
申请日2014.11.05
公开(公告)日2015.02.04
IPC分类号C02F9/14
摘要
本发明是一种好氧出水回流至厌氧池稀释并厌氧氨氧化处理煤气废水的方法,包括厌氧反应器、水解酸化反应器、好氧反应器、缺氧反应器,将总水量为 Q 的原废水量乘以0%-50%的分流系数 f 的水量直接进入水解酸化反应器;剩余 ( 1-f ) Q 水量和从好氧反应器回流的水量 RQ 进入厌氧反应器,分流了进入水解酸化反应器的氨氮进入好氧反应器后在好氧硝化菌的作用下生成硝酸盐氮和亚硝酸盐氮,然后回流进入厌氧反应器在厌氧氨氧化菌的作用下,用氨氮将其还原为氮气。其特点是:将好氧反应器出水以0%-100%的回流比R回流至厌氧反应器。具有科学合理,流程简单,运行费用低,对废水中有机物能够充分降解,水处理效果好,便于推广应用等优点。
权利要求书
1.一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,它包括厌氧反应器、水解酸化反应器、好氧反应器、缺氧反应器,将总水量为Q的原废水量乘以0%-50%分流系数f的水量直接进入水解酸化反应器;剩余(1-f)Q水量以及从好氧反应器回流的水量RQ进入厌氧反应器,分流了进入水解酸化反应器的氨氮进入好氧反应器后在好氧硝化菌的作用下生成硝酸盐氮和亚硝酸盐氮,然后回流进入厌氧反应器在厌氧氨氧化菌的作用下,用氨氮将其还原为氮气,其特征在于:将好氧反应器出水以0%-100%的回流比R回流至厌氧反应器。
2.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述厌氧反应器为至少一级厌氧反应器。
3.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述厌氧反应器的每级厌氧反应器的水力停留时间为10-80h。
4.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述水解酸化反应器的水力停留时间为10-80h。
5.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述好氧反应器的水力停留时间为10-50h。
6.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述缺氧反应器的水力停留时间为10-50h。
7.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述厌氧反应器为厌氧滤反应器、厌氧折流板反应器、厌氧膨胀床、厌氧流化床、升流式厌氧污泥床或内循环式厌氧污泥塔。
8.根据权利要求1所述的好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,其特征在于:所述好氧反应器为好氧悬浮反应器或生物膜反应器。
说明书
一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法
技术领域
本发明涉及污废水处理技术领域,是一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法。
背景技术
新型煤化工技术是一种煤炭洁净利用技术,它以煤气化为龙头,以碳化工艺技术为基础,合成、制取各种化工产品和燃料油。其排放的废水主要来源于煤炼焦、煤气净化及化工产品回收精制等过程。煤化工废水成分复杂,高氨高酚,色度和毒性高并且可生化性较差。同时,在煤化工废水中还含有很多具有生色团和助色团的有机物,使得煤化工废水具有色度和浊度也很高的特点。
为了践行可持续发展,目前我国正对能源结构进行调整,大力发展清洁能源。其中对煤综合利用特别是煤的清洁利用提出了更高的要求。煤气化是煤清洁利用的一个重要例。基于国家社会对生态环境保护的重视,对以煤气化废水为代表的高浓度含酚废水一直是研究的热点。煤化废水处理工艺包括预处理,核心处理和深度处理三个部分。预处理的任务是去除SS、固体颗粒、除油、氨和酚的脱除与回收以及提高废水后续处理的可操作性;深度处理主要采用混凝沉活、性炭吸附和臭氧氧化等方法实现对污染物的进一步去除。考虑到经济性,其核心处理工艺主要采用生物法。
厌氧法是用来处理高浓度有机废水的最佳工艺,最主要特点是可提高难降解有机物的去除效率。但是由于煤气化废水的毒性,抑制了厌氧细菌的代谢活性,传统厌氧过程的去除效果不是很理想。为了使废水排放达标,需要强化厌氧过程,并且还需采用好氧法对污染物实现进一步的去除。同时,为了取得更好的脱氮效果,好氧处理的出水还需进入缺氧反应器,以实现传统反硝化脱氮的目的。
而自20世纪90年代以来,荷兰Delft科技大学的研究者在厌氧流化床反应器中发现一种新的含高浓度氨氮废水脱氮反应过程,并由此提出了一些列新型脱氮工艺,其中包括最有应用前景的厌氧氨氧化(ANAMMOX)工艺、短程硝化―反硝化(SHARON)工艺。
ANAMMOX工艺是在厌氧条件下以亚硝酸盐为电子受体,利用自养菌将氨氮直接氧化为N2而实现脱氮处理。ANAMMOX工艺与传统的生物脱氮工艺相比,可节省约60%的供氧量,不需要外加碳源,运行费用低等优点。但是ANAMMOX菌是最初是在仅含NH4+―N和NO2――N的无机底物作为进水的流化床中发现的,故目前ANAMMOX工艺只是应用于低C/N比的废水处理中。并且ANAMMOX工艺对基质浓度有一定的要求,包括有机污染物浓度、NH4+―N和NO2――N的浓度。而NH4+―N和NO2――N既是ANAMMOX菌的基质利用物同时也是其抑制物,因为过高的NH4+―N和NO2――N浓度会对ANAMMOX菌起明显的抑制作用;
SHARON工艺是一种基于短程反硝化原理实现脱氮的工艺,该工艺是通过合理的控制好氧段的温度和停留时间等因素,使反应器的运行条件成为亚硝化菌生存的最佳环境,进而使硝化段控制在亚硝化阶段,以NO2――N为终产物,在缺氧段实现反硝化过程。该工艺的特点是将硝化过程稳定地控制在亚硝化阶段,以NO2――N为硝化终产物,与传统的硝化―反硝化工艺相比,可节省25%的供氧量和节省40%甲醇(外碳源),但是在SHARON工艺中,也需要对硝化反应器进行碱度的补充,同时亚硝化菌是自养菌,当硝化反应器进水有机物浓度过高时,会使增殖速度较高的异养型细菌迅速增殖,从而使自养型的亚硝化菌得不到优势,不能成为优占菌属,亚硝化反应最终将无法进行。
发明内容
本发明的目的是对现有ANAMMOX工艺和SHARON工艺进行有机的组合,并进行实质性改进和创新,将其运用到煤气化废水处理中,在充分利用两者优势的同时,克服现有两种工艺各自存在的缺点,提供一种科学合理、流程简单、运行费用低,对煤气化废水中有机物能够充分降解,水处理效果好,便于推广应用的一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气化废水的方法。
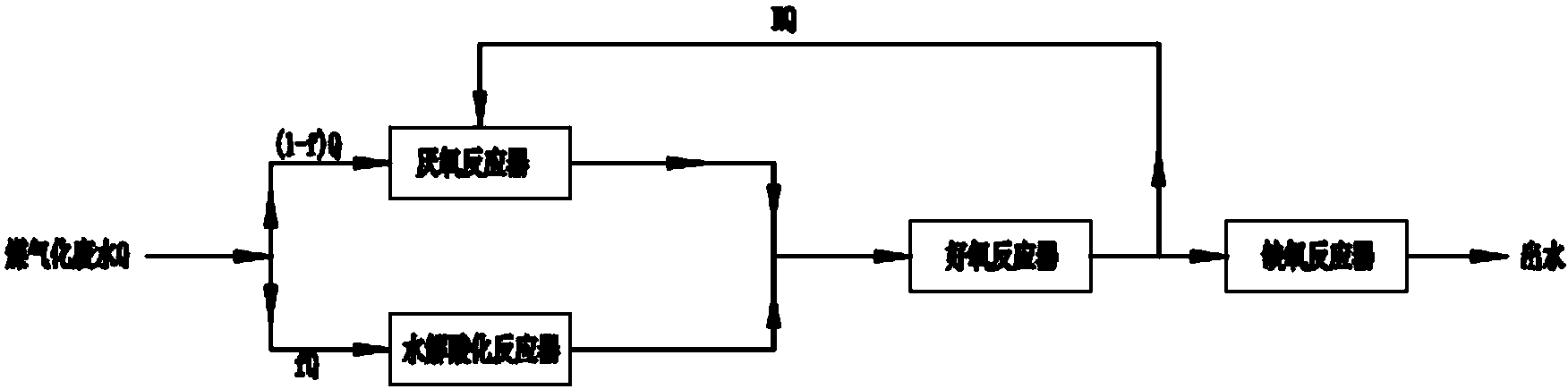
实现本发明目的所采用的技术方案是:一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,它包括厌氧反应器、水解酸化反应器、好氧反应器、缺氧反应器,将总水量为Q的原废水量乘以0%-50%分流系数f的水量直接进入水解酸化反应器;剩余(1-f)Q水量以及从好氧反应器回流的水量RQ进入厌氧反应器,分流了进入水解酸化反应器的氨氮进入好氧反应器后在好氧硝化菌的作用下生成硝酸盐氮和亚硝酸盐氮,然后回流进入厌氧反应器在厌氧氨氧化菌的作用下,用氨氮将其还原为氮气,其特征在于:将好氧反应器出水以0%-100%的回流比R回流至厌氧反应器。
所述厌氧反应器为至少一级厌氧反应器。
所述厌氧反应器的每级厌氧反应器的水力停留时间为10-80h。
所述水解酸化反应器的水力停留时间为10-80h。
所述好氧反应器的水力停留时间为10-50h。
所述缺氧反应器的水力停留时间为10-50h。
所述厌氧反应器为厌氧滤反应器、厌氧折流板反应器、厌氧膨胀床、厌氧流化床、升流式厌氧污泥床或内循环式厌氧污泥塔。
所述好氧反应器为好氧悬浮反应器或生物膜反应器。
本发明的一种好氧出水回流至厌氧反应器稀释并厌氧氨氧化处理煤气废水的方法,将煤气化废水分为两个部分,一部分进入水解酸化反应器,将复杂有机物在水解发酵细菌作用下,将各类复杂有机质水解成简单的有机物,以提高废水的可生化性。水解酸化的出水进入好氧反应器,在好氧段主要实现有机物的降解及硝化功能,并且尽可能使硝化阶段控制在亚硝化阶段。另一部分的煤气化废水联同好氧反应器的部分出水回流到厌氧反应器可实现稀释厌氧进水中有机物的浓度和NH4+―N、NO2――N的浓度,有效的改善基质浓度对ANAMMOX菌的抑制作用,有利于厌氧氨氧化反应的顺利进行。厌氧氨氧化反应会消耗H+,产生的碱度可对好氧反应器中硝化过程造成的碱度消耗进行补充而无需外加碱度物质。同时,厌氧处理可去除一定的有机物,使好氧进水有机负荷得以降低,对保障亚硝化菌成为优占菌有很重要作用。而厌氧反应器出水与水解酸化反应器的出水一同进入到好氧反应器,好氧反应器的出水在进入到缺氧反应器,在缺氧反应器只要实现反硝化功能。若能将好氧反应器很好的控制在亚硝化阶段的话,则可实现短程硝化―反硝化过程。同时通过各个阶段停留时间的合理控制以及正确选取反应器类型,以实现有机物的最大化降解。由于本发明对现有的ANAMMOX工艺和SHARON工艺进行了有机的组合,并开创性地将好氧反应器出水以0%-100%的回流比R回流至厌氧反应器,可有效减少硝化段的供氧量和反硝化段的碳源量,具有科学合理、流程简单、运行费用低,对煤气化废水中有机物能够充分降解,水处理效果好,便于推广应用等优点。





