
申请日2017.10.23
公开(公告)日2018.01.19
IPC分类号D06B3/10; D06B15/02; D06B23/04; D06B23/02; D06B23/20; D06B15/00
摘要
一种织布中和洗水处理装置及方法,该装置包括依次设置的开幅机构、浸液机构、轧液机及烘干机构;浸液机构用于盛装中和洗水溶液并使开幅后的待处理织布浸入中和洗水溶液进行浸液处理;轧液机用于将浸液后的织布直接传送至轧液工位进行轧液处理,且开幅后的待处理织布在轧液机的作用下以预设速度经过浸液机构;烘干机构用于烘干经轧液处理的织布。该装置及方法避免了传统中和洗水方式进缸、中和水洗过程及出缸导致织布产生折擦痕和烂线头的问题,省去了织布摆平的工艺,简化了工艺;且开幅后的待处理织布在轧液机的作用下以一定速度经过浸液机构,无需出缸等工序直接在轧液工位进行轧液处理,使原来不连续的工艺连续便于生产,提高了处理效率。
权利要求书
1.一种织布中和洗水处理装置,其特征在于,包括依次相邻设置的开幅机构、浸液机构、轧液机及烘干机构;
所述开幅机构用于对待处理织布进行开幅处理;
所述浸液机构用于盛装中和洗水溶液并用于供开幅后的待处理织布浸入中和洗水溶液进行浸液处理;
所述轧液机具有轧液工位,所述轧液机用于将经浸液处理后的织布直接传送至所述轧液工位进行轧液处理,且所述开幅后的待处理织布在所述轧液机的作用下以预设速度经过所述浸液机构;
所述烘干机构用于烘干经轧液处理的织布。
2.如权利要求1所述的织布中和洗水处理装置,其特征在于,所述浸液机构包括浸液箱、浸液辊及支撑辊,所述浸液辊设于所述浸液箱内且用于将所述开幅后的待处理织布浸入所述中和洗水溶液中,所述支撑辊连接于所述浸液箱且位于所述浸液辊的上方,所述支撑辊与所述浸液辊平行设置,所述支撑辊至少为两个,其中两个所述支撑辊分别设于所述浸液辊的两侧。
3.如权利要求2所述的织布中和洗水处理装置,其特征在于,所述浸液辊及所述支撑辊均能够转动地连接于所述浸液箱。
4.如权利要求2所述的织布中和洗水处理装置,其特征在于,所述浸液箱的底部设有排水阀。
5.如权利要求2~4任一项所述的织布中和洗水处理装置,其特征在于,所述浸液辊与所述浸液箱的底壁的距离为8~15cm。
6.一种织布中和洗水处理方法,其特征在于,包括以下步骤:
将待处理织布进行开幅处理;
将开幅后的待处理织布浸入中和洗水溶液进行浸液处理;
将经浸液处理的织布通过轧液机直接传送至所述轧液机的轧液工位进行轧液处理,且所述开幅后的待处理织布在所述轧液机的作用下以预设速度经过所述中和洗水溶液;及
将经轧液处理的织布烘干,得到中和洗水处理后的织布。
7.如权利要求6所述的织布中和洗水处理方法,其特征在于,所述中和洗水溶液为pH值在5.5~6.5的酸溶液。
8.如权利要求6所述的织布中和洗水处理方法,其特征在于,所述中和洗水溶液与所述开幅后的待处理织布的质量比为5~10:1。
9.如权利要求6所述的织布中和洗水处理方法,其特征在于,所述预设速度为10~20m/min。
10.如权利要求6~9任一项所述的织布中和洗水处理方法,其特征在于,所述轧液处理时控制所述经轧液处理的织布的带液率为80%~200%。
说明书
织布中和洗水处理装置及方法
技术领域
本发明涉及纺织技术领域,特别是涉及一种织布中和洗水处理装置及方法。
背景技术
在纺织技术领域,如在领袖等织布采用液氨进行丝光处理后,需要去除领袖等织布上残留的氨味。目前的做法是将领袖等织物以筒布形式或堆叠方式置于染缸进行中和洗水,然后出缸,再将织布摆平,以减少领袖等织布在染缸内中和洗水时反复运动扭成一团产生的折痕,最后烘干。这种中和洗水方法的工艺流程长,操作麻烦,处理效率低。
发明内容
基于此,有必要提供一种能够简化工艺、提高处理效率的织布中和洗水处理装置及方法。
一种织布中和洗水处理装置,包括依次相邻设置的开幅机构、浸液机构、轧液机及烘干机构;
所述开幅机构用于对待处理织布进行开幅处理;
所述浸液机构用于盛装中和洗水溶液并用于供开幅后的待处理织布浸入中和洗水溶液进行浸液处理;
所述轧液机具有轧液工位,所述轧液机用于将经浸液处理后的织布直接传送至所述轧液工位进行轧液处理,且所述开幅后的待处理织布在所述轧液机的作用下以预设速度经过所述浸液机构;及
所述烘干机构用于烘干经轧液处理的织布。
上述织布中和洗水处理装置,浸液机构供经开幅机构开幅后的待处理织布浸入中和洗水溶液进行浸液处理,而且开幅后的待处理织布在轧液机的作用下以一定速度经过浸液机构,然后无需出缸等工序直接在轧液工位进行轧液处理,再烘干,使原来不连续的工艺连续便于生产,彻底改变了将领袖等织布置于染缸进行中和洗水、然后出缸、再将织布摆平的传统中和洗水方式,不仅避免了传统中和洗水方式进缸、中和水洗过程以及出缸导致织布产生折擦痕和烂线头的问题,省去了织布摆平的工艺,简化了工艺,进而提高了处理效率。
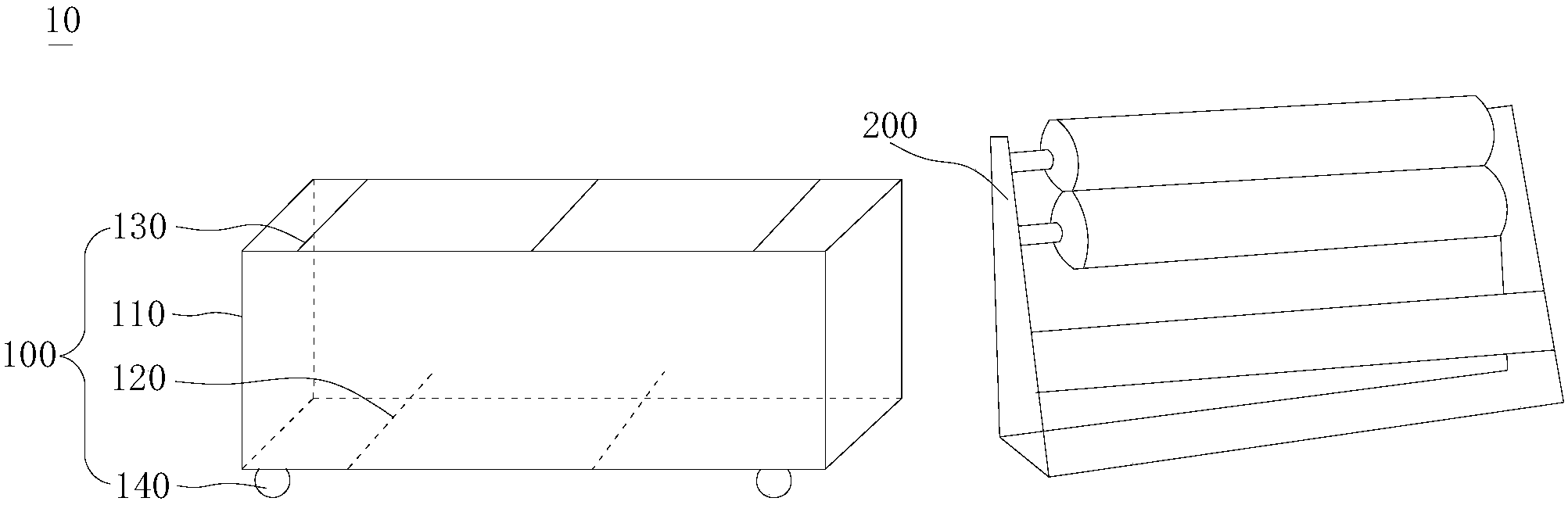
在其中一个实施例中,所述浸液机构包括浸液箱、浸液辊及支撑辊,所述浸液辊设于所述浸液箱内且用于将所述开幅后的待处理织布浸入所述中和洗水溶液中,所述支撑辊连接于所述浸液箱且位于所述浸液辊的上方,所述支撑辊与所述浸液辊平行设置,所述支撑辊至少为两个,其中两个所述支撑辊分别设于所述浸液辊的两侧。
在其中一个实施例中,所述浸液辊及所述支撑辊均能够转动地连接于所述浸液箱。
在其中一个实施例中,所述浸液箱的底部设有排水阀。
在其中一个实施例中,所述浸液辊与所述浸液箱的底壁的距离为8~15cm。
一种织布中和洗水处理方法,包括以下步骤:
将待处理织布进行开幅处理;
将开幅后的待处理织布浸入中和洗水溶液进行浸液处理;
将经浸液处理的织布通过轧液机直接传送至所述轧液机的轧液工位进行轧液处理,且所述开幅后的待处理织布在所述轧液机的作用下以预设速度经过所述中和洗水溶液;及
将经轧液处理的织布烘干,得到中和洗水处理后的织布。
在其中一个实施例中,所述中和洗水溶液为pH值在5.5~6.5的酸溶液。
在其中一个实施例中,所述中和洗水溶液与所述开幅后的待处理织布的质量比为5~10:1。
在其中一个实施例中,所述预设速度为10~20m/min。
在其中一个实施例中,所述轧液处理时控制所述经轧液处理的织布的带液率为80%~200%。





