
ЁЁЁЁЩъЧыШе2013.05.04
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2013.07.10
ЁЁЁЁIPCЗжРрКХC02F9/14
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЩцМАгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЃЌгааЇНтОіЩњЛЏаЇТЪИпЁЂВйзїМђЕЅЁЂДІРэЗбгУЕЭЁЂЩњЛЏГіЫЎгХгкЗЂНЭОЦОЋЗЯЫЎХХЗХБъзМЃЌЭЌЪБЩюЖШГіЫЎТњзуЙЄвЕбЛЗРфШДЫЎВЙГфгУЫЎЕФЮЪЬтЃЌЗНЗЈЪЧЃЌИёеЄРЙНиДжДѓаќИЁЮяЃЌОНЕЮТЃЌЕїНкpHжЕ;НЋЕїpHжЕКѓЕФЗЯЫЎБУШыЫЎНтЫсЛЏГиЃЌЫЎНтЫсЛЏКѓОФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїбсбѕДІРэЃЌбсбѕДІРэКѓЕФВПЗжЗЯЫЎНјааЬюСЯбЛЗЪНЛюадЮлФрЗЈКУбѕДІРэЃЌЮДОбсбѕДІРэЕФВПЗжЗЯЫЎЛиСїжСЩЯСїЪНбсбѕЮлФрЗДгІЦїНјЫЎПкЃЌдйДЮНјШыЩЯСїЪНбсбѕЮлФрЗДгІЦїЃЌНјаабсбѕДІРэЃЌКУбѕДІРэЙ§ГЬжавЊНјааЙФЗчЃЌКУбѕДІРэКѓЕФЗЯЫЎНјШыжаМфЫЎОЎЃЌдйНјааЛьФ§ГСЕэГиГСЕэКѓЃЌНјШыЖрНщжЪЕФЙ§ТЫЦїЙ§ТЫЃЌЯћЖОЃЌБОЗЂУїВйзїМђЕЅЁЂДІРэЗбгУЕЭЁЂЩњЛЏаЇТЪИпЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
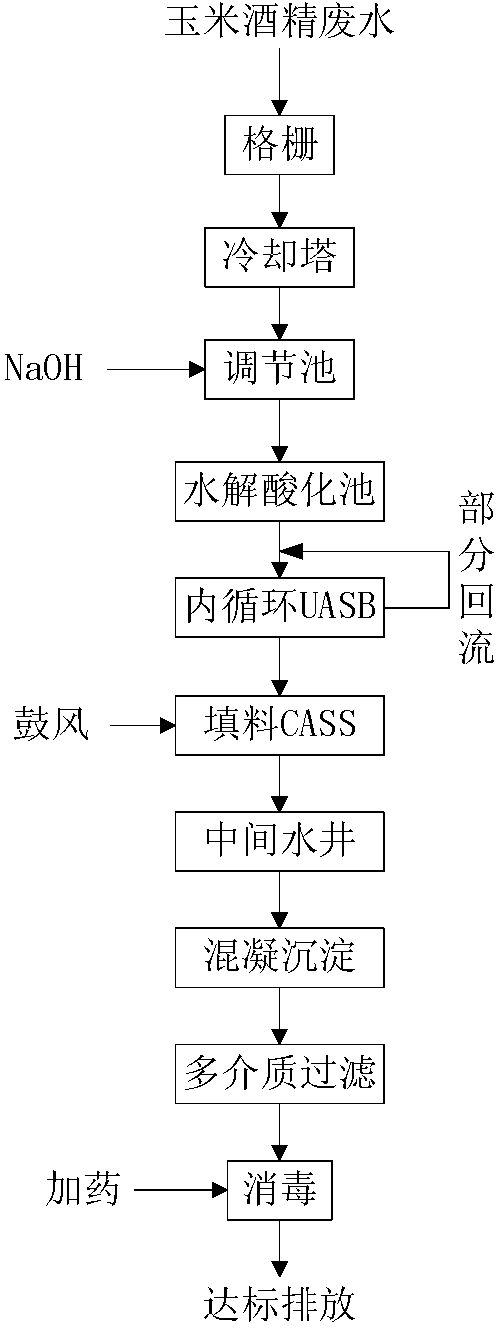
ЁЁЁЁ1.вЛжжгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЃЌЦфЬиеїдкгкЃЌЪзЯШдкЕїНкГиЕїНкЗЯЫЎpH;НЋЗЯЫЎНјааЫЎНтЫсЛЏдЄДІРэЃЌШЅГ§ЗЯЫЎжаВПЗжаќИЁЮяЁЂЬсИпЗЯЫЎЕФПЩЩњЛЏадЃЌЫЎНтЫсЛЏЫЎСІЭЃСєЪБМфЮЊ10-12h;дйНЋОЫЎНтЫсЛЏДІРэКѓЕФЗЯЫЎНјааФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїбсбѕДІРэЃЌФкбЛЗЕФПЊЦєПЩзджїЕїНкЩЯСїЪНбсбѕЮлФрЗДгІЦїШнЛ§ИККЩ;ШЛКѓдйНЋбсбѕДІРэКѓЕФЗЯЫЎНјааЬюСЯбЛЗЪНЛюадЮлФрЗЈКУбѕДІРэЃЌзюКѓНЋКУбѕДІРэКѓЕФЗЯЫЎВЩгУЛьФ§ГСЕэ-Й§ТЫМАЯћЖОЙЄвеНјааЩюЖШДІРэЃЌЦфОпЬхВНжшЪЧЃК
ЁЁЁЁ(1)ЗЯЫЎНјШыЮлЫЎеОКѓЯШОМфОр5mmЕФИёеЄРЙНиГ§ШЅДжДѓаќИЁЮяЃЌдйНјШыРфШДЫўНЋЗЯЫЎЮТЖШНЕжС38-40ЁцЃЌРфШДЫўГіЫЎздСїШыЕїНкГиЃЌЭЈЙ§ЧтбѕЛЏФЦМювКЕїНкЗЯЫЎpHЮЊ 6.0ЁР0.5ЃЌЕїНкГиБэУцИККЩЮЊ0.7-0.8m3/m2ЁЄhЃЌЫЎСІЭЃСєЪБМф2.5-3h;
ЁЁЁЁ(2)НЋОpHЕїНкКѓЕФЗЯЫЎБУШыЫЎНтЫсЛЏГиНјааЫЎНтЫсЛЏЃЌЫЎСІЭЃСєЪБМфЮЊ10-12h;ОЫЎНтЫсЛЏЕФЗЯЫЎЃЌЗЯЫЎСПЩшЮЊQ1ЃЌБУШыФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїНјЫЎЙмЃЌЭЌЪБВПЗжНшжњЩЯСїЪНбсбѕЮлФрЗДгІЦїФкбЛЗзАжУЛиСїЕФЗЯЫЎЃЌЛиСїЕФЗЯЫЎСПЩшЮЊQ2ЃЌВЂШыЕНФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїЕФНјЫЎЙмжаЃЌНјЫЎЙмжаЫЎСПЩшЮЊQЃЌQ= Q1+Q2ЃЌЛиСїБШQ2ЉUQ1=50-300ЉU100ЃЌЭЈЙ§ЦфЕзВПЕФВМЫЎЯЕЭГНЋЛьКЯКѓЕФЗЯЫЎОљдШЗжВМЕНФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїжаЃЌДгЖјЪЕЯжШнЛ§ИККЩЕФзджїЕїНк;
ЁЁЁЁ(3)НЋОФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїбсбѕДІРэКѓЕФЗЯЫЎздСїШыЬюСЯбЛЗЪНЛюадЮлФрЗЈГиНјааКУбѕДІРэЃЌЬюСЯбЛЗЪНЛюадЮлФрЗЈГиЕФШнЛ§ИККЩЮЊ0.3-0.5 kgBOD/m3ЁЄdЁЂЭЈЙ§ЕїНкЙФЗчЛњЦиЦјСППижЦГиФкШмНтбѕХЈЖШЮЊ2.0-2.5mg/LЁЂЮлФрХЈЖШ4000-5000 mg/LЁЂЬюСЯбЛЗЪНЛюадЮлФрЗЈГиГіЫЎздСїШыжаМфЫЎОЎЃЌжаМфЫЎОЎЕФЫЎСІЭЃСєЪБМфЮЊ3-4h;
ЁЁЁЁ(4)НЋОВНжш(3)ДІРэКѓЕФЗЯЫЎБУШыЛьФ§ГСЕэГиЃЌЭЌЪБгЩМЦСПБУЯђГиФкЭЖМгОлКЯСђЫсТС(PAS)НјааЛьФ§ЃЌУПДІРэ1m3ЗЯЫЎОлКЯСђЫсТСЭЖМгСПЮЊ60g;ЛьФ§ГСЕэГіЫЎБУШыЖрНщжЪЙ§ТЫЦїЃЌЖрНщжЪЙ§ТЫЦїжагЩЩЯжСЯТЬюГфРљЪЏЁЂЪЏгЂЩАЁЂЮобЬУКНщжЪ;ВЩгУЖўбѕЛЏТШ(ClO2)ЗЂЩњЦїЖдЙ§ТЫГіЫЎНјааЯћЖОДІРэЃЌУП1m3ЗЯЫЎжаЖўбѕЛЏТШЭЖМгСПЮЊ20gЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЃЌЦфЬиеїдкгкЃЌЫљЪіЕФФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїЕФжїЬхВПЗжПХСЃЮлФрДВгыШ§ЯрЗжРыЦїжЎМфЕФПеЯЖДІдіЩшФкЛиСїЙмТЗЃЌФкбЛЗЯЕЭГгажњгкЕїНкЗЯЫЎЮТЖШКЭpHжЕЃЌЬсИпЩЯЩ§СїЫйЃЌЬсЩ§ФрЫЎЛьКЯаЇТЪЃЌЫѕЖЬЩЯСїЪНбсбѕЮлФрЗДгІЦїЦєЖЏЦкКЭПХСЃЮлФрХрбјжмЦкЃЌЬсИпЮлЫЎОЛЛЏДІРэаЇТЪЃЌНЕЕЭФЉЖЫДІРэЮлШОИККЩЃЌФкбЛЗЯЕЭГЭЈЙ§ЕїНкЛиСїБШЪЕЯжзджїЕїНкШнЛ§ИККЩЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЃЌЦфЬиеїдкгкЃЌЫљЪіЕФЬюСЯбЛЗЪНЛюадЮлФрЗЈГиЃЌЭЈЙ§дкЗДгІГиффЫЎЦї0.5mвдЯТЁЂГиЕзВП1.0mвдЩЯЩшжУЭјЯфЃЌЭјЯфФкзАЬюжБОЖ8cmаќИЁЧђзїЮЊбЛЗЪНЛюадЮлФрЗЈГиЬюСЯЃЌЬюСЯПЩгааЇБмУтЦиЦјЦјХнЖдЦфБэУцЩњЮяФЄЕФМєЧаЁЂМѕаЁЫЎСїЖдЩњЮяФЄЕФГхЫЂЃЌДгЖјгаРћгкЮЂЩњЮяИНзХЃЌЩњЮяФЄКёЖШж№НЅдіДѓЃЌзюжеЩњЮяФЄКёЖШДѓИХдк0.4mmЃЌДДдьСЫЭЌВНЯѕЛЏКЭЗДЯѕЛЏЕФЬѕМўЃЌЪЙвЛаЉЪРДњЪБМфНЯГЄЁЂБШдіжЕЫйЖШНЯаЁЕФЯѕЛЏОњЕУвдИНзХЗБжГЃЌзюжеДяЕНCASSГиЧПЛЏЩњЮяЭбЕЊаЇЙћ;ЩњЮяФЄФкЩњЮяЯрЗсИЛЃЌбгГЄСЫЮЂЩњЮяЪГЮяСДЃЌЬсИпСЫЩњЮяСПЃЌДгЖјЬсЩ§CASSГиЕФПЙГхЛїФмСІ;СэЭтЬюСЯЕФЬюМгПЩвдНЕЕЭЮлФрВњТЪЃЌДгЖјВЛвзВњЩњЮлФрХђеЭЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАЗЯЫЎДІРэЃЌЬиБ№ЪЧвЛжжгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁгёУзОЦОЋЗЯЫЎЪЧвдгёУзЮЊдСЯеєСѓЗЂНЭГЩЪьѕВЪБДжеєСѓЫўЕзВПХХЗХЕФеєСѓВаСєЮяЁЊЁЊОЦОЋЗЯѕВ(ИпХЈЖШгаЛњЗЯЫЎ)ЃЌвдМАЩњВњЙ§ГЬжаЕФЯДЕгЫЎ(жаХЈЖШгаЛњЗЯЫЎ)КЭРфШДЫЎЁЃгёУзОЦОЋЗЯЫЎХХЗХСПДѓЃЌУПЩњВњ1ЖжОЦОЋХХГіЕФЗЯЫЎЮЊ10~14ЖжЃЌЪЧОЦОЋЙЄвЕживЊЕФЮлШОдДЁЃгёУзОЦОЋЗЯЫЎжївЊЮлШОЮяЮЊCODcrЁЂNH3-NЁЂSSЃЌЦфХЈЖШЗжБ№дк3000~15000mg/LЁЂ10~35mg/LЃЌ800~2500mg/LжЎМфЁЃЦфЫќЮлШОЮяжївЊАќРЈЃКаќИЁдкЗЯЫЎжаЕФгЭжЌЁЂЕэЗлЁЂНК;ШмНтдкЫЎжаЕФЬЧЁЂЫсЁЂМюЁЂбЮЕШ;ЦНОљЫЎЮТДя75ЁцЃЌеєСѓИЊЕзХХГіЕФЗЯЫЎЮТЖШИпДя100Ёц;аќИЁЮяКЌСПИпЃЌЦфжагаЛњЮяеМ94%~95%ЃЌЛвЗжеМ5%~6%;ЭтЙлЛызЧЁЂЩЋЖШИпЁЂвзИЏАмЁЃЗЯЫЎбеЩЋНЯЩюЃЌВЛФмжБНгХХШыЫЎЬхЃЌЗёдђЛсгАЯьЫЎЩњжВЮяМАдхРрЕФЙтКЯзїгУЃЌНЕЕЭЫЎжаШмНтбѕХЈЖШЃЌДгЖјгАЯьЫЎЩњЖЏЮяЕФЩњГЄЁЃгёУзОЦОЋЗЯЫЎГЪЫсад(pHвЛАуЕЭгк5.5)ЃЌКЌгаСзЫсбЮМАгаЛњЫсЃЌИЏЪДадЧПЁЃетаЉгаЛњЫсКЭЮоЛњЫсжБНгХХЙрХЉЬяВЛНіЩеЫРзЏМкЃЌЖјЧвЪЙЭСШРАхНсЁЃДЫЭтЃЌгёУзОЦОЋЗЯЫЎжаКЌгаДѓСПЕЭЗжзгЛЏКЯЮяЃЌШчЖЁДМЁЂввДМЁЂБћЭЊЕШЃЌвдМАДѓСПЕФЬМЫЎЛЏКЯЮяЁЂЕЊЛЏКЯЮяЁЂжЌЗОЕШгаЛњЮяЃЌЕЊЁЂСзКЌСПИпЃЌШчЙћжБНгХХЗХЃЌЛсдьГЩЫЎЬхИЛгЊбјЛЏЁЃ
ЁЁЁЁФПЧАЙњФкЭтВЩгУЕФДІРэЗНЗЈжївЊЪЧЩњЛЏДІРэЗЈЁЃ
ЁЁЁЁгёУзОЦОЋЗЯЫЎжаЕФжївЊГЩЗжЖрЮЊЮЂЩњЮяПЩРћгУЕФгЊбјЮяжЪЃЌЗЯЫЎЕФПЩЩњЛЏадКУЃЌвђДЫЙњФкЭтЖдДЫЗЯЫЎНЯГЃВЩгУЩњЛЏЗЈНјааДІРэЁЃИљОнетРрЗЯЫЎгаЛњЮяХЈЖШИпЕФЬиЕуЃЌВЩгУЕФЗНЗЈжївЊЪЧбсбѕ+КУбѕДІРэЁЃЩњЛЏЗЈЪЧФПЧАгёУзОЦОЋЗЯЫЎДІРэВЩгУЕФзюЙуЗКЕФЗНЗЈЃЌВЂШЁЕУСЫвЛЖЈЕФШЅГ§аЇЙћЁЃЕЋЪЧШдДцдкзХВЛзужЎДІЃКбсбѕДІРэЪБМфНЯГЄЃЌЗДгІЦїГѕДЮЦєЖЏЙ§ГЬЛКТ§ЃЌЧвгёУзОЦОЋЗЯЫЎжааќИЁЮяХЈЖШИпЃЌЯожЦСЫбсбѕЗДгІЦїЕФдЫаааЇЙћЁЃЖЌМОдЫааВЛЮШЖЈЃЌЖдАБЕЊШЅГ§аЇЙћВЈЖЏДѓЁЃзд2012Фъ1дТЁЖЗЂНЭОЦОЋКЭАзОЦаавЕЫЎЮлШОЮяХХЗХБъзМЁЗЪЕЪЉвдРДЃЌОЦОЋГЇЗЯЫЎЮлШОЮяХХЗХВЛдйжДааЁЖЮлЫЎзлКЯХХЗХБъзМЁЗ(GB8978-1996),жДааБъзМЕФбЯИёЃЌдьГЩСЫВПЗжОЦОЋГЇХХЗХЕФЗЯЫЎЪБгаВЛДяБъЯжЯѓЁЃЭЌЪБбсбѕЗЈгыКУбѕЗЈЖдгёУзОЦОЋЗЯЫЎЕФЩЋЖШШЅГ§аЇЙћВЛУїЯдЃЌвђДЫЬНЫївЛжжВйзїМђБуЁЂДІРэаЇЙћКУЁЂЭЖзЪЩйЁЂдЫааЗбгУЕЭЕФгёУзОЦОЋЗЯЫЎДІРэЙЄвеЪЧвЛИіиНашНтОіЕФЮЪЬтЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁеыЖдЩЯЪіЧщПіЃЌЮЊПЫЗўЯжгаММЪѕжЎШБЯнЃЌБОЗЂУїжЎФПЕФОЭЪЧЬсЙЉвЛжжгёУзОЦОЋЗЯЫЎЕФМЏГЩДІРэЗНЗЈЃЌПЩгааЇНтОіЩњЛЏаЇТЪИпЁЂВйзїМђЕЅЁЂДІРэЗбгУЕЭЁЂЩњЛЏГіЫЎгХгкЗЂНЭОЦОЋЗЯЫЎХХЗХБъзМЃЌЭЌЪБЩюЖШГіЫЎТњзуЙЄвЕбЛЗРфШДЫЎВЙГфгУЫЎЫЎжЪвЊЧѓЕФЮЪЬтЁЃ
ЁЁЁЁБОЗЂУїНтОіЕФММЪѕЗНАИЪЧЃЌЪзЯШдкЕїНкГиЕїНкЗЯЫЎpH;НЋЗЯЫЎНјааЫЎНтЫсЛЏдЄДІРэЃЌШЅГ§ЗЯЫЎжаВПЗжаќИЁЮяЁЂЬсИпЗЯЫЎЕФПЩЩњЛЏадЃЌЫЎНтЫсЛЏЫЎСІЭЃСєЪБМфЮЊ10~12h;дйНЋОЫЎНтЫсЛЏДІРэКѓЕФЗЯЫЎНјааФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦї(UASBЃЌгжГЦЩ§СїЪНбсбѕЮлФрДВ)бсбѕДІРэЃЌФкбЛЗЕФПЊЦєПЩзджїЕїНкЩЯСїЪНбсбѕЮлФрЗДгІЦї(UASB)ШнЛ§ИККЩ;ШЛКѓдйНЋбсбѕДІРэКѓЕФЗЯЫЎНјааЬюСЯбЛЗЪНЛюадЮлФрЗЈ(CASS)КУбѕДІРэЃЌзюКѓНЋКУбѕДІРэКѓЕФЗЯЫЎВЩгУЛьФ§ГСЕэ-Й§ТЫМАЯћЖОЙЄвеНјааЩюЖШДІРэЃЌЦфВНжшЪЧЃКИёеЄРЙНиДжДѓаќИЁЮяЃЌОРфШДЫўНЕЮТЃЌНјШыЕїНкГиЕїНкpHжЕ;НЋЕїpHжЕКѓЕФЗЯЫЎБУШыЫЎНтЫсЛЏГиЃЌЫЎНтЫсЛЏКѓОФкбЛЗЩЯСїЪНбсбѕЮлФрЗДгІЦїбсбѕДІРэЃЌбсбѕДІРэКѓЕФВПЗжЗЯЫЎНјааЬюСЯбЛЗЪНЛюадЮлФрЗЈКУбѕДІРэЃЌЮДОбсбѕДІРэЕФВПЗжЗЯЫЎЛиСїжСЩЯСїЪНбсбѕЮлФрЗДгІЦїНјЫЎПкЃЌдйДЮНјШыЩЯСїЪНбсбѕЮлФрЗДгІЦїЃЌНјаабсбѕДІРэЃЌКУбѕДІРэЙ§ГЬжавЊНјааЙФЗчЃЌКУбѕДІРэКѓЕФЗЯЫЎНјШыжаМфЫЎОЎЃЌдйНјааЛьФ§ГСЕэГиГСЕэКѓЃЌНјШыЖрНщжЪЕФЙ§ТЫЦїЙ§ТЫЃЌОЯћЖОКѓЃЌМДПЩДяЕНХХЗХБъзМЃЌдйРћгУЁЃ
ЁЁЁЁБОЗЂУїМЏГЩДІРэММЪѕОпгаВйзїМђЕЅЁЂДІРэЗбгУЕЭЁЂЩњЛЏаЇТЪИпЃЌЩюЖШГіЫЎПЩТњзуЁЖЙЄвЕбЛЗРфШДЫЎДІРэЩшМЦЙцЗЖЁЗ(GB50050-2007)вЊЧѓЃЌЪЧгёУзОЦОЋЗЯЫЎДІРэЩЯЕФвЛДѓДДаТЁЃ





