
申请日2013.10.25
公开(公告)日2014.02.12
IPC分类号C02F9/10; C02F1/66; C02F1/52; C02F7/00
摘要
本发明公开了表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,包括预处理池(1)、曝气池(2)和混合池(3),所述的预处理池(1)的一侧设有进水口(4),与上侧第一药剂箱(5)连接的管道(6)上设有蠕动泵(7),底部设有沉淀槽(8),沉淀槽(8)上方设有搅拌器(9),曝气池(2)与预处理池(1)之间通过溢流口(10)连通,溢流口(10)处设有可移动挡板(11),曝气池(2)的上下两端分别设有第二药剂箱(12)和微纳米曝气器(13),外侧连接溶解氧监测仪(14)。采用本装置处理垃圾渗滤液废水中高浓度氨氮既无沉淀也无污泥产生,避免二次污染风险,氨氮去除率高达99.8%以上。
权利要求书
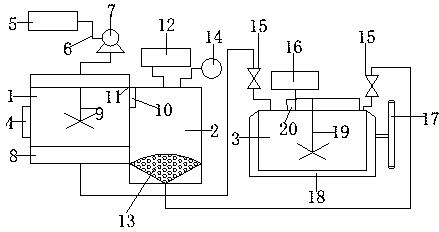
1.表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,包括预处理池(1)、曝气池(2)和混合池(3),其特征在于:所述的预处理池(1)和曝气池(2)均与混合池(3)相连,预处理池(1)的一侧设有进水口(4),与上侧第一药剂箱(5)连接的管道(6)上设有蠕动泵(7),底部设有沉淀槽(8),沉淀槽(8)上方设有搅拌器(9),曝气池(2)与预处理池(1)之间通过溢流口(10)连通,溢流口(10)处设有可移动挡板(11),曝气池(2)的上下两端分别设有第二药剂箱(12)和微纳米曝气器(13),外侧连接溶解氧监测仪(14)。
2.根据权利要求1所述的表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,其特征在于:所述的预处理池(1)和曝气池(2)与混合池(3)连接的管道上均设有流量调节阀(15)。
3.根据权利要求1所述的表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,其特征在于:所述的混合池(3)上侧连接第三加药箱(16),外围设有与蒸汽管(17)连接的夹套(18)。
4.根据权利要求3所述的表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,其特征在于:所述的第三加药箱(16)下方设有搅拌棒(19),并与一数显pH计(20)相连。
说明书
表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置
技术领域
本发明涉及表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,属于污水处理领域。
背景技术
垃圾渗滤液是在填埋场堆放过程中由于微生物的分解作用和受雨水的淋洗以及地表水和地下水的长期浸泡而产生的高浓度有机废水,氨氮浓度一般高于1000mg/L,COD浓度一般为5000~50000mg/L,导致碳氮比失调,影响生化效果。
为了提高碳、氮比值,一般通过添加甲醇等有机物的方法,但由于废水中微生物在不同增长时期所需有机物的种类和量不一,直接影响到废水中氨氮的硝化效果,如一味的过量增加有机物量,那么废水中的氨氮最终以硝酸盐或亚硝酸盐的形态排放,总氮仍然没有得到去除,对自然水体的危害显而易见。
发明内容
本发明为了解决在处理垃圾渗滤液过程中,过量的投加有机物导致废水中氨氮最终以硝酸盐、亚硝酸盐形态存在,而总氮仍没去除,有机物却又增加这一问题,提供一种表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,采用该装置处理垃圾渗滤液废水中高浓度氨氮既无沉淀也无污泥产生,避免二次污染风险,操作简单,成本低,氨氮去除率高达99.8%以上。
为了实现上述目的,本发明采取的具体技术方案是:表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置,包括预处理池(1)、曝气池(2)和混合池(3),所述的预处理池(1)和曝气池(2)均与混合池(3)相连,预处理池(1)的一侧设有进水口(4),与上侧第一药剂箱(5)连接的管道(6)上设有蠕动泵(7),底部设有沉淀槽(8),沉淀槽(8)上方设有搅拌器(9),曝气池(2)与预处理池(1)之间通过溢流口(10)连通,溢流口(10)处设有可移动挡板(11),曝气池(2)的上下两端分别设有第二药剂箱(12)和微纳米曝气器(13),外侧连接溶解氧监测仪(14)。
所述的预处理池(1)和曝气池(2)与混合池(3)连接的管道上均设有流量调节阀(15)。
所述的混合池(3)上侧连接第三加药箱(16),外围设有与蒸汽管(17)连接的夹套(18)。
所述的第三加药箱(16)下方设有搅拌棒(19),并与一数显pH计(20)相连。
所述的表面活性剂为脂肪酸钠。
本发明表面活性剂重力回灌处理垃圾渗滤液中高浓度氨氮装置的使用方法为:废水通过进水口(4)进入到预处理池(1)内部,第一药剂箱(5)通过蠕动泵(7)向预处理池(1)中添加熟石灰,启动搅拌器(9)搅拌1-2小时后静置,絮凝颗粒物落入沉淀槽(8),移动挡板(11),上清液经溢流口(10)进入曝气池(2),第二药剂箱(12)依次向曝气池(2)中投加蔗糖、酒精、甲醇、次氯酸钠,打开微纳米曝气器(13)进行充氧曝气5-6小时,当废水中溶解氧维持在2.0-2.5mg/L时停止曝气,打开流量调节阀(15),使沉淀槽(8)中的絮凝物与曝气池(2)中的液体在混合池(1)中1:1混合,第三加药箱(16)向混合池(3)中添加硫酸,并启动搅拌棒(19),调节pH值为5.1-5.3,打开蒸汽管(17)通过夹套(18)使混合池(3)中废水升温至65-75℃,反应5-6小时,即可。
本发明的有益效果是:采用本装置处理垃圾渗滤液中的高浓度氨氮,既无沉淀也无污泥产生,避免二次污染风险,氨氮去除率高达99.8%以上,同时本装置还具有结构简单,操作方便,寿命长,处理效果稳定等优点。





