为1~300kDa,膜孔径约0.001~0.05µm(远小于乳化油粒径)。研究表明,超滤膜有利于破乳或油滴凝结,能够以筛分机理有效截留乳化油滴,达到油水分离目的。
此外,超滤分离工艺的流程简单、操作易自动化、运行稳定,具有高效、节能、近零污染等优势。
1超滤处理自制油水乳液的分离性能
实际乳化油成分复杂,可能包含油、脂肪酸、乳化剂、阻蚀剂、杀菌剂和其它杂质等,而且油类也为烃类混合物。自制油水乳液具有成分单一且可控性高,油滴粒径可调等优势,因此,在研究初期,研究者往往采用容易入手的自制油水乳液作为实际乳化油废水的模拟溶液,进行超滤分离性能的研究,为处理实际乳化油废水提供实验数据和实施方案。自制油水乳液中油滴粒径通常控制在0.1~10µm范围,远小于超滤孔径,因此,超滤分离机理以筛分原理为主。影响超滤过程的因素众多,分离性能往往与超滤膜种类、溶液组分和性质、操作方式(死端和错流)和操作条件(跨膜压差、料液温度、错流流速)密切相关。研究者通过考察诸多影响因素以评价超滤膜处理油水乳液的效果和实用价值。
研究者采用不同材质的超滤膜处理自制油水乳液,以探索适宜油水分离的超滤膜。李立人等人采用聚芳醚酮(PEK-100)、聚醚砜(PES-100)、聚醚砜(PES-200)、有机合金膜(SPE-200)4种平板超滤膜分别处理自制油水乳液(油浓度256.6mg/L,CODcr1124.7mg/L)。结果表明,PES-200超滤膜性能最佳,在18~20℃,跨膜压差为0.44MPa条件下,稳定膜通量高达62.6L/m2.h,产水水质较好,油去除率98.3%,CODcr去除率89.8%,纯水清洗后膜通量恢复率高达95%;相比而言,PEK-100超滤膜性能最差。Chakrabarty等人采用不同溶剂(甲基吡咯烷酮(NMP)、二甲基乙酰胺(DMAc))和添加剂(不同分子量的聚乙烯吡咯烷酮(PVP)、聚乙二醇(PEG))自制12种聚砜超滤膜分别在半间歇过滤操作方式下处理自制油水乳液(油浓度100mg/L,油滴平均粒径0.34µm)。
结果表明,NMP为制膜溶剂,24kDaPVP和20kDaPEG分别为添加剂,和DMAc为溶剂,360kDaPVP和20kDaPEG分别为添加剂所制备的超滤膜具有较高膜通量、截留率以及抗污染性能。李红剑等人验证了ɑ-纤维素中空纤维超滤膜(平均孔径为17nm)在错流操作方式下处理机械润滑油水混合液(油浓度800.0mg/L,CODcr1351.4mg/L)的可行性,结果表明,纤维素中空纤维超滤膜处理油水乳液的膜性能较好,适当操作条件下,稳定膜通量约6.74L/m2h,油和CODcr截留率分别高达99%和87.3%;采用纯水、0.1mol/LHCl溶液和0.1mol/LNaOH溶液分别对污染后的超滤膜进行清洗,膜通量恢复率均高达95%以上。对于膜结构的选择,研究者也做了具体研究。许振良等人分别采用双皮层和单皮层聚醚酰亚胺中空纤维超滤膜进行油水分离(正十二烷十二烷基苯磺酸钠的油水乳液),结果表明,跨膜压差0.1MPa时,双皮层超滤膜的通量(1.6L/m2.h)远远小于单皮层超滤膜(32.6~59.4L/m2.h),且抗污染能力和反冲效果较单皮层超滤膜差;但双皮层超滤膜具有较高的油脱除率(99.9%)。
选择适当的操作参数对超滤系统长期、安全、稳定运行极为重要。一般讲来,操作参数主要包括:错流流速、跨膜压差、料液温度等。Hu等人考察了跨膜压差(0.1~0.6MPa)、料液温度(20~60℃)和料液浓度(0.5%、5%,对应粘度分别为1.139×10-3Ns/m2、1.381×10-3Ns/m2)对聚偏氟乙烯超滤膜处理机器润滑油油水乳液的性能影响。结果表明,跨膜压差对膜通量的影响与料液浓度有关,在较低料液浓度(0.5%)和跨膜压差(0~0.6MPa)下,膜通量由0增大至280L/m2.h,且与跨膜压差成正比;在较大料液浓度(5%)及跨膜压差<0.2MPa时,膜通量随跨膜压差的增大而增大,在较高跨膜压差(≧0.2MPa)下,膜通量受跨膜压差的影响很小,甚至有下降趋势。这是由于料液浓度过大和跨膜压差过高,膜表面容易发生膜孔堵塞和浓差极化现象,甚至膜组织发生变形,导致了膜通量的下降。Khan和Lin也得出相似结论。此外,Hu等人根据膜表面的污染物,关联膜材质和操作参数,建立了膜污染模型,为考察膜性质及操作参数的选择提供了依据。
Lobo等人考察了料液pH值、错流流速对管式陶瓷超滤膜在错流操作方式下处理油水乳液(由植物油、阴离子和非离子表面活性剂组成)的影响。结果表明,料液pH较小时,膜性能较差,这是由于膜表面在低pH值下带正电荷,吸附阴离子表面活性剂,从而膜表面疏水性增强,膜通量和CODcr截留率降低;提高错流流速会减少浓差极化,当错流流速为3.4m/s时,膜通量最大。
近几年的研究表明,超滤对自制油水乳液具有较好的处理效果,为实现超滤对真实乳化油废水的处理及工业化奠定了基础。
2超滤处理工业乳化油废水的分离性能
实际乳化油废水主要产生于钢铁冷轧、机械加工、机械制造、冶金、石化行业的炼制及加工等生产过程,其成分复杂,含有大量矿物油或植物油、乳化剂及其它有机物,乳化程度高、性质稳定、去除难度大。因此,如何高效进行油水分离以达到排放标准是我国乃至世界范围的科学难题之一。目前,进行油水分离的超滤技术通常采用有机超滤膜和陶瓷膜,以下分别介绍其处理实际油水乳液的研究进展。
2.1有机超滤膜的应用
在我国,超滤技术应用于处理乳化油废水已有20余年历史。1989年,膜生产单位已能提供处理乳化油废水的系列有机膜设备,对乳化油废水的处理能力为20~250L/h。国外,此应用比国内更早、更广泛。
《HandbookofIndustrialMembranes》报道了美国采用超滤处理乳化油废水。此后,相应的理论研究工作和工程实例大量开展,取得了一定成果。通常,应用于乳化油废水的有机超滤膜组件为管式、卷式和中空纤维式,操作模式为错流以降低膜污染程度。王兰娟等人采用外压管式聚丙烯腈超滤膜处理石油大学仪表厂的含油污水,测定膜通量并建立浓差极化-渗透压模型参数,结果表明,当跨膜压差≧0.2MPa、乳化油浓度≧3g/L时,膜表面形成凝胶层,膜通量只与错流流速有关,而与跨膜压差无关,为凝胶极化控制。
赵峰等人采用卷式聚乙烯乙二醇(PEG)超滤膜(截留分子量为2500Da和8000Da,分别记为G10和G50)处理机械零件加工厂的乳化油废水。结果表明,高温不利于有机超滤膜过程,最佳操作温度为25℃~35℃;最佳操作压力范围随截留分子量的减小而增大,G10和G50膜最佳操作压力分别为0.7~1.0和0.3~0.7MPa;原料液与渗透液中CODcr的浓度随操作时间逐渐升高,但CODcr去除率可保持近93%;将污染后的超滤膜在pH为3.0的柠檬酸溶液中浸泡30~60min,可有效恢复膜通量。作者还认为乳化油废水进入超滤装置前,需进行预处理,以防止乳化油废水中的大量漂浮油和机械加工过程中的金属离子对膜造成的污染。门阅等人也采用卷式PEG超滤膜(截留分子量为8000Da)在间歇错流操作模式下处理机械零件加工厂排放的乳化油废水。结果表明,在跨膜压差为0.4MPa,料液温度为40℃条件下,稳定膜通量约4.0L/m2.h,随着时间延续,膜污染越来越严重,但该模式下CODcr的去除率能维持在93%左右,而混凝法只有70%左右。因此,用该模式处理乳化油废水是高效、可行的。
Salahi等人采用平板聚丙烯腈超滤膜(截留分子量20kDa)处理德黑兰地区精炼厂排放的含油废水,考察了料液性质和操作条件对油水分离性能的影响。结果表明,当料液pH值10,温度50℃,跨膜压差0.3MPa,错流流速0.25m/s时,膜通量最大并稳定在200L/m2.h,油截留率高达99%;膜通量数据与Hermia模型较吻合。He等人采用平板式PEG超滤膜(截留分子量8000Da、2500Da)处理铜电缆制造厂的乳化油废水,考察了跨膜压差、料液温度等对膜通量和CODcr截留率的影响。结果表明,相同操作条件下,截留分子量较小的超滤膜适宜跨膜压差范围较高,例如,PEG(8000Da)超滤膜的适宜跨膜压差为0.3~0.7MPa,膜通量可达30L/m2.h,PEG(2500Da)超滤膜的适宜跨膜压差为0.7~1.0MPa,膜通量可达20L/m2.h,在0.5MPa时,PEG(8000Da)膜通量可达19L/m2.h,PEG(2500Da)膜通量可达16L/m2.h,CODcr的截留率均维持在93%左右;由于膜材料相同,两者适宜料液温度均为25~32℃。
2.2无机超滤膜的应用
由以上文献报道可知,有机超滤膜在处理乳化油废水过程中性能比较稳定且抗污染性能较好。但是,有机超滤膜的机械强度较低,易在反冲过程中出现严重膜损坏(或断丝)现象;耐溶剂性和耐酸碱性不高,易在化学清洗过程中水解,使得分离性能下降;不耐高温,对于温度较高的乳化油废水,处理效果和稳定性差。相比之下,无机超滤膜(主要是陶瓷膜)具有良好的化学稳定性、耐溶剂性、耐温性和机械强度,引起了国内外的广泛关注,目前已在含油废水领域得到了应用。
杨涛等人采用氧化锆(ZrO2)陶瓷膜处理三星电子公司的乳化油废水(油浓度6.8g/L,CODcr38.3g/L),结果表明,温度30℃时,稳定膜通量达240L/m2.h,CODcr和油截留率均达90%以上;用自制碱性清洗剂(浓度2%)、纯水清洗被污染陶瓷膜,膜通量可100%恢复至原始水平,体现了无机陶瓷膜高通量、恢复性强、使用寿命长等优点。董相声采用ZrO2陶瓷超滤膜处理轧钢乳化油废水,结果表明,当膜面流速3.5m/s,跨膜压差0.15MPa,料液温度30~65℃内时,膜通量是有机超滤膜的1.6倍,乳化油截留率为99%,CODcr去除率为98%,可见陶瓷膜处理冷轧含油乳化液废水是切实可行的,且具有高通量高截留率等优势。刘巍等人采用无机陶瓷膜超滤技术处理鞍钢冷轧硅钢工程中乳化油废水,设计膜通量96L/m2.h,运行一段时间后,油等污垢会堵塞膜管,导致膜通量大幅度衰减,由于无机膜优异的化学稳定性和机械强度,冲洗时间长达10min。渗透液中油浓度≤10mg/L,CODcr截留率≥90%,达到国家二级排放标准。张明智设计无机陶瓷膜设备并对攀钢冷轧乳化液废水进行了工业性应用试验研究,结果表明,该设备能够较好实现油水分离,出水水质稳定,渗透液油浓度为4.1mg/L,低于10mg/L的国家排放标准;克服了化学法、有机膜超滤破乳法所存在的弱点;消除了有机膜设备价格高,膜管使用寿命短,抗高温和氧化性能差等问题,同时也消除了油渣的二次污染,实现了废油有效回收利用。邢瑶等人采用无机陶瓷超滤膜作为预处理工艺、后级采用微生物技术分离冷轧含油废水(油浓度5g/L),除油率可达98%以上,渗透液CODcr低于60mg/L,处理后含油废水的各项指标均达到国家标准排放要求,较好的满足了生产需要。处理过程中采用错流操作模式,具有膜通量大、抗污染、长期运行不堵塞等优点。
3超滤过程存在的问题及其解决途径
目前,超滤技术已广泛应用于油水分离过程。但是,无论是自制油水乳液还是乳化油废水,一旦与超滤膜接触,膜污染即产生。尽管超滤技术可以有效分离油水,但与此同时,过程中产生的膜污染现象会导致膜通量严重衰减,跨膜压差大幅上升,膜寿命缩短,膜分离效率下降,能耗增大。超滤膜材料选择不当,运行参数设计不妥等,会大大加重膜污染程度,甚至膜通量为零。因此,超滤膜污染问题严重制约了超滤膜分离技术实际应用和发展,成为油水分离领域的最大的问题之一,对其控制对策方面的研究一直是国际相关领域的热点。目前,降低膜污染的途径主要集中在以下三个方面:
3.1膜材料的改性
有机聚合物膜表面的亲水性可有效减少乳化油水分离过程中的膜污染现象。为了获得永久耐污染超滤膜,通常在膜表面引入亲水基团,或直接再复合一层亲水分离层,主要包括物理和化学两种方法。前者是通过物理作用使亲水分子与膜表面结合或向膜表面富集,如吸附法、表面涂覆法、共混法等;后者则是通过化学反应提高膜表面材料的亲水性,或者通过化学键将亲水基团接枝于膜材料分子链中,包括低温等离子体法、光照接枝法、射线辐照法等。
葛洁等人采用共混法制备亲水改性聚醚砜(PES)中空纤维超滤膜,处理500mg/L的乳化油废水。结果表明,与未改性的超滤膜相比,该膜在极限通量、稳定通量及清洗后水通量恢复率等方面均表现出显著优势,具有良好的耐污染性。Chen等人将亲水性普朗尼克F-127(聚丙二醇与环氧乙烷的加聚物)共混到铸膜液中,制备出改性PES超滤膜,使得膜面亲水性大大增强,并处理900mg/L自制油水乳液。结果表明,铸膜液中F-127与PES的质量比从0增加到20%时,膜通量从42.77L/m2.h增至82.98L/m2.h,油截留率始终保持100%,清洗后的通量恢复率显著增大至93.33%,表明膜表面亲水性增强有利于抗污染性能的提高。
Chen等人还通过自由基聚合反应将聚丙烯腈(PAN)接枝到醋酸纤维素(CA)上形成接枝共聚物CA-graft-PAN,由相转化法制备不对称超滤膜,采用死端过滤方式分离乳化油水。实验表明,该膜的膜通量明显高于CA膜,可维持在110L/m2.h左右;即使在较高操作压力(0.15MPa)和乳化油浓度(1800mg/L)情况下,该膜通量恢复率也大于90%,抗污染能力稳定。李永发等人在PS分子链中引入亲水基团磺酸基制备平板和管式磺化聚砜(SPS)超滤膜,处理含油浓度10~80mg/L的含油污水。结果表明,SPS超滤膜通量随着磺化度的增大而增大。这是因为在聚砜分子中引入的亲水基团磺酸基可改善膜的透水性能。但在相同操作条件下,磺化聚砜膜比聚砜膜的强度小。综合考虑,磺化度为0.1~0.2mol/g的磺化聚砜是处理含油污水的适当膜材料。此外,为获得较高产水量,操作周期应控制在24h以内。Ochoa等人将聚偏氟乙烯(PVDF)和聚甲基丙烯酸甲酯(PMMA)共混,采用浸没沉淀法制备出PVDF/PMMA超滤膜,处理油水乳液(油浓度0.1%,油滴粒径2µm,CODcr935mg/L)。结果表明,随PMMA含量增加,超滤膜的亲水性增加,抗污染能力增强;当PMMA含量为3.4%时,稳定膜通量高达79.2L/m2.h,渗透液中CODcr为132mg/L,当PMMA含量增大至8.5%时,渗透液中CODcr降至89mg/L,达到了圣路易斯省排放标准。
有机高分子膜材料具有性能优异、品种多等优点,但存在不耐高温、机械强度差等缺点;而无机膜虽克服诸上缺点,却存在抗污染性能差和分离选择性不高等不足之处。为充分发挥有机材料和无机材料的各自优势,制备有机-无机复合膜是一种非常有效、现实的途径。王枢等人以陶瓷为基膜、制备出PVDF为亚层、聚酰胺/聚乙烯醇为表面功能层的复合超滤膜,并将其用于油水分离(油浓度100mg/L,SDS为表面活性剂)过程。结果表明,该膜性能显著优于PVDF超滤膜,具有良好的油水分离性能;在跨膜压差0.4MPa,操作温度50℃,膜面流速0.14m/s条件下,稳定膜通量高达190L/m2.h,油截留率大于98%,渗透液油含量低于1.6mg/L。Yu等人采用共混法制备出PVDF-纳米氧化铝(Al2O3)超滤膜,进行油水(含油浓度15.5mg/L)分离实验。结果表明,膜通量、截留率和清洗效率均有明显提高,这是由于氧化铝颗粒可有效提高膜面亲水性,减少对污染物的吸附,进而提高膜抗污染性能。邱云仁等人以聚乙烯醇(PVA)、醋酸纤维素(CA)、冰醋酸、水为制膜原料,用相转化法制备了PVA-CA共混超滤膜,采用死端过滤方式处理自制油水乳液(油浓度1000mg/L)。
结果表明,在跨膜压差0.3MPa时,膜通量约40L/m2.h,油截留率可达90%以上,其亲水性和溶胀度优于纯PVA超滤膜。此外,作者还制备出新型金属掺杂PVA超滤膜,并应用于油水乳液(0.1%)。结果表明,在0.3MPa下,稳定膜通量同样可达40L/m2.h,油截留率高达90%;用超声波清洗10min后膜性质能完全恢复。Faibish等人通过引发自由基将PVP嫁接到氧化锆膜表面,合成出有机-无机复合膜,在错流操作方式下处理自制油水微乳液(油滴粒径18~66nm,油浓度约3.53×104mg/L)。结果表明,相同操作条件下,氧化锆膜很快产生不可逆污染,而复合膜能在较长时间内维持膜通量,且截留率约为氧化锆膜的两倍,可见有机-无机复合膜在油水分离过程中的优异分离性能。
3.2膜系统的改进
膜系统的改进旨在合理的能耗下,改善水力学条件,提高传质系数。通常,在超滤组件中加入不同形式的湍流促进器,提高低速滞流料液的湍动状态,减少浓差极化层厚度和膜表面沉积物,从而有效控制膜污染以提高膜通量。
Krstic等人在单管式无机超滤膜组件中加入静态混合器作为湍流促进器,并将其应用于乳化油废水处理中。膜通量高达300L/m2.h,是无静态混合器时膜通量的5倍,表明静态混合器的加入可有效提高平均流速和膜表面剪应力,降低浓差极化程度,减轻膜污染;但此工艺存在压降高的缺陷,有待于进一步完善。Shui等人开发出一种节能旋转膜系统,可在超滤膜表面产生外加剪应力,且使膜面载有负电荷,有效缓解油水乳液处理过程中的膜污染问题。研究表明,当膜盘旋转速度为1000rpm时,油截留率大于98%,膜通量是传统旋转膜分离系统的132%。Um等人在进水中注入压缩N2以改善膜系统进水条件(N2流速200cm3/min),处理油水乳液(油浓度50g/L,CODcr116.4g/L),结果表明,通入N2时膜通量有明显提高,这是因为压缩N2与表面活性剂作用产生大量小气泡,加快乳状液/气泡混合物的湍流运动,有效降低浓差极化和膜污染;N2通入时油截留率约99.99%,CODcr截留率约96.6%,略高于未通N2的情况,说明有无N2对截留率影响不大。此外,作者还认为N2通入时存在有效膜面积减小的缺点。
3.3与其他工艺进行耦合
冶金行业排放的乳化油废水不仅含有油,还含有大量铁屑、灰尘等固体颗粒杂质,在保证并提高超滤膜分离性能的同时,为减轻膜污染,延缓膜通量衰减,通常将其他工艺作为超滤系统的预处理工艺,与超滤技术进行耦合,例如絮凝工艺,以减轻超滤膜负担。预处理是保护超滤膜装置的屏障,也是减少膜污染和清洗频率的重要措施。
赵庆等人采用混凝-超滤耦合工艺处理某化工厂隔油池的含油废水(油浓度80mg/L,CODcr为310mg/L),探讨了不同操作条件对膜通量和膜截留性能的影响。结果表明,以聚合氯化铝为絮凝剂、聚丙烯酰胺为助凝剂的混凝预处理工艺能够有效控制PAN超滤膜污染,运行3h后仍可维持较高稳定膜通量(60L/m2.h),且石油类和CODcr截留率高于90%。马立艳等人采用混凝-超滤耦合工艺处理含油废水(油浓度72.6mg/L,CODcr295.0mg/L)。
结果表明,原水经混凝预处理后生成微絮体,改善了超滤分离性能,对膜污染起到有效缓解作用,从而延长了反冲洗周期,并保持较高膜通量和截留率。Panpanit等人在原料液中加入膨润土作为预处理工艺,与醋酸纤维素(C-100)平板超滤膜耦合处理乳化油废水(油浓度100mg/L),并探索了膨润土的作用机制。研究表明,膨润土可大大提高膜过滤性能,膜通量稳定在480L/m2.h左右;对此,作者采用料液中乳化油浓度降低、颗粒吸附、凝胶层的减少3种机理进行描述。具体参见http://www.dowater.com更多相关技术文档。
4结论
随着膜分离技术的不断完善,超滤作为高效处理乳化油废水的新技术得到世界范围的广泛关注。众多研究者针对不同乳化油料液、超滤膜种类、操作参数等方面做了大量的研究工作,并认同超滤在处理乳化油废水领域的技术优越性和广阔应用前景。然而,随之所暴露出的一些问题制约了超滤在该领域的进一步应用。其中,膜污染是最顽固最难解决的问题之一。因此,研究者在新膜材料、膜系统优化和与其他工艺耦合这三方面做了大量改进性研究。今后,还应在以下几方面深入探讨,使超滤有望在乳化油废水领域有突破性进展。
(1)制备相应的新膜材料是超滤应用的关键环节。针对乳化油的表面荷电特征,制备荷负电或电中性且亲水性强的抗污染超滤膜是发展趋势之一。同时,研究新膜材料的耐久性对于膜系统长期稳定运行具有重要意义。
(2)深入探索超滤膜与乳化油油滴粒子以及表面活性剂之间的相互作用,完善膜污染机制,对超滤膜的选型和改善运行工况具有重要意义。
(3)改善超滤系统工艺或有机结合传统的气浮、盐析、混凝和粗粒化等工艺,以进一步降低成本。

