兰炭废水主要来源于生产过程中冷却洗涤煤气的循环水及干馏炉底部用来冷却高温兰炭的熄焦水。兰炭废水中含有大量未被高温氧化的污染物,其浓度要比焦化废水高出10 倍左右。且废水成分复杂,主要含有萘、蒽、醌、苯酚类物质以及大量环链有机物、氰化物和氨氮等,属于典型的难生物降解有机废水,直接利用传统的生物法无法降解兰炭废水。目前采用清水稀释再生物降解的方法处理兰炭废水,成本昂贵且效果较差。须探究其他廉价有效的处理技术对兰炭废水进行预处理,大幅降低废水COD同时去除其中的有毒物质,以保证后续生物处理顺利进行。
近几年开发的多种高级氧化技术〔1-3〕可用于高浓度生物难降解有机废水的预处理,但多数需要高温高压条件或特殊催化剂才能实现,操作复杂,且处理成本较高。电絮凝过程通过牺牲阳极产生沉淀,以絮凝和吸附方式去除水中的污染物,是一种有前途的去除高浓度废水COD 的电化学方法〔4-5〕。除阳极溶解产生沉淀物外,阴极还会产生氢气,发挥气浮协同处理废水的作用〔6〕。电絮凝法所用电极材料不需要复杂的制备过程且性能稳定,一般采用铝或不锈钢。电絮凝的絮凝效果比传统化学絮凝法更好,且所需空间较小,产生的污泥量少,不需要外加任何化学试剂,废水无需稀释或调pH,操作方便且易于自动化控制〔6〕。电絮凝法被广泛用于多种生物难降解废水的预处理〔7-8〕,但将其用于处理兰炭废水未见报道,且阳极材料的种类及废水水质将直接影响电絮凝法对COD 的去除效果〔9〕。笔者考察了铝板和不锈钢板分别作牺牲阳极时对兰炭废水COD 的电絮凝去除效果,以期为兰炭废水处理开辟新途径。
1 实验部分
1.1 实验废水
实验所用兰炭废水均取自陕西榆林某公司兰炭生产废水,实验前密封避光保存。电絮凝法处理废水之前用0.45 μm 滤膜过滤,除掉其中的颗粒杂质。废水水质为:COD 24 300 mg/L,pH=8.5,挥发酚2 560mg/L,氰化物1 000 mg/L,NH3-N 2 170 mg/L。
1.2 实验仪器与试剂
仪器:ZD-EF-12/200 电镀电解电源,山东淄博凯隆电器有限公司;电解槽,自制。电絮凝法处理兰炭废水装置如图1 所示。
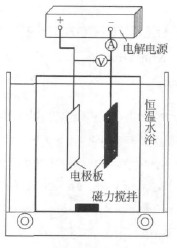
图1 电絮凝法处理兰炭废水装置
试剂:阳极材料为铝板和不锈钢板,阴极材料为不锈钢板,其他化学试剂均为分析纯。
1.3 实验方法
电絮凝实验均在自制电解槽内进行,废水体积为1 L。阳极分别采用铝板和不锈钢板。实验前打磨电极表面并用丙酮、体积分数为10%的盐酸及去离子水冲洗。阴极为不锈钢板,极板尺寸为10 cm×10 cm×0.1 cm。电解槽底部有磁力搅拌,实验中搅拌速度保持300 r/min,实验温度恒定在30 ℃。每隔1 h将废水过滤1 次,电絮凝处理时间为4 h。电压及电流由电镀电解电源控制,并在电路中连接电压表及电流表,以便准确测定电压及电流。
1.4 检测方法
按照GB 11914―1989 采用重铬酸钾法检测废水中的COD,按式(1)计算COD 去除率:
![]()
式中:
COD0――反应开始时废水的化学需氧量,mg/L;
CODt――反应t 时刻废水的化学需氧量,mg/L。
1.5 能耗计算方法
电絮凝过程中,电能消耗及阳极损失是重要的经济指标。以铝阳极为例,考察了较优条件下有/无电解质时每去除1 kg COD 的电能消耗及阳极损失。
电能消耗:E=UIt/m
式中:E――电能消耗,kW・h;
U――电压,V;
I――电流,A;
t――电絮凝时间,h;
m――去除的COD 质量,kg。
铝阳极损失:m(Al)=ItM/(zFm)
式中:m(Al)――铝板消耗的质量,kg;
I――电流,A;
t――电絮凝时间,s;
M――铝的摩尔质量,0.027 kg/mol;
z――电荷数,3;
F――法拉第常数,96 500 c/mol;
m――去除的COD 质量,kg。
2 结果与讨论
2.1 铝及不锈钢阳极对兰炭废水的电絮凝效果
在pH=7、电流密度为0.05 A/cm2、极板间距为1 cm、电解质为3 g/L 的条件下,铝板和不锈钢板分别作阳极时对兰炭废水COD 的去除效果见图2。
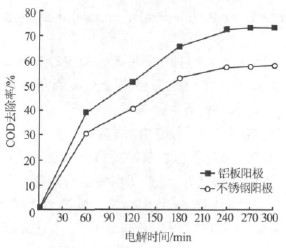
图2 铝及不锈钢阳极对兰炭废水COD 的去除效果
由图2 可见,COD 去除率均随时间的增加不断上升,约在4 h COD 去除率达到最高,后续增加不明显。总体上不锈钢板对兰炭废水的COD 去除率比铝板低,因为铁沉淀对废水的污染物有很强的选择性,只对胶体颗粒吸附较明显〔9〕,而兰炭废水中的主要污染物为氨氮及酚类物质,铁沉淀对这两种物质的絮凝吸附效果都较差。且铁离子存在多种价态,其沉淀物及有机物与铁离子的络合物可能发生价态转化而溶解,稳定性较差〔10〕。铝板作阳极时,Al(OH)3是唯一沉淀物,其只在强酸或强碱下溶解,稳定性好。有机物与铝离子的络合物也比较稳定,所以铝沉淀对兰炭废水污染物的絮凝及吸附效果较强。同时铝板作阳极时还会产生O2,对有机物有一定的氧化降解作用;而不锈钢阳极不产生O2〔10〕,所以铝板对兰炭废水COD 去除效果较好。
2.2 pH对电絮凝效果的影响
溶液pH 会直接影响沉淀物的存在形式,从而间接影响电絮凝过程对兰炭废水COD 的去除效果。在电流密度为0.05 A/cm2、极板间距为1 cm、电解质为3 g/L 的条件下,不同pH 下铝阳极和不锈钢阳极分别对兰炭废水COD 的去除效果见图3。
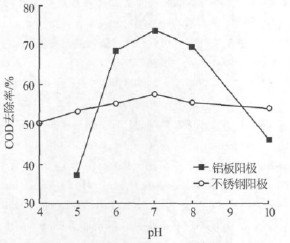
图3 pH 对废水COD 去除效果的影响
铝阳极在相对较窄的pH 范围内(6~8)对COD有较好的去除率,当pH=7 时去除率最高可达到73.65%。这是因为Al(OH)3为两性物质,只有在中性条件下稳定存在。而不锈钢阳极在较宽的pH 范围(4~10)对COD 有较好的去除率。这是因为不锈钢阳极会产生Fe(OH)2、Fe(OH)3两种沉淀剂,在相应较宽pH 范围内对废水中的有机物及胶体物质有絮凝和吸附作用。综上,当废水pH 为7 时,电絮凝效果较好。
2.3 电流密度对电絮凝效果的影响
在pH 为7、极板间距为1 cm、电解质为3 g/L的条件下,改变电流密度考察铝阳极和不锈钢阳极电絮凝去除兰炭废水COD 的效果,如图4 所示。
由图4 可见,随着电流密度的增加,COD 去除率均逐渐增加。铝作阳极时,电流密度超过0.05 A/cm2以后,COD 去除率趋于平稳;不锈钢作阳极时,电流密度超过0.08 A/cm2 后COD 去除率不再明显增加。说明在高的电流密度下,阳极溶解速率增加,产生的沉淀相应增多,对废水中污染物的絮凝、吸附作用增强;同时阴极有更多的氢气产生,大量气泡增加了沉淀和污染物混合的程度,促进了凝聚和吸附过程。由于铝板阳极还会产生氧气,对有机物有一定的氧化作用,所以达到最佳絮凝效果时铝板阳极需要的电流密度更小。当以铝板为阳极时,较佳的电流密度为0.05 A/cm2,而以不锈钢为阳极时较佳的电流密度为0.08 A/cm2。
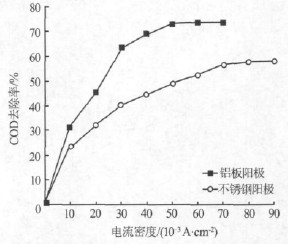
图4 电流密度对废水COD 去除效果的影响
2.4 电解质对电絮凝效果的影响
在电化学降解废水过程中,为了提高废水的导电性,通常需加入一定的电解质。电解质还有利于去除阳极表面的钝化层,从而节约电能及阳极材料的消耗〔11〕。为避免氯离子与有机物反应生成有毒污染物,实验中加入硫酸钠作电解质。考察了电解质对废水COD 去除效果的影响,如图5 所示。
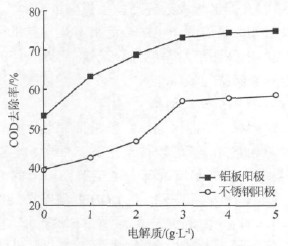
图5 电解质对废水COD 去除效果的影响
铝阳极和不锈钢阳极电絮凝去除废水COD 的趋势相同,随着电解质的增加,COD 去除率逐渐升高;电解质质量浓度超过3 g/L 后,COD 去除率增加不明显。当电解质为3 g/L 时,铝阳极电絮凝对COD 去除率达到最大值75%。考察有无电解质条件下电能及铝板消耗情况时发现,当电解质超过3g/L 后,电量及铝板消耗也基本达到较低水平且不再降低,说明以硫酸钠为电解质时其较佳质量浓度为3 g/L。
2.5 极板间距对电絮凝效果的影响
电絮凝过程中较大的极板间距会导致电能消耗大而阳极溶解率小,对COD 去除效果较差。在pH=7、电解质为3 g/L、电流密度为0.05 A/cm2 的条件下,考察极板间距对电絮凝效果的影响,如图6所示。
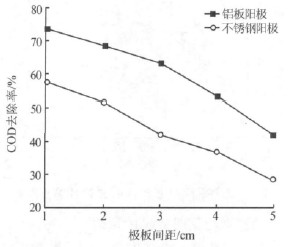
图6 极板间距对废水COD 去除效果的影响
由图6 可见,随着极板间距的减小,废水COD去除率逐渐升高。极板间距减小有利于电荷传递,可加快阳极溶解,使阳极沉淀及阴极气泡产生速率加快,沉淀与废水中有机物的接触机会增加,故COD去除率增加。但极板太近容易发生板间击穿而损坏,且大量阳极材料溶解产生的沉淀来不及与有机物作用,造成电能及阳极材料的极大浪费。所以较佳的极板间距一般保持为1 cm。
2.6 电能及阳极消耗估算
以铝阳极为例,在pH=7、极板间距为1 cm、电流密度为0.05 A/cm2 的较佳条件下,考察了电絮凝4 h 过程中有无电解质情况下电能及铝阳极的消耗情况。无电解质时,每去除1 kg COD 要消耗6.9 kW・h电能及0.46 kg铝。随着电解质质量浓度的增加,电能及铝板消耗逐渐减少,电解质为3 g/L 时,电能及铝板消耗均降到最低,每去除1 kg COD 分别消耗5.6 kW・h 电能和0.38 kg铝。电解质超过3 g/L 后,电能及铝板消耗基本不再降低。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)首次采用电絮凝法去除兰炭废水COD,铝阳极的处理效果好于不锈钢阳极。
(2)铝阳极电絮凝适用的pH 范围为6~8,比不锈钢阳极(4~10)窄,但达到较佳处理效果时所需电流密度为0.05 A/cm2,比不锈钢阳极(0.08 A/cm2)小。
(3)随着电解质Na2SO4质量浓度的增加,电絮凝去除废水COD 效果明显提高,电能及阳极消耗逐渐减少。以铝阳极为例,Na2SO4为3 g/L 时,4 h 后对废水COD 达到最好去除效果(75%),电能和阳极消耗最低,每去除1 kg COD 分别消耗5.6 kW・h 电能和0.38 kg铝。

