
申请日2014.07.22
公开(公告)日2014.11.05
IPC分类号C02F3/02; G05B19/05
摘要
本发明提供了一种渗滤液好氧反应池曝气系统控制方法,所述控制方法使用PLC系统自动调节所述渗滤液好氧反应池曝气系统中的曝气机频率。本发明的渗滤液好氧反应池曝气系统控制方法,通过使用PLC系统自动调节曝气机频率,实现了在规定的时间内使好氧池内溶氧值趋于稳定在设定值左右,不仅实现了节能而且能保证较好的好氧反应效果,而且对比以前的手动工作模式,通过PLC系统自动调节曝气机频率还可实现曝气系统的自动连续运行。
权利要求书
1.一种渗滤液好氧反应池曝气系统控制方法,其特征在于,使用PLC 系统自动调节所述渗滤液好氧反应池曝气系统中的曝气机频率,所述PLC 系统包括PID功能块,所述PID功能块用于运算所述曝气机频率的设定值, 以使所述PLC系统根据所述曝气机频率的设定值自动调节所述曝气机频 率。
2.根据权利要求1所述的方法,其特征在于,所述PLC系统自动调 节所述曝气机频率包括以下步骤:
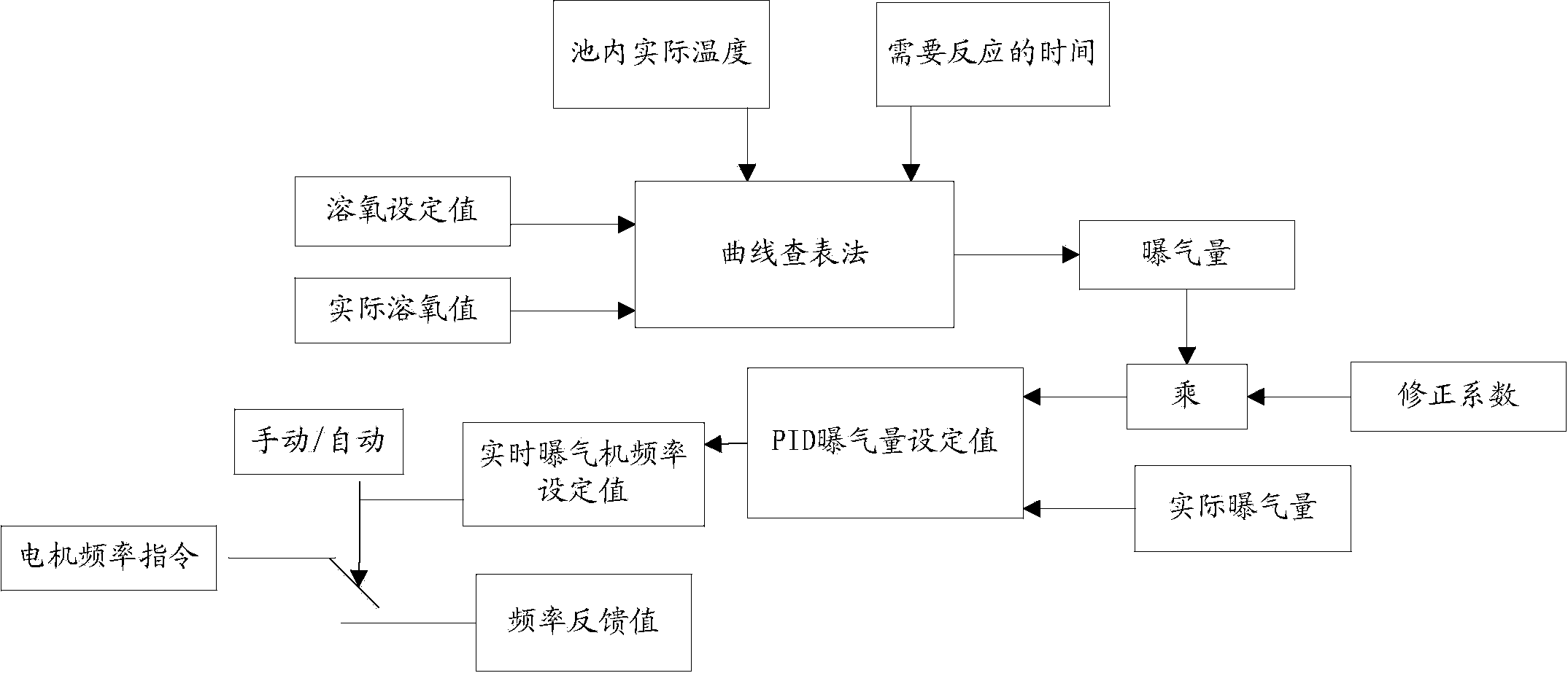
(1)根据现场实际溶氧值及溶氧设定值的差值、结合好氧反应池内 实际温度和需要反应的时间利用查表法得出需要的曝气量;
(2)将所述查表得出的曝气量乘以修正系数,并结合实际曝气量, 计算出所述PID功能块的实时PID曝气量设定值,并开始对好氧反应进行 计时;
(3)PID功能块根据所述实时PID曝气量设定值运算出实时曝气机频 率设定值;以及
(4)所述PLC系统根据所述实时曝气机频率设定值自动调节所述曝 气机的频率。
3.根据权利要求2所述的方法,其特征在于,在所述PLC系统自动 调节所述曝气机频率步骤之前,还包括以下步骤:
(1)将所述渗滤液好氧反应池曝气系统中的与所述曝气机的频率、 曝气量、好氧池内溶氧值和好氧池内温度相关的仪表设备接入所述PLC系 统,以将所述曝气机频率、曝气量、好氧池内溶氧值和好氧池内温度数据 上传到所述PLC系统;
(2)按照工艺要求,编程好所述PLC系统的控制用软件;以及
(3)对所述PLC系统进行调试:首先对所述曝气量进行标定,然后 根据现场实际运行的效果来整定所述控制用软件中的修正值及所述PID功 能块的P、I、D值。
4.根据权利要求2所述的方法,其特征在于,在满足正常运行条件时, 所述PLC系统在所述需要反应的时间内重复进行所述步骤(1)-(4),直 到所述好氧反应结束。
5.根据权利要求4所述的方法,其特征在于,在所述PLC系统还对 所述正常运行条件进行检查,以对所述曝气系统的运行过程进行实时监控。
6.根据权利要求5所述的方法,其特征在于,所述实时监控的流程如 下:
(1)判断电机是否有故障,若为是,则停止运行并报警,若为否, 则计算出所述实时PID曝气设定值;
(2)检查所述实时PID曝气设定值是否超出允许值的上下限,若为 是,则延时10秒计时时间到,然后停止运行并报警,若为否,则继续进行 下述步骤(3)的检查;
(3)检查电机反馈频率同所述实时曝气机频率设定值之间的差值是 否大于设定好的允许范围,若为是,则延时10秒计时时间到,然后停止运 行并报警,若为否,则继续进行下述步骤(4)的检查;
(4)检查溶氧设定值与实际溶氧值的差值是否大于设定好的允许范 围,若为是,则延时10秒计时时间到,然后停止运行并报警,若为否,则 继续进行下述步骤(5)的检查;
(5)检查电机频率是否长时间保持输出大于100%或小于0%,若为 是,则停止运行并报警,若为否,则正常运行。
7.根据权利要求6所述的方法,其特征在于,所述实时PID曝气量设 定值的上下限、所述电机反馈频率同实时曝气机频率设定值之间的差值的 允许范围、所述溶氧设定值、所述溶氧设定值与实际溶氧值的差值的允许 范围在所述PLC系统自动调节曝气机频率之前,预先在所述PLC系统的 人机界面上设定好。
8.根据权利要求2所述的方法,其特征在于,所述渗滤液好氧反应池 曝气系统中配置有备用曝气机,当所述查表得出的曝气量超出单台曝气机 的最大曝气量时,则启用所述备用曝气机。
9.根据权利要求8所述的方法,其特征在于,所述备用曝气机为1-3 台。
说明书
一种渗滤液好氧反应池曝气系统控制方法
技术领域
本发明涉及渗滤液处理领域,具体地,涉及一种渗滤液好氧反应池曝 气系统控制方法。
背景技术
目前,我国城市生活垃圾的处理主要采用填埋技术或焚烧技术,无论 在填埋或焚烧处理过程中都会产生垃圾渗滤液。垃圾渗滤液中CODCr浓 度约6000-70000mg/L,NH3-N浓度约1000-2500mg/L,同时含有大量溶解 性固体(钠、钙、氯化物、硫酸盐等),是一种水质水量变化大、微生物营 养元素比例失调、成分极其复杂、污染物浓度高的有机废水,并伴有极重 的腐败臭味,如不妥善处理,会对周围的水体和土壤造成严重污染,对周 边人民群众的身体健康产生严重威胁。
目前垃圾渗滤液处理方式有生物处理、物化处理和膜处理三种方式, 三种方式一般会组合应用,以保证出水达标排放。生物处理用于去除可降 解有机物和低浓度的氨氮,一般包括厌氧生物处理和好氧生物处理。其中, 在实际的渗滤液好氧生物处理中,曝气机的能耗占了渗滤液处理整体能耗 很大一部分。现有的曝气系统的控制方式主要为手动控制,根据运行人员 的经验决定曝气机的运行频率。产生的问题是要么是溶氧值不稳定导致好 氧反应差,要么是曝气过多造成能源浪费。
在资源紧缺的今天,如何在保证各方面技术指标的基础上有效控制物 料消耗,是各企业发展面临的现实问题,因此,如何在渗滤液好氧生物处 理中精确进行曝气控制,既节能又能保证较好的好氧反应效果,是水处理 企业长期以来一直追求的目标。因此,亟需开发一种既能节能又能保证较 好的好氧反应效果的曝气系统控制方法。
发明内容
针对现有的手动控制渗滤液好氧反应池曝气系统所造成的要么溶氧 值不稳定导致好氧反应差、要么曝气过多造成能源浪费的问题,本发明提 供了一种渗滤液好氧反应池曝气系统控制方法,所述控制方法利用PLC系 统自动调节曝气量,最终使溶氧值快速稳定的趋于设定值附近,即实现了 节能,又能保证较好的好氧反应效果。
本发明提供了一种渗滤液好氧反应池曝气系统控制方法,其中,在所 述控制方法中,使用PLC系统自动调节所述渗滤液好氧反应池曝气系统中 的曝气机频率,所述PLC系统包括PID功能块,所述PID功能块用于运算 所述曝气机频率的设定值,以使所述PLC系统根据所述曝气机频率的设定 值自动调节所述曝气机频率。
可选地,所述PLC系统自动调节所述曝气机频率包括以下步骤:
(1)根据现场实际溶氧值及溶氧设定值的差值、结合好氧反应池内 实际温度和需要反应的时间利用查表法得出需要的曝气量;
(2)将所述查表得出的曝气量乘以修正系数,并结合实际曝气量, 计算出所述PID功能块的实时PID曝气量设定值,并开始对好氧反应进行 计时;
(3)PID功能块根据所述实时PID曝气量设定值运算出实时曝气机频 率设定值;以及
(4)所述PLC系统根据所述实时曝气机频率设定值自动调节所述曝 气机的频率。
可选地,在所述PLC系统自动调节所述曝气机频率步骤之前,还包括 以下步骤:
(1)将所述渗滤液好氧反应池曝气系统中的与所述曝气机的频率、 曝气量、好氧池内溶氧值和好氧池内温度相关的仪表设备接入所述PLC系 统,以将所述曝气机频率、曝气量、好氧池内溶氧值和好氧池内温度数据 上传到所述PLC系统;
(2)按照工艺要求,编程好所述PLC系统的控制用软件;以及
(3)对所述PLC系统进行调试:首先对所述曝气量进行标定,然后 根据现场实际运行的效果来整定所述控制用软件中的修正值及所述PID功 能块的P、I、D值。
可选地,在满足正常运行条件时,所述PLC系统在所述需要反应的时 间内重复进行所述步骤(1)-(4),直到所述好氧反应结束。
可选地,在所述PLC系统还对所述正常运行条件进行检查,以对所述 曝气系统的运行过程进行实时监控。
可选地,所述实时监控的流程如下:
(1)判断电机是否有故障,若为是,则停止运行并报警,若为否, 则计算出所述实时PID曝气设定值;
(2)检查所述实时PID曝气设定值是否超出允许值的上下限,若为 是,则延时10秒计时时间到,然后停止运行并报警,若为否,则继续进行 下述步骤(3)的检查;
(3)检查电机反馈频率同所述实时曝气机频率设定值之间的差值是 否大于设定好的允许范围,若为是,则延时10秒计时时间到,然后停止运 行并报警,若为否,则继续进行下述步骤(4)的检查;
(4)检查溶氧设定值与实际溶氧值的差值是否大于设定好的允许范 围,若为是,则延时10秒计时时间到,然后停止运行并报警,若为否,则 继续进行下述步骤(5)的检查;
(5)检查电机频率是否长时间保持输出大于100%或小于0%,若为 是,则停止运行并报警,若为否,则正常运行。
可选地,所述实时PID曝气量设定值的上下限、所述电机反馈频率同 实时曝气机频率设定值之间的差值的允许范围、所述溶氧设定值、所述溶 氧设定值与实际溶氧值的差值的允许范围在所述PLC系统自动调节曝气 机频率之前,预先在所述PLC系统的人机界面上设定好。
可选地,所述渗滤液好氧反应池曝气系统中配置有备用曝气机,当所 述查表得出的曝气量超出单台曝气机的最大曝气量时,则启用所述备用曝 气机。
可选地,所述备用曝气机为1-3台。
本发明的渗滤液好氧反应池曝气系统控制方法,通过使用PLC系统自 动调节曝气机频率,实现了在规定的时间内使好氧池内溶氧值趋于稳定在 设定值左右,不仅实现了节能而且能保证较好的好氧反应效果,而且对比 以前的手动工作模式,通过PLC系统自动调节曝气机频率还可实现曝气系 统的自动连续运行。





