
ЁЁЁЁЩъЧыШе2015.07.08
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2015.09.30
ЁЁЁЁIPCЗжРрКХC02F3/28
ЁЁЁЁеЊвЊ
ЁЁЁЁвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈЃЌЫќЩцМАвЛжжДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈЁЃЫќвЊНтОіЯжгабсбѕЗДгІЦїИпОЖБШДѓЁЂГіЫЎЫЎжЪШнвзЪмбЛЗгАЯьЧвбсбѕПХСЃЮлФрХрбјжмЦкГЄЕФЮЪЬтЁЃЗНЗЈЃКЙЄвЕЗЯЫЎЭЈЙ§НјЫЎзАжУНјШыЗДгІЦїЃЌОШ§ЯрЗжРыЦїЃЌЦјЬЌМзЭщгЩЦјЬхЪеМЏзАжУЪеМЏЃЌВПЗжЮлЫЎгЩГіЫЎзАжУХХГіЃЌЦфгрЮлЫЎЭЈЙ§ЮлЫЎЛиСїБУдйНјШыЗДгІЦїЃЌЗДгІЦїжаВПЕФЮлФрЛиСїЕНЗДгІЦїЕФЕзВПЁЃБОЗЂУїдіМгСЫЮлФрЛиСїзАжУЃЌдіДѓСЫДЋжЪаЇЙћЃЌЬсИпСЫЗДгІЦїЕФДІРэаЇФм;ЗДгІЪБМфИќМгГфЗжЃЌдкдіМгЮлФрЛиСїБШЕФЭЌЪБЃЌПЩвдНЕЕЭЮлЫЎЕФЛиСїБШЃЌЧвЮлФрЪЧдкЗДгІЦїжаМфНјааЛиСїЃЌетбљПЩвдМѕЩйЖдГіЫЎЧјЕФИЩШХЃЌНЕЕЭГіЫЎЕФSSЃЌБЃеЯГіЫЎЫЎжЪЃЌМгПьбсбѕПХСЃЮлФрЕФаЮГЩЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈЃЌЦфЬиеїдкгкЫќАДвдЯТ Й§ГЬНјааЃК
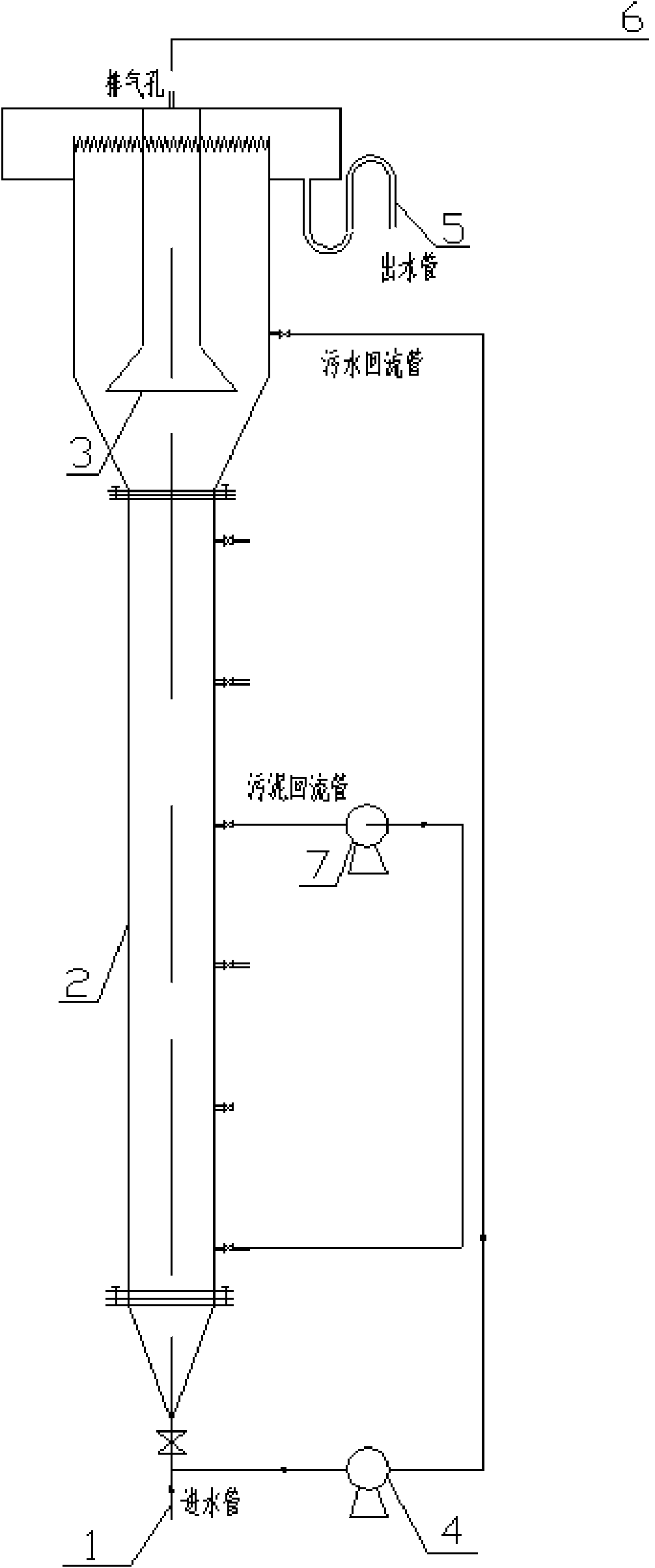
ЁЁЁЁЙЄвЕЗЯЫЎЭЈЙ§НјЫЎзАжУ(1)НјШыФрЫЎЫЋбЛЗЗДгІЦї(2)ЃЌаЮГЩЩЯСїЪНХђеЭЮлФрДВЃЌШЛ КѓОЙ§Ш§ЯрЗжРыЦї(3)ЃЌЦјЬЌМзЭщгЩЦјЬхЪеМЏзАжУ(6)ЪеМЏЃЌВПЗжЮлЫЎгЩГіЫЎзАжУ(5) ХХГіЃЌЦфгрЮлЫЎЭЈЙ§ЮлЫЎЛиСїБУ(4)дйНјШыФрЫЎЫЋбЛЗЗДгІЦї(2)ЃЌЭЌЪБФрЫЎЫЋбЛЗЗДгІ Цї(2)жаВПЕФЮлФрЃЌЭЈЙ§ЮлФрЛиСїзАжУ(7)дйЛиСїЕНФрЫЎЫЋбЛЗЗДгІЦї(2)ЕФЕзВП;Фр ЫЎЫЋбЛЗЗДгІЦї(2)ЕФдЫааЬѕМўЃКНјЫЎCODХЈЖШЮЊ5000-8000mg/LЃЌЫЎСІЭЃСєЪБМфЮЊ15-24hЃЌ ЮлФрЛиСїБШЮЊ(2-4):1ЃЌЮлЫЎЛиСїБШЮЊ2:1ЃЌЮТЖШЮЊ28-32ЁцЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗН ЗЈЃЌЦфЬиеїдкгкЫљЪіНјЫЎCODХЈЖШЮЊ6000mg/LЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗН ЗЈЃЌЦфЬиеїдкгкЫљЪіЫЎСІЭЃСєЪБМфЮЊ20hЁЃ
ЁЁЁЁ4.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗН ЗЈЃЌЦфЬиеїдкгкЫљЪіЮлФрЛиСїБШЮЊ3:1ЁЃ
ЁЁЁЁ5.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗН ЗЈЃЌЦфЬиеїдкгкЫљЪіЮТЖШЮЊ30ЁцЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАвЛжжДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁбсбѕЩњЮяДІРэММЪѕОпгаЕЭКФИпаЇЕФгХЕуЃЌЦфНЋЛЗОГБЃЛЄгыВњФмгаЛњЕиНсКЯдквЛЦ№ЃЌОп гаСМКУЕФЛЗОГгыЩчЛсОМУаЇвцЃЌвђДЫВЩгУбсбѕЩњЮяММЪѕДІРэИпХЈЖШЙЄвЕЗЯЫЎГЩЮЊЕБНёЕФба ОПШШЕуЁЃбсбѕЗДгІЦїЕФЗЂеЙвбОРњСЫШ§ИіНзЖЮЃЌЕкШ§ДњбсбѕЗДгІЦїжївЊАќРЈСЫФкбЛЗ(IC) бсбѕЗДгІЦїЃЌбсбѕЩ§СїЪНСїЛЏДВ(UBF)ЃЌХђеЭПХСЃЮлФрДВ(EGSB)ЕШЁЃетаЉЗДгІЦїжївЊ ЭЈЙ§діМгЛиСїЃЌдіДѓСЫЗДгІЦїжаФрЫЎЕФЛьКЯзДЬЌЃЌЪЙФрЫЎЕУЕНГфЗжНгДЅЃЌДгЖјЛёЕУИпаЇЕФ ДІРэаЇЙћЃЌвђДЫдкЪЕМЪЩњВњжаЃЌЕкШ§ДњЗДгІЦївВЕУЕНСЫИќЖрЕФгІгУгыЦеМАЁЃ
ЁЁЁЁICбсбѕЗДгІЦївдЦфДІРэаЇТЪИпЁЂПЙГхЛїИККЩФмСІЧПЕШгХЕуЃЌдкИпХЈЖШЙЄвЕЗЯЫЎДІРэ СьгђЕУЕНСЫгІгУЃЌЕЋЖрОжЯодквзЩњЮяНЕНтЗЯЫЎДІРэСьгђЃЌШчФћУЪЫсЗЯЫЎЁЂЦЁОЦЗЯЫЎЁЂЕэЗл ЗЯЫЎЕШ;ЭЌЪБICбсбѕЗДгІЦїдкдРэЩЯЪЧ2ИіЩ§СїЪНбсбѕЮлФрДВ(UASB)ЕФЕўМгЃЌетОЭ дьГЩСЫICбсбѕЗДгІЦїЕФИпЖШКмДѓЃЌДгЖјдьГЩЛљНЈЭЖзЪЕФдіДѓ;ВЂЧвICЗДгІЦїФкВПЙмТЗИД дгЃЌИјЪЕМЪЕФдЫааЙмРэДјРДСЫВЛБуЁЃЖјEGSBЗДгІЦїгЩгкВЩгУГіЫЎЭтбЛЗЃЌдкДІРэКЌга ЖОЮяжЪКЭФбНЕНтЮяжЪЙЄвЕЗЯЫЎЪБЃЌОпгаЦфЫќбсбѕЗДгІЦїЫљВЛПЩБШФтЕФгХЪЦЃЌЕЋЦфДІРэЕФга ЛњИККЩЪмЕНвЛЖЈЕФЯожЦЁЃЖјЮЊСЫЬсИпДІРэЕФгаЛњИККЩЃЌЖрВЩШЁдіДѓГіЫЎЛиСїБШЕФДыЪЉЃЌЕЋ ЛиСїБШЕФЬсИпЛсгАЯьЖЅВПШ§ЯрЗжРыЦїЕФЗжРыаЇЙћЃЌдіДѓЖдГСЕэГіЫЎЧјЕФШХЖЏЃЌдьГЩГіЫЎаќ ИЁЮядіДѓЃЌгАЯьГіЫЎЫЎжЪЁЃ
ЁЁЁЁГ§ДЫжЎЭтЃЌдкбсбѕЗДгІЦїЕФЙЄГЬгІгУжаЃЌбсбѕПХСЃЮлФрадФмЕФКУЛЕЪЧгАЯьЗДгІЦїДІРэ аЇФмЕФЙиМќвђЫижЎвЛЃЌЖјвЊаЮГЩСМКУЕФбсбѕПХСЃЮлФрашвЊЕФжмЦкНЯГЄЃЌЬиБ№ЪЧдкДІРэКЌФб НЕНтЮяжЪЙЄвЕЗЯЫЎЪБЃЌетвЛгАЯьгШЮЊЭЛГіЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁЗЂУїФПЕФЪЧЮЊСЫНтОіЯжгабсбѕЗДгІЦїИпОЖБШДѓЁЂГіЫЎЫЎжЪШнвзЪмбЛЗгАЯьЧвбсбѕПХСЃ ЮлФрХрбјжмЦкГЄЕФЮЪЬтЃЌЖјЬсЙЉЕФвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФ ЗНЗЈЁЃ
ЁЁЁЁвЛжжРћгУФрЫЎЫЋбЛЗбсбѕЗДгІЦїДІРэФбНЕНтЙЄвЕЗЯЫЎЕФЗНЗЈЃЌАДвдЯТЙ§ГЬНјааЃК ЙЄвЕЗЯЫЎЭЈЙ§НјЫЎзАжУНјШыФрЫЎЫЋбЛЗЗДгІЦїЃЌаЮГЩЩЯСїЪНХђеЭЮлФрДВЃЌШЛКѓОЙ§Ш§ЯрЗж РыЦїЃЌЦјЬЌМзЭщгЩЦјЬхЪеМЏзАжУЪеМЏЃЌВПЗжЮлЫЎгЩГіЫЎзАжУХХГіЃЌЦфгрЮлЫЎЭЈЙ§ЮлЫЎЛиСї БУдйНјШыФрЫЎЫЋбЛЗЗДгІЦїЃЌЭЌЪБФрЫЎЫЋбЛЗЗДгІЦїжаВПЕФЮлФрЃЌЭЈЙ§ЮлФрЛиСїзАжУдйЛи СїЕНФрЫЎЫЋбЛЗЗДгІЦїЕФЕзВП;ФрЫЎЫЋбЛЗЗДгІЦїЕФдЫааЬѕМўЃКНјЫЎCODХЈЖШЮЊ 5000-8000mg/LЃЌЫЎСІЭЃСєЪБМфЮЊ15-24hЃЌЮлФрЛиСїБШЮЊ(2-4):1ЃЌЮлЫЎЛиСїБШЮЊ2:1ЃЌЮТЖШ ЮЊ28-32ЁцЁЃ
ЁЁЁЁБОЗЂУїФрЫЎЫЋбЛЗбсбѕЗДгІЦїВЩгУГіЫЎЛиСїММЪѕЃЌЬсИпЗДгІЦїДІРэЕФгаЛњИККЩЃЌВЂЯЁ ЪЭНјШыЗДгІЦїФкФбНЕНтЮяжЪХЈЖШЃЌНЕЕЭЦфЖдЮЂЩњЮяЕФгАЯьЃЌБЃжЄДІРэаЇЙћЃЌЗДгІЦїЦНОљГі ЫЎCODЮЊ200-400mg/LЃЌЦНОљCODШЅГ§ТЪЮЊ89.5-94.8%ЁЃ
ЁЁЁЁБОЗЂУїаЇЙћЃК
ЁЁЁЁ(1)ФрЫЎЫЋбЛЗбсбѕЗДгІЦїдкГіЫЎЛиСїММЪѕЕФЛљДЁЩЯЃЌдіМгСЫЮлФрЛиСїзАжУЃЌНЋЗДгІ ЦїжаВПХђеЭЦ№РДЕФаѕзДЮлФрЛиСїЕНЗДгІЦїЕФЕзВПЃЌЭЈЙ§ЮлФрбЛЗЃЌПЩвдЬсИпЩЯЩ§СїЫйЃЌді ДѓСЫДЋжЪаЇЙћЃЌДгЖјЬсИпСЫЗДгІЦїЕФДІРэаЇФм;ВЂЧвФрЫЎвЛЦ№бЛЗЯрБШгкЫЎбЛЗЃЌФрЫЎЕФ НгДЅЪБМфЛсИќГЄЃЌЗДгІЪБМфИќМгГфЗжЃЌЪЕЯжЗДгІЦїЕФОМУИпаЇдЫааЁЃ
ЁЁЁЁ(2)ФрЫЎЫЋбЛЗбсбѕЗДгІЦїНсЙЙМђЕЅЃЌдЫааЙмРэЗНБу;ЭЌЪБНЕЕЭСЫЗДгІЦїЕФИпОЖБШЃЌ ЛљНЈЭЖзЪЪЁЁЃ
ЁЁЁЁ(3)дкдіМгЮлФрЛиСїБШЕФЭЌЪБЃЌПЩвдНЕЕЭЮлЫЎЕФЛиСїБШЃЌЧвЮлФрЪЧдкЗДгІЦїжаМфНјаа ЛиСїЃЌетбљПЩвдМѕЩйЖдГіЫЎЧјЕФИЩШХЃЌНЕЕЭГіЫЎЕФSSЃЌБЃеЯГіЫЎЫЎжЪЁЃ
ЁЁЁЁ(4)ЗДгІЦїжаВПЕФаѕзДЮлФрЛиСїЕНЗДгІЦїЕФЕзВПЃЌПЩвдЦ№ЕНОЇКЫЕФзїгУЃЌМгПьбсбѕПХ СЃЮлФрЕФаЮГЩЁЃ





