
����������2012.06.01
��������(����)��2012.10.03
����IPC�����C02F3/30
����ժҪ
���������������˲������������Ϸ�����������������Һ�ıջ�����ϵͳ�����ѵ���̼��������ϵͳ�еĿɱ�̿��������ˮ�á���ˮ�������෧����������ķ���ͽ�����ˮ�������������ӣ�ͨ���������Զ����Ʒ�Ӧ���Ľ�ˮ�����衢�������������������ˮ�ȹ��̣������к���ϵͳ���Ʒ�Ӧ�¶ȡ����ѵ���̼�����������²��裺��ˮ������ȱ������ѷ�Ӧ���ڵIJ�������������������������Ȼ�������Խ���ʣ���л���ͽ��в�����������ʹ�ֿɽ����л���õ�ȥ����ʹԼ53%�İ���ת��Ϊ��������Ϊ���������������������������������ܶ���������Һʵ���ȶ��ķ������Ͳ���������������������Чȥ���л����������Ժá����Ըߣ�ȫ�Զ����ƣ�����ɿ���
����Ȩ��Ҫ����
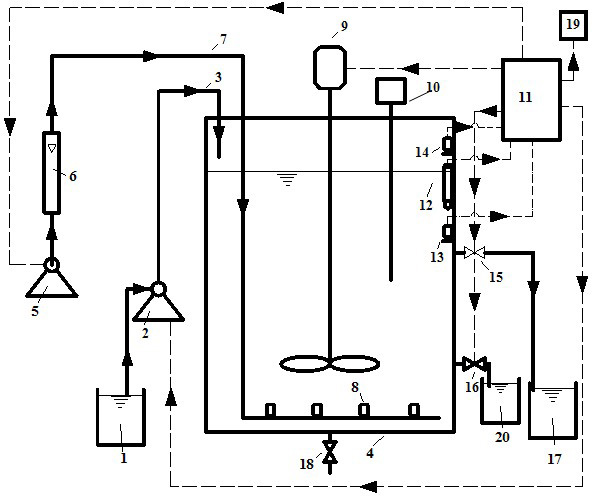
����1.һ�ֲ������������Ϸ�����������������Һ�ıջ�����ϵͳ�����������ڰ�����Ӧ��(4)���Կ�ϵͳ�����¿���ϵͳ(10)������ϵͳ����ˮϵͳ����ˮϵͳ������ϵͳ������ϵͳ����˳�����ӵĹķ��(5)������ת��������(6)��������(7)��������(7)��λ�ڷ�Ӧ��(4)�ײ��IJ�������������ͷ(8)��������(7)��ĩ��ճ�������ܶ�ͷ;������ˮϵͳ������ˮ��(1)����ˮ��(2)���ˮ��(3)����ˮ��(2)�Ľ�ˮ�˽���ˮ��(1)����ˮ��(2)�ij�ˮ�����ˮ��(3)��һ�����ӣ���ˮ��(3)����һ��ͨ��Ӧ��(4)��;������ˮϵͳ������ˮ��ŷ�(15)�ͳ�ˮ��(17)������ɣ���Ӧ��(4)����ij�ˮ����������ˮ��ŷ�(15)һ�����ӣ���ˮ��ŷ�(15)����һ�����ˮ��(17)����;����ϵͳ���������ŷ�(16)��������(20)��������(20)ͨ�������ŷ�(16)�뷴Ӧ��(4)����ij��������;��Ӧ��(4)�л����н������pH������(12)����ˮ����(13);�������Կ�ϵͳ�����ɱ�̿�����(11)���ɱ�̿�����(11)�ֱ����ˮ��(2)����ˮ��ŷ�(15)�������ŷ�(16)�������(9)���ķ��(5)��pH������(12)�ͳ�ˮ����(13)���ӣ����Ʒ�Ӧ��(4)�Ľ�ˮ�����衢�������������������ˮ����;���¿���ϵͳ(10)���������ӵ��¶ȿ������ͼ��Ȱ������ڶ������Զ����Ʒ�Ӧ���¶ȣ����Ȱ�λ�ڷ�Ӧ��(4)�С�
����2.����Ȩ��Ҫ��1�����IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�����������ڻ���������ϵͳ������ϵͳ���������ӵı�������(14)�ͱ�����(19)����������(14)λ�ڷ�Ӧ��(4)���ڲ����λ�ڳ�ˮ����(13)�Ϸ�����������(14)�ͱ�����(19)����ɱ�̿�����(11)���ӡ�
����3.����Ȩ��Ҫ��1�����IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�����������ڷ�Ӧ��(4)����ij�ˮ��λ�ڳ�����Ϸ���
����4.����Ȩ��Ҫ��1�����IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�����������ڷ�Ӧ��(4)�ĵ�������շ�(18)��
����5.һ������Ȩ��Ҫ��1�����IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ���ѵ���̼���������������ڰ������¼������裺
����(1)��ˮ����裺����������Ӧ��ʱ���ɱ�̿�����(11)������ˮ�ð���������Һ���뷴Ӧ���ڣ���ˮ��ϣ�����ȱ������1.5~2.5Сʱ������ԭˮ�еĿɽ����л��ォ��Ӧ����25%~30%����������23%~28%����������������������л��ﲿ�ֺϳ�Ϊ��������ת��ΪCO2���γ�����ˮ������������������������ת��Ϊ�������ѳ����ﵽͬʱ�ѳ�����̬�����벿�ֿɽ����л����Ŀ��;
����(2)������ȱ�����������ʼ��������������ͨ������������ˮ�İ������л���Ⱦ�ﷴӦ�����дֿɽ����л���������������⣬����������������������Ӧ������Ӧ����50%~60%�İ���ת����������������1%~2%�İ���ת��Ϊ����;
����(3)���ࡢ��������ˮ��������ʹ��ӦpHֵ�������趨��Χ8.15~8.35�ɱ�̿��������������ŷ��������ų���ˮ���Һ��Ȼ��Ӧ��ֹͣ������������Σ���������������������ˮ����ˮ������ͨ���ɱ�̿�����(11)�Զ�������һ���ڵ�ѭ����
����6.����Ȩ��Ҫ��5�������ѵ���̼���������������ڸ��ѵ���̼���������ɿɱ�̿������IJ���ָ��������������У�����Ϊͣ�籣�֣�����ͣ����ҿ������̡�
����7.����Ȩ��Ҫ��5�������ѵ���̼����������������ͨ�����¿���ϵͳ(10)���Ʒ�Ӧ���ڷ�Ӧ�¶�Ϊ26��1�棬pHֵΪ8.2~8.5���ܽ�����0.3~1.5 mg/L������ͣ��ʱ��Ϊ60~90 d��ˮ��ͣ��ʱ��Ϊ1.2~3.0 d;���������κ������ڼ� ��
����8.����Ȩ��Ҫ��5�������ѵ���̼���������������������������õı����������Ϊ15~30 L/L? h���������ָ��Ϊ40~60ml/g������Ũ��Ϊ5000~8500 mg/L��
����9.����Ȩ��Ҫ��5�������ѵ���̼������������������������Һ�Ľ�ˮCODΪ1800~8500 mg/L��BOD5Ϊ200~800 mg/L������Ϊ980~1800 mg/L��pHΪ8.40~8.80�����Ϊ5000~9000 mg CaCO3/L��
����10.����Ȩ��Ҫ��5��������������Һ���ѵ���̼���������������ڵ�����ʹ��ӦpHֵ�������趨��Χ8.20~8.50�ɱ�̿��������������ŷ��������ų���ˮ���Һ500~1000 mL��Ȼ��Ӧ��ֹͣ������������Ρ�
����˵����
�����������������Ϸ�����������������Һ�ıջ�����ϵͳ�����ѵ���̼����
������������
�����������漰��ˮ���ﴦ�������������漰�������������Ϸ�����������������Һ�ıջ�����ϵͳ��
������������
�������������������������Һ�ɷݸ��ӣ���Ⱦ���ɸߣ������ѶȴԵر�ˮ�͵���ˮ���м����DZ��Σ���ԡ����⣬��������Һ������������������ӣ�̼�������ͣ�������Խ��Խ�������Լ�ų��������ѵ����ն�����Һ���ѵ�Ч���ʹ������ɡ����������������������������������ʡ�ܺġ���Լ̼Դ�Ͳ������͵��ŵ�ʹ��������Һ���ָ߰�����ˮ�ľ����Դ���������ϣ����
����Ŀǰ�����ò������������մ�������Һ����������ױ�����2007��Ganigue R. ��(Ganigue R., Lopez H., Balaguer M.D., Colprim J., 2007. Partial ammonium oxidation to nitrite of high ammonium content urban land fill leachates [J]. Water Res. 41 (15), 3317-3326)����20 L���Կ�����ʽ��Ӧ��������������8 h����Ӧ�¶�36��1�棬DO 2 mg/L��ƽ��SRT 5 d������Ũ��500~1000 mg/L����ӦpHΪ6.8~7.1�������½�����������Һ�IJ�������������������˽��ȶ��IJ���������Ч����2009��Ganigue R. ��(Ganigue R., Gabarro J., Sanchez-Melsio A., Ruscalleda M., Lopez H., Vila X., Colprim J., Balaguer M.D., 2009. Long-term operation of a partial nitritation pilot plant treating leachate with extremely high ammonium concentration prior to an anammox process [J]. Bioresour. Technol. 100 (23), 5624-5632)����250 L���Կ�����ʽ��Ӧ��������������24 h����Ӧ�¶�36��1�棬DO 2 mg/L��SRT 6.44��2.34 d������Ũ��666.0��240.6 mg/L����ӦpH������8.0�������½�����������Һ�IJ���������������Ҳ������ȶ��IJ���������Ч����2010��Vilar A.��(Vilar A., Eiroa M., Kennes C., Veiga M.C., 2010. The SHARON process in the treatment of landfill leachate. Water Sci. Technol. 61 (1), 47-52)����1.9 L����ȫ�����(CSTR)��Ӧ�����ڷ�Ӧ�¶�36�棬DO 2 mg/L��SRT��HRT��Ϊ 43.2 h������Ũ��666.0��240.6 mg/L�ͷ�ӦpH 7.0�������½�����������Һ�IJ�����������������ˮ�������백���ı�ֵԼΪ1.72�U1�������ѱ����Ĵ���������Ҫ�Dz��ø��¡���SRT�Ŀ��Ʒ�ʽ������ܺ�Ҫ��ܸߺ��Ҹ���������������֮������Ӧ��������������Ҳ�ܵͣ���ϸ߸���Ҳ���Ժܸߵij�ˮ���ػ���Ũ��Ϊ���۵ģ�������������������������ܴ�ѹ����Ҳ�������л������ȴ�����CN1769211A������һ�ֲ����������������������������̼����(Լ0.72)����Һ��ϵͳ����ϵͳ��Ҫ�����������ҩ������pHֵ����û�ܳ�����÷�ˮ�еĿɽ����л������ѵ����乤�յľ����ԺͿɳ�����δ�ܴﵽ���ߵ�ˮƽ��
������������
������������Ŀ����������������й��ռ����IJ��㣬�ṩ��һ�־����ԺͿɳ����Ը��ߵIJ������������Ϸ�����������������Һ�ıջ�����ϵͳ����������Ŀ��ͨ�����¼�������ʵ�֡�
����һ�ֲ������������Ϸ�����������������Һ�ıջ�����ϵͳ��������Ӧ�����Կ�ϵͳ�����¿���ϵͳ������ϵͳ����ˮϵͳ����ˮϵͳ������ϵͳ������ϵͳ����˳�����ӵĹķ��������ת�������ƺ������ܣ���������λ�ڷ�Ӧ���ײ��IJ�������������ͷ�������ܵ�ĩ��ճ�������ܶ�ͷ;������ˮϵͳ������ˮ�䡢��ˮ�����ˮ�ܣ���ˮ�õĽ�ˮ�˽���ˮ�䣬��ˮ�õij�ˮ�����ˮ�ܵ�һ�����ӣ���ˮ����һ��ͨ��Ӧ����;������ˮϵͳ������ˮ��ŷ��ͳ�ˮ��������ɣ���Ӧ������ij�ˮ����������ˮ��ŷ�һ�����ӣ���ˮ��ŷ�����һ�����ˮ������;����ϵͳ���������ŷ��������䣬������ͨ�������ŷ��뷴Ӧ������ij��������;��Ӧ���л����н������pH����������ˮ����;�������Կ�ϵͳ�����ɱ�̿��������ɱ�̿������ֱ����ˮ�á���ˮ��ŷ��������ŷ�����������ķ����pH�������ͳ�ˮ�������ӣ����Ʒ�Ӧ���Ľ�ˮ�����衢�������������������ˮ����;���¿���ϵͳ���������ӵ��¶ȿ������ͼ��Ȱ������ڶ������Զ����Ʒ�Ӧ���¶ȣ����Ȱ�λ�ڷ�Ӧ���С�
������һ���ģ������IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�л���������ϵͳ������ϵͳ���������ӵı������غͱ���������������λ�ڷ�Ӧ�����ڲ����λ�ڳ�ˮ�����Ϸ����������غͱ���������ɱ�̿��������ӡ�
������һ���ģ������IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�з�Ӧ������ij�ˮ��λ�ڳ�����Ϸ���
������һ���ģ������IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ�з�Ӧ���ĵ�������շ���
�������������ṩ�����������IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ���ѵ���̼�������������¼������裺
����(1)��ˮ����裺����������Ӧ��ʱ���ɱ�̿�����������ˮ�ð���������Һ���뷴Ӧ���ڣ���ˮ��ϣ�����ȱ������1.5~2.5Сʱ������ԭˮ�еĿɽ����л��ォ��Ӧ����25%~30%����������23%~28%����������������������л��ﲿ�ֺϳ�Ϊ��������ת��ΪCO2���γ�����ˮ������������������������ת��Ϊ�������ѳ����ﵽͬʱ�ѳ�����̬�����벿�ֿɽ����л����Ŀ��;
����(2)������ȱ�����������ʼ��������������ͨ������������ˮ�İ������л���Ⱦ�ﷴӦ�����дֿɽ����л���������������⣬����������������������Ӧ������Ӧ����50%~60%�İ���ת����������������1%~2%�İ���ת��Ϊ����;
����(3)���ࡢ��������ˮ��������ʹ��ӦpHֵ�������趨��Χ8.15~8.35�ɱ�̿��������������ŷ��������ų���ˮ���Һ��Ȼ��Ӧ��ֹͣ������������Σ���������������������ˮ����ˮ������ͨ���ɱ�̿������Զ�������һ���ڵ�ѭ����
���������ѵ���̼�����У����ѵ���̼���������ɿɱ�̿������IJ���ָ��������������У�����Ϊͣ�籣�֣�����ͣ����ҿ������̡�
���������ѵ���̼�����У�ͨ�����¿���ϵͳ���Ʒ�Ӧ���ڷ�Ӧ�¶�Ϊ26��1�棬pHֵΪ8.2~8.5���ܽ�����0.3~1.5 mg/L������ͣ��ʱ��Ϊ60~90 d��ˮ��ͣ��ʱ��Ϊ1.2~3.0 d;���������κ������ڼ� ��
���������ѵ���̼�����У������������õı����������Ϊ15~30 L/L? h���������ָ��Ϊ40~60ml/g������Ũ��Ϊ5000~8500 mg/L��
���������ѵ���̼�����У���������Һ�Ľ�ˮCODΪ1800~8500 mg/L��BOD5Ϊ200~800 mg/L������Ϊ980~1800 mg/L��pHΪ8.40~8.80�����Ϊ5000~9000 mg CaCO3/L��
���������ѵ���̼�����У�������ʹ��ӦpHֵ�������趨��Χ8.20~8.50�ɱ�̿��������������ŷ��������ų���ˮ���Һ500~1000 mL��Ȼ��Ӧ��ֹͣ������������Ρ�
������������Ƴ�ȫ�Զ��IJ������������Ϸ�����������������Һ�ıջ�����ϵͳ����Ӧ���ڸ�ϵͳ�и���ϵͳ�Ŀ������γ�һ���Զ��ջ����Ƶ�����ʽ�������෴Ӧ�����������в��ýϳ���SRT�����е�HRT�ͳ��µķ�Ӧ�¶ȣ����ý������������ϵķ�ʽ���������ԭˮ�Ŀɽ����л�����з������ѵ�����������л���Ĵ���Ч����ʹ��ˮ�ĵ��ػ��ʱ��������ȶ�������Ͷ��������pHֵ��������Ըߣ������Ժã������ȶ�������ɿ��������гɱ��͡�
����������ģ������м�����ȣ����������������ص��Ч����
����(1)�������ıջ�����ϵͳ�У���Ӧ����ˮЧ����Ϊ�ȶ�����ˮ������/������Ħ���ȿɾ�ȷ�ؿ�����1.10~1.40����ˮBOD5�ɴ�50mg/L���£��ʺ���Ϊ������������������Ӧ���Ľ�ˮ���ҷ�Ӧ�����а�ȫ�ɿ����������㡣
����(2)���������ѵ���̼�����У���ˮ������ȱ������ѷ�Ӧ���ڵIJ�������������������������Ȼ�������Խ���ʣ���л���ͽ��в�����������ʹ�ֿɽ����л���õ�ȥ����ʹ��(��53%)����ת��Ϊ��������Ϊ��������������������������
����(2)�������ԭˮ�еĿɽ����л�����з������ѵ���̼��������������ȣ�ʹpH���ߣ����������ļ�ȣ�ʹpH���ͣ�����ڣ�����Ͷ��������ҩ������Լ����Դ��ҩ���ɱ�����������л���͵��ص�ȥ��Ч����
����(3)��������Ժã����нϸߵ�����Ũ�Ⱥ�������ԡ�
�����������Ը����ص�(�߰������л���Ũ�Ȼ�߰������л���Ũ��)����������Һ�Ĵ�����������Ҫ��ʵ��Ӧ�ü�ֵ��





