
ЁЁЁЁЩъЧыШе2015.04.14
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2015.07.15
ЁЁЁЁIPCЗжРрКХC02F11/14
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЬсЙЉвЛжжЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЩцМАЮлФрДІРэММЪѕСьгђЃЌжївЊАќРЈЮлФрНгЪеВжЁЂЯЁЪЭИФадГиЁЂДЂФрГиЁЂЮлФрбЙТЫЛњЁЂЯДВМЫЎБУ;ЮлФрЪзЯШНјШыЮлФрНгЪеВжЃЌОТна§ђдСњДЋЫЭЕНЯЁЪЭИФадГиНјааЯЁЪЭНСАшЃЌШЛКѓЬсЩ§ЕНДЂФрГи;ДЂФрГиЖдЮлФрНјааНСАшЗРжЙЦфГСЕэЃЌдкЯЁЪЭИФадГиКЭДЂФрГижаЃЌЭЈЙ§ЪЏЛвЁЂШ§ТШЛЏЬњЖдЮлФрНјааИФадДІРэЃЌДЂФрГижаЕФЮлФрОЙ§ИпбЙТнИЫБУЯђЮлФрбЙТЫЛњЬэМг;ЮлФрбЙТЫЛњЖдЮлФрНјааЭбЫЎЁЂИЩдяЁЂХЈЫѕЁЂзюКѓжЦзїГЩИЩФрдЫГіЗйЩеЁЃБОЗЂУїПЩвдЪЕЯжИїИіДІРэНзЖЮЕФздЖЏЛЏДІРэЃЌВЂЧвЭЈЙ§PLCПижЦММЪѕЕФЮШЖЈПЩППадЃЌЖдЮлФрЕФДІРэИќМгГЙЕзЃЌЩњГЩЕФИЩФрЖдЛЗОГЮлШОИќаЁ;ПЩвдЪЕЯжГЕМфЮоШЫЛЏВйзїЃЌВЂЧвгазЈУХЕФçúЯЕЭГЃЌИФЩЦСЫЙЄзїЛЗОГКЭНкдМШЫСІзЪдДЁЃ
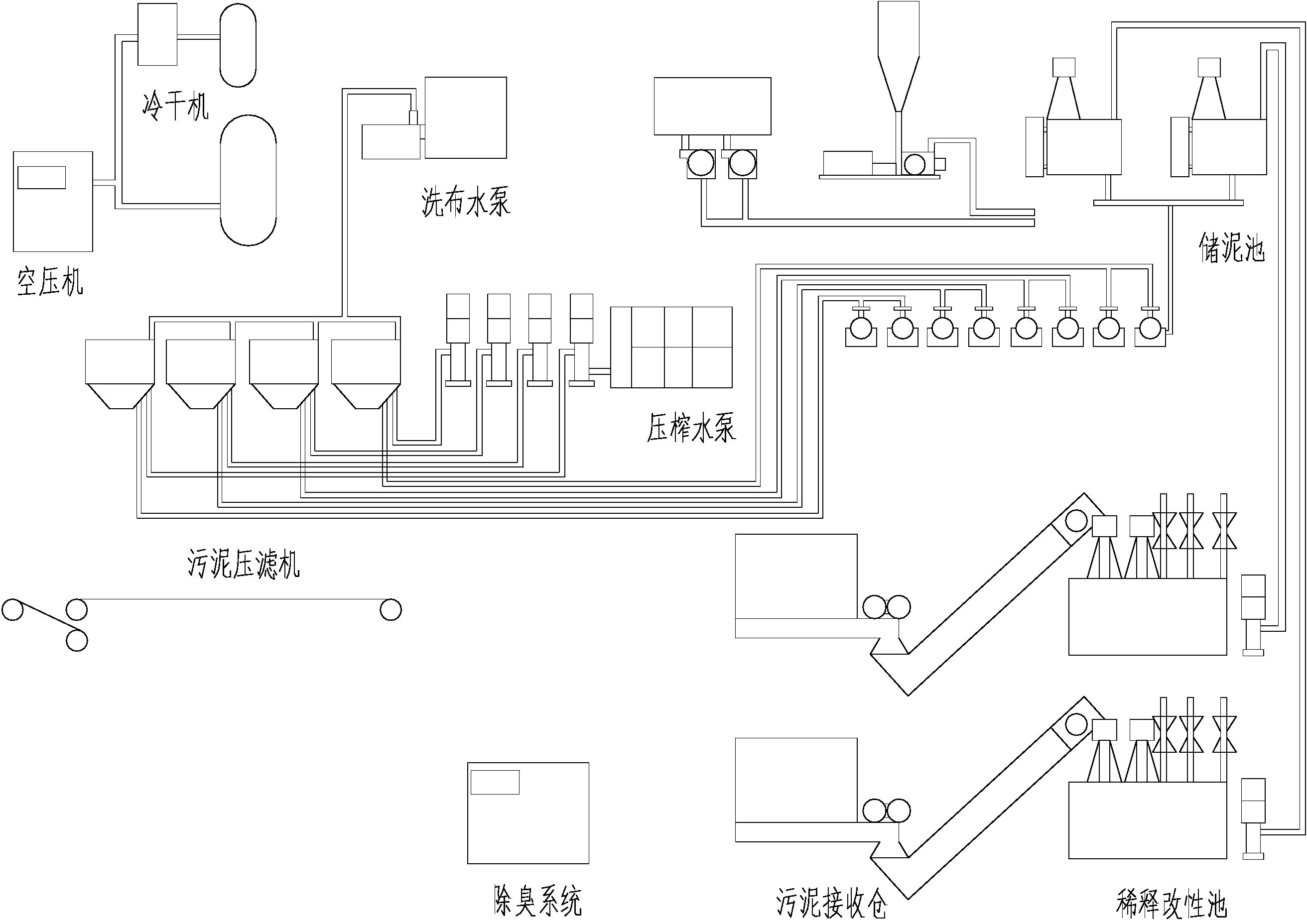
ЁЁЁЁеЊвЊИНЭМ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЦфЬиеїдкгкЃКжївЊАќРЈЮлФрНгЪеВжЁЂ ЯЁЪЭИФадГиЁЂДЂФрГиЁЂЮлФрбЙТЫЛњЁЂЯДВМЫЎБУ;
ЁЁЁЁЮлФрЪзЯШНјШыЮлФрНгЪеВжЃЌОТна§ђдСњДЋЫЭЕНЯЁЪЭИФадГиНјааЯЁЪЭНСАшЃЌ ШЛКѓЬсЩ§ЕНДЂФрГи;ДЂФрГиЖдЮлФрНјааНСАшЗРжЙЦфГСЕэЃЌдкЯЁЪЭИФадГиКЭДЂ ФрГижаЃЌЭЈЙ§ЪЏЛвЁЂШ§ТШЛЏЬњЖдЮлФрНјааИФадДІРэЃЌДЂФрГижаЕФЮлФрОЙ§Ип бЙТнИЫБУЯђЮлФрбЙТЫЛњЬэМг;ЮлФрбЙТЫЛњЖдЮлФрНјааЭбЫЎЁЂИЩдяЁЂХЈЫѕЁЂзю КѓжЦзїГЩИЩФрдЫГіЗйЩе;
ЁЁЁЁдкЯЁЪЭИФадГиФкгаХЈЖШМьВтЁЂвКЮЛМьВт;ХЈЖШМьВтаХЯЂДЋЫЭЕНжаПиЪвжї PLCжаЖдБШЃЌОіЖЈЪЧЗёМгЫЎЯЁЪЭ;МгЫЎЭЈЙ§ЙмЕРЦјЖЏЗЇжДааЃЌвКЮЛДяЕНдЄЩшЮЛ жУКѓЃЌжаПиЪвжїPLCИјЦјЖЏЗЇаХКХЃЌЭЃжЙМгЫЎЯЁЪЭЃЌЭЌЪБПЊЦєНСАшЕчЛњ;
ЁЁЁЁдкДЂФрГижаЃЌЭЈЙ§вКЮЛМьВтзАжУПижЦвКЮЛЃЌЭЌбљНЋМьВтаХЯЂДЋЕнЕНжаПи ЪвжїPLCжаЃЌгЩжаПиЪвжїPLCИјГіаХКХЃЌПЊЦєНСАш;ВЂЧвдкДЫЛЗНкЃЌМьВтЮлФр ЕФЛЏбЇЬиадЃЌВЂЧвЭЈЙ§Ш§ТШЛЏЬњКЭЪЏЛвНјааИФадДІРэ;ИљОнашвЊЬэМгСПВЛЭЌЃЌ ЭЈЙ§ЬэМгЙмЕРЕФЕчДХСїСПМЦМьВтСїСПЃЌНЋЬэМгСПЗДРЁЕНжаПиЪвжїPLCжаШЅ;
ЁЁЁЁЮлФрЛЏбЇЬиадДІРэЭъГЩКѓЃЌгЩИпбЙТна§ИЫБУЯђЮлФрбЙТЫЛњЬэМг;бЙеЅЫЎ ЯфЯђбЙТЫЛњМгЫЎЃЌЮлФрдкЮлФрбЙТЫЛњФкНјаабЙеЅЁЂЭбЫЎЁЂИЩдяЁЂХЈЫѕЕШВНжшЃЌ зюжежЦзїГЩИЩФр;ЮлФрбЙТЫЛњгаЕЅЖРЕФPLCПижЦГЬађЃЌЭЈЙ§НЛЛЛЛњгыжаПиЪвжї PLCНјааЭЈбЖСДНгЃЌгЩжаПиЪвжИЕМЮлФрбЙТЫЛњЕФжДааЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЦфЬиеїдкгкЃКИУ ЮлФрДІРэЯЕЭГАќКЌздЖЏПижЦКЭЪжЖЏПижЦСНжжЗНАИ;здЖЏПижЦзДЬЌЯТЃЌШЋВППи жЦЕуЮЛПЩвдЕуЖЏжДааЃЌвВПЩвдСЊЖЏздЖЏжДааЃЌОпЬхдкжаПиЪвЙЄПиЛњЩЯВйзїЃЌ ЙЄПиЛњЩЯгаЙЄвеСїГЬЛУцЃЌМрПиЩшБИжДаазДЬЌКЭИїРрБЈОЏ;ЪжЖЏПижЦзДЬЌЯТЃЌ ИїИіПижЦЕуЕЅЖРПижЦЃЌЛЅВЛгАЯьЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ2ЫљЪіЕФЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЦфЬиеїдкгкЃКвЊ ПижЦЕФЩшБИАќРЈЃКЮлФрНгЪеВжЃЌТна§ђдСњЁЂЯЁЪЭИФадГиЮлФрНСАшзАжУЁЂЮлФр ДЂДцГиНСАшзАжУЁЂЯЁЪЭИФадГиЮлФрЬсЩ§БУЁЂШ§ТШЛЏЬњЭЖМгЯЕЭГЁЂЮлФрбЙТЫЛњЁЂ ЯДВМЫЎБУЁЂИїРрздПиЦјЖЏЗЇвдМАЪЙЕчЛњжДааЕФБфЦЕЦїПижЦЦї;МьВтЩшБИАќРЈЃК вКЮЛДЋИаЦїЁЂPHДЋИаЦїЁЂбЙСІДЋИаЦїЁЂХЈЖШМьВтДЋИаЦїЁЂЕчДХСїСПМЦЁЂШШЕч зшЕШЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАЮлФрДІРэММЪѕСьгђЃЌгШЦфЩцМАвЛжжЛљгкPLCПижЦЕФЮлФрДІРэЯЕ ЭГЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁЫцзХЙЄХЉвЕКЭГЧЪаЛЏбИЫйЗЂеЙЃЌЫЎЬхЛЗОГзДПіМБОчЖёЛЏЃЌКгЯЕЁЂКўВДдј ОЪЧЕигђОМУРЕвдЗЂеЙЕФЛЗОГКЭзЪдДгХЪЦЃЌжСНёвбШеЧїЩЅЪЇЃЌВЛЩйвбТйЮЊВи ЮлФЩЙИЕФЯТЫЎЕРЃЌвджСЮлШОКЭгйЛ§ШевцГЩЮЊЩчЛсадЙЋКІЁЃКгЕРЁЂКўВДгйЛ§в§ ЗЂСЫвЛЯЕСаЛЗОГвўЛМЃКЙрИШЁЂХХРдЁЂКНдЫЁЂТУгЮЕШжюЖрЙІФмЫЅТф;ЫЎжЪЗДИД ЪмЕНЛЙдадЮлШОЃЌОнЖдВПЗжЫЎЬхЕФЫЎЩњЩњЮябЇКЭЛЗОГвНбЇЕїВщЃЌЫЎгђЩњЬЌЯЕ ЭГвбдтбЯжиЦЦЛЕЃЌЩњЮяЖрбљаджИБъЧїгкСу;биАЖОгУёНЁПЕвВвбЪмЕНгАЯьЃЌУт впЙІФмЧїгкЯТНЕЁЃНќФъеўИЎЭЖШыДѓСПзЪН№ЖдКгЕРЁЂКўВДЕзФрНјааЧхгйЃЌгЩгк ШБЗІЬљНќЙњЧщЕФЧхгйММЪѕКЭЩшБИЃЌЧхгйаЇЙћВЂВЛРэЯыЁЃ
ЁЁЁЁЯжгаММЪѕЖдЮлФрЕФДІРэВЛЙЛГЙЕзЃЌЖдЛЗОГЛЙЛсдьГЩвЛЖЈЕФЮлШО;ЯжгаЮл ФрДІРэГЕМфФкздЖЏЛЏГЬЖШЕЭЃЌгааЉЩшБИашвЊШЫЙЄИЈжњЭъГЩЁЃГЕМфФкЖёГєЖдШЫ ЬхдьГЩвЛЖЈЩЫКІЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁЮЊСЫНтОіЯжгаММЪѕжаДцдкЕФЩЯЪіЮЪЬтЃЌБОЗЂУїЬсЙЉСЫвЛжжЛљгкPLCПижЦ ЕФЮлФрДІРэЯЕЭГЁЃ
ЁЁЁЁБОЗЂУїЫљвЊНтОіЕФММЪѕЮЪЬтВЩгУвдЯТММЪѕЗНАИРДЪЕЯжЃК
ЁЁЁЁвЛжжЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЦфЬиеїдкгкЃКжївЊАќРЈЮлФрНгЪеВжЁЂ ЯЁЪЭИФадГиЁЂДЂФрГиЁЂЮлФрбЙТЫЛњЁЂЯДВМЫЎБУ;
ЁЁЁЁЮлФрЪзЯШНјШыЮлФрНгЪеВжЃЌОТна§ђдСњДЋЫЭЕНЯЁЪЭИФадГиНјааЯЁЪЭНСАшЃЌ ШЛКѓЬсЩ§ЕНДЂФрГи;ДЂФрГиЖдЮлФрНјааНСАшЗРжЙЦфГСЕэЃЌдкЯЁЪЭИФадГиКЭДЂ ФрГижаЃЌЭЈЙ§ЪЏЛвЁЂШ§ТШЛЏЬњЖдЮлФрНјааИФадДІРэЃЌДЂФрГижаЕФЮлФрОЙ§Ип бЙТнИЫБУЯђЮлФрбЙТЫЛњЬэМг;ЮлФрбЙТЫЛњЖдЮлФрНјааЭбЫЎЁЂИЩдяЁЂХЈЫѕЁЂзю КѓжЦзїГЩИЩФрдЫГіЗйЩе;
ЁЁЁЁдкЯЁЪЭИФадГиФкгаХЈЖШМьВтЁЂвКЮЛМьВт;ХЈЖШМьВтаХЯЂДЋЫЭЕНжаПиЪвжї PLCжаЖдБШЃЌОіЖЈЪЧЗёМгЫЎЯЁЪЭ;МгЫЎЭЈЙ§ЙмЕРЦјЖЏЗЇжДааЃЌвКЮЛДяЕНдЄЩшЮЛ жУКѓЃЌжаПиЪвжїPLCИјЦјЖЏЗЇаХКХЃЌЭЃжЙМгЫЎЯЁЪЭЃЌЭЌЪБПЊЦєНСАшЕчЛњ;
ЁЁЁЁдкДЂФрГижаЃЌЭЈЙ§вКЮЛМьВтзАжУПижЦвКЮЛЃЌЭЌбљНЋМьВтаХЯЂДЋЕнЕНжаПи ЪвжїPLCжаЃЌгЩжаПиЪвжїPLCИјГіаХКХЃЌПЊЦєНСАш;ВЂЧвдкДЫЛЗНкЃЌМьВтЮлФр ЕФЛЏбЇЬиадЃЌВЂЧвЭЈЙ§Ш§ТШЛЏЬњКЭЪЏЛвНјааИФадДІРэ;ИљОнашвЊЬэМгСПВЛЭЌЃЌ ЭЈЙ§ЬэМгЙмЕРЕФЕчДХСїСПМЦМьВтСїСПЃЌНЋЬэМгСПЗДРЁЕНжаПиЪвжїPLCжаШЅ;
ЁЁЁЁЮлФрЛЏбЇЬиадДІРэЭъГЩКѓЃЌгЩИпбЙТна§ИЫБУЯђЮлФрбЙТЫЛњЬэМг;бЙеЅЫЎ ЯфЯђбЙТЫЛњМгЫЎЃЌЮлФрдкЮлФрбЙТЫЛњФкНјаабЙеЅЁЂЭбЫЎЁЂИЩдяЁЂХЈЫѕЕШВНжшЃЌ зюжежЦзїГЩИЩФр;ЮлФрбЙТЫЛњгаЕЅЖРЕФPLCПижЦГЬађЃЌЭЈЙ§НЛЛЛЛњгыжаПиЪвжї PLCНјааЭЈбЖСДНгЃЌгЩжаПиЪвжИЕМЮлФрбЙТЫЛњЕФжДааЁЃ
ЁЁЁЁИУЮлФрДІРэЯЕЭГАќКЌздЖЏПижЦКЭЪжЖЏПижЦСНжжЗНАИ;здЖЏПижЦзДЬЌЯТЃЌ ШЋВППижЦЕуЮЛПЩвдЕуЖЏжДааЃЌвВПЩвдСЊЖЏздЖЏжДааЃЌОпЬхдкжаПиЪвЙЄПиЛњЩЯ ВйзїЃЌЙЄПиЛњЩЯгаЙЄвеСїГЬЛУцЃЌМрПиЩшБИжДаазДЬЌКЭИїРрБЈОЏ;ЪжЖЏПижЦ зДЬЌЯТЃЌИїИіПижЦЕуЕЅЖРПижЦЃЌЛЅВЛгАЯьЁЃ
ЁЁЁЁвЊПижЦЕФЩшБИАќРЈЃКЮлФрНгЪеВжЃЌТна§ђдСњЁЂЯЁЪЭИФадГиЮлФрНСАшзАжУЁЂ ЮлФрДЂДцГиНСАшзАжУЁЂЯЁЪЭИФадГиЮлФрЬсЩ§БУЁЂШ§ТШЛЏЬњЭЖМгЯЕЭГЁЂЮлФрбЙ ТЫЛњЁЂЯДВМЫЎБУЁЂИїРрздПиЦјЖЏЗЇвдМАЪЙЕчЛњжДааЕФБфЦЕЦїПижЦЦї;МьВтЩш БИАќРЈЃКвКЮЛДЋИаЦїЁЂPHДЋИаЦїЁЂбЙСІДЋИаЦїЁЂХЈЖШМьВтДЋИаЦїЁЂЕчДХСїСП МЦЁЂШШЕчзшЕШЁЃ
ЁЁЁЁБОЗЂУїЕФгавцаЇЙћЪЧЃК
ЁЁЁЁЛљгкPLCПижЦЕФЮлФрДІРэЯЕЭГЃЌЯрБШНЯдгаРЯЙЄвеКЭЕчЦјПижЦЯЕЭГЃЌОпга УїЯдгХдНадЁЃЙЄвеЩЯаТаЭПижЦЯЕЭГПЩвдЪЕЯжИїИіДІРэНзЖЮЕФздЖЏЛЏДІРэЃЌВЂ ЧвЭЈЙ§PLCПижЦММЪѕЕФЮШЖЈПЩППадЃЌЖдЮлФрЕФДІРэИќМгГЙЕзЃЌЩњГЩЕФИЩФрЖдЛЗ ОГЮлШОИќаЁ;дгаГЕМфФкздЖЏЛЏГЬЖШЕЭЃЌгааЉЩшБИашвЊШЫЙЄИЈжњЭъГЩЁЃГЕМф ЖёГєЖдШЫЬхдьГЩвЛЖЈЩЫКІЁЃЖјБОДЮЕФаТЙЄвеаТММЪѕПЩвдЪЕЯжГЕМфЮоШЫЛЏВйзїЃЌ ВЂЧвгазЈУХЕФçúЯЕЭГЃЌКмКУЕФИФЩЦЙЄзїЛЗОГКЭНкдМШЫСІзЪдДЁЃЮоТлДЫДгО МУЩЯЛЙЪЧЙЄзїЛЗОГЗНУцЃЌЖМЕУЕНСЫКмКУЕФЦРМлЁЃ





