
ЁЁЁЁЩъЧыШе2017.12.29
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2018.05.29
ЁЁЁЁIPCЗжРрКХC02F3/28
ЁЁЁЁеЊвЊ
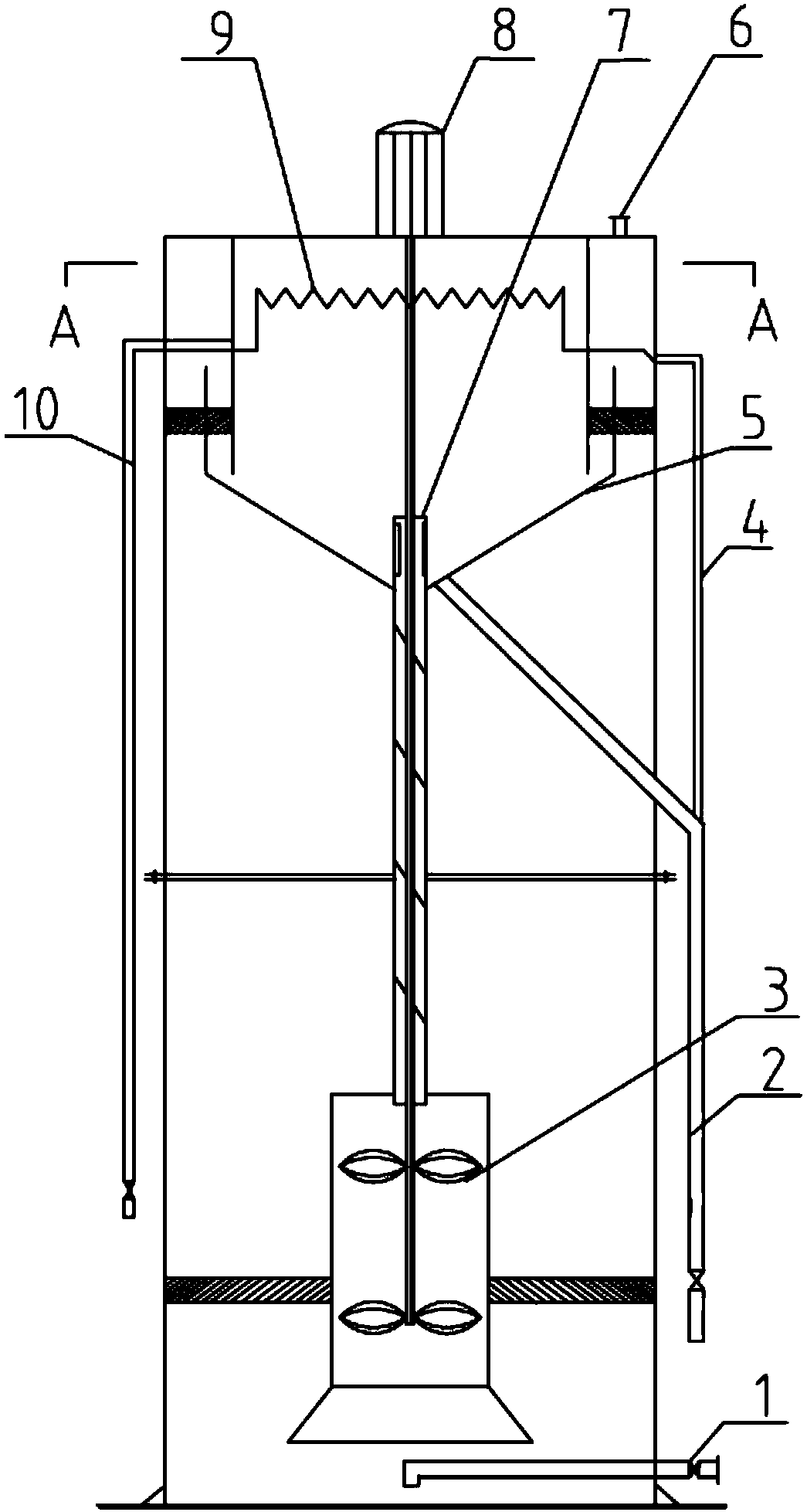
ЁЁЁЁвЛжжЮлФрздЛиСїбсбѕЗДгІЦїЃЌАќРЈЙоЬхЃЌЙоЬхФкДгЯТжСЩЯвРДЮЩшгаФрЫЎЛьКЯЧјЁЂвЛДЮЗжРыЧјЁЂЖўДЮЗжРыЧјЁЂегЦјЪвЃЌдкФрЫЎЛьКЯЧјЩшгаРЎАШаЮЕМСїЭВКЭНСАшзАжУЃЌдквЛДЮЗжРыЧјКЭЖўДЮЗжРыЧјжЎМфЩшгаЙЬЖЈжљзЖаЮЗжРыЭВЃЌдкЖўДЮЗжРыЧјЩЯЗНЩшгаГіЫЎЙмЃЌЕзВПЩшгаЮлФрздСїЙмКЭХХФрЙмЃЌЖўДЮЗжРыЧјгыФрЫЎЛьКЯЧјЭЈЙ§ЮлФрздСїЙмНјааСЌЭЈСЌНгЃЌегЦјЪвгывчСїбпЯрСЌЃЌдкЮлФрздСїЙмФкВПЩшгаТна§ЭЦНјВЛатИжЦЌЃЌНЋГСНЕЕФЮлФрЭљФрЫЎЛьКЯЧјЭЦЫЭЁЃБОЗЂУїОпгаКмИпЕФШнЛ§ИККЩТЪЃЌДЋжЪаЇЙћКУЃЌЪЙЮлЫЎгыбсбѕЮлФрОЁПЩФмОљдШЛьКЯЃЌгажњгкПХСЃЮлФрЕФПьЫйаЮГЩЃЌЭЌЪБЙЬвКЗжРыКѓЮлФрПЩвдЪЕЯжздЛиСїЃЌБмУтбсбѕЮлФрЕФСїЪЇЃЌЪЙбсбѕЗДгІзАжУФмИќКУЕидЫааЁЃ
ЁЁ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжЮлФрздЛиСїбсбѕЗДгІЦїЃЌАќРЈЙоЬхЃЌЫљЪіЙоЬхФкДгЯТжСЩЯвРДЮЩшгаФрЫЎЛьКЯЧјЁЂвЛДЮЗжРыЧјЁЂЖўДЮЗжРыЧјЁЂегЦјЪвЃЌЫљЪіФрЫЎЛьКЯЧјЩшгаЕМСїЭВКЭНСАшзАжУЃЌдкЫљЪіЕФвЛДЮЗжРыЧјКЭЖўДЮЗжРыЧјжЎМфЩшгаЙЬЖЈжљзЖаЮЗжРыЭВЃЌЫљЪіЕФЖўДЮЗжРыЧјЩЯЗНЩшгаГіЫЎЙмЃЌЕзВПЩшгаЮлФрздСїЙмКЭХХФрЙмЃЌЖўДЮЗжРыЧјгыФрЫЎЛьКЯЧјЭЈЙ§ЮлФрздСїЙмНјааСЌЭЈСЌНгЃЌЫљЪіЕФегЦјЪвгывчСїбпЯрСЌЃЌЦфЬиеїдкгкЃЌЫљЪіЮлФрздСїЙмФкВПЩшгаТна§ЭЦНјВЛатИжЦЌЃЌНЋГСНЕЕФЮлФрЭљФрЫЎЛьКЯЧјЭЦЫЭЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіЕМСїЭВЮЊРЎАШаЮЃЌЫљЪіЕФЕМСїЭВЕзВПжБОЖБШЩЯВПжљЭВжБОЖДѓ30-40cmЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіНСАшзАжУАќРЈЭЦНјЪННСАшНАЁЂНСАшжсЁЂБфЦЕЕчЖЏЛњЃЌЫљЪіЕФЭЦНјЪННСАшНАЩшжУЩЯЯТСНЬзЃЌЫљЪіЕФНСАшНАгыЫљЪіЕФНСАшжсСЌНгЃЌЫљЪіЕФБфЦЕЕчЖЏЛњПижЦСЌНгЫљЪіЕФНСАшНАЁЃ
ЁЁЁЁ4.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіСНЬзНСАшНАЕФМфОрЮЊ60-100cmЁЃ
ЁЁЁЁ5.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФр здЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіЮлФрздСїЙмАќРЈНјФрПкЁЂФрЙмЁЂГіФрПкЃЌШ§епвРДЮСЌНгЃЌЫљЪіНСАшзАжУЕФНСАшжсДЉЙ§ЫљЪіЮлФрздСїЙмНјШыФрЫЎЛьКЯЧјЕФЕМСїЭВЁЃ
ЁЁЁЁ6.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіЗжРыЭВЕФЕзВПСЌНгХХФрЙмЃЌВЂаЮГЩЧуНЧЃЌЦфжаХХФрЙмАќРЈХХФрПкЁЂФрЙмКЭжЙЛиЗЇЁЃ
ЁЁЁЁ7.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіегЦјЪвЮЊЛЗзДЃЌЩЯВПЩшгаХХЦјПкЃЌЕзВПЩшгаИЁдќВлКЭХХдќПкЁЃ
ЁЁЁЁ8.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪівчСїбпЕФбпБкЩЯПЊгаЖрИіVаЮвчСїПкЃЌвчСїбпЩшгаГіЫЎПзгыЫљЪіГіЫЎЙмЯрСЌЁЃ
ЁЁЁЁ9.ИљОнШЈРћвЊЧѓ1-8ШЮвЛЯюЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіЕФЙоЬхЯТВПАВзАЯЕЭГПижЦЯфЁЃ
ЁЁЁЁ10.ИљОнШЈРћвЊЧѓ9ЫљЪіЕФЮлФрздЛиСїбсбѕЗДгІЦїЃЌЦфЬиеїдкгкЃЌЫљЪіЯЕЭГПижЦЯфЖдНјЫЎЫйЖШЁЂНСАшЧПЖШЁЂЮлФрЛиСїЫйЖШЁЂбѕЛЏЛЙдЕчЮЛжЕЁЂpHжЕЁЂЮТЖШНјааПижЦЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжЮлФрздЛиСїбсбѕЗДгІЦї
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАЛЗБЃЩшБИСьгђЃЌОпЬхЩцМАвЛжжЮлФрздЛиСїбсбѕЗДгІЦїЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁЫцзХЙЄвЕЛЏНјГЬЕФМгПьЃЌЙЄвЕдАжаИпХЈЖШгаЛњЗЯЫЎДІРэдНРДдНГЩЮЊЮлЫЎДІРэСьгђЕФбаОПНЙЕуЁЃ
ЁЁЁЁUASBЁЂICЗДгІЦїзїЮЊзюЮЊГЃгУЕФИпХЈЖШгаЛњЗЯЫЎЕФбсбѕДІРэММЪѕЃЌОпгаздЩэЖРЬиЕФММЪѕгХЕуЁЃUASBЗДгІЦїгЩЕзВПаќИЁбсбѕЮлФрВуЁЂЙЬвКЦјШ§ЯрЗжРыЦїКЭМЏЦјЪвзщГЩЃЌЕзВПЕФбсбѕЮлФрВуЪЧUASBЗДгІЦїзюКЫаФЕФДІРэВПЗжЃЌгЩОпгаСМКУГСНЕадФмгыФ§ОладФмЕФбсбѕЮлФрЙЙГЩЃЌЮлЫЎОгЩДЫВуЯђЩЯгыаќИЁбсбѕЮлФрГфЗжНгДЅЃЌЪЕЯжЮлЫЎжагаЛњЮяЕФбсбѕЗДгІШЋЙ§ГЬЃЌВњЩњегЦјЁЃICЗДгІЦїМДФкбЛЗбсбѕЗДгІЦїЃЌРрЫЦгкгЩ2ВуUASBЗДгІЦїДЎСЊЖјГЩЃЌЗДгІЦїгЩЯТЖјЩЯЙВЗжЮЊ5ИіЧјЃКЛьКЯЧјЁЂЕк1бсбѕЧјЁЂЕк2бсбѕЧјЁЂГСЕэЧјКЭЦјвКЗжРыЧјЃЌЭЈЙ§ФкбЛЗздЖЏЯЁЪЭНјЫЎЃЌгааЇБЃжЄСЫЕквЛЗДгІЪвЕФНјЫЎХЈЖШЕФЮШЖЈадЃЌОпгаПЙГхЛїИККЩаЇЙћКУЃЌШнЛ§ИККЩИпЃЌЭЖзЪЪЁЕШаэЖргХгкUASBЕФгХЕуЁЃЕЋЪЧШдДцдквдЯТВЛзуЃК(1)ашвЊЩшМЦКЯРэЕФШ§ЯрЗжРыЦїКЭБиаыХрбјадФмСМКУЕФПХСЃЮлФрЃЌШ§ЯрЗжРыЦїФПЧАЙњФкВЩгУЕФЪЧЦНСїГСЕэГиРэТлЃЌЦфЗжРыаЇЙћВЂВЛРэЯыЃЌЕМжТВПЗжЮлФрЫцГіЫЎСїЪЇ;(2)ЗДгІЦїЕФНсЙЙИДдгЃЌВМЫЎВЛОљЃЌФрЫЎЛьКЯВЛКмОљдШЃЌвзГіЯжОжВПЖЬСїЁЂЙЕСїКЭЫРНЧЕШЯжЯѓЁЃ
ЁЁЁЁжаЙњзЈРћКХ201521037998.9ЫљЙЋПЊЕФЁАвЛжжЛЗСїЪНбсбѕЗДгІЦїЁБжаЃЌЮлЫЎЁЂЮлФрЁЂегЦјШ§епдкЕМСїЭВФкЭтаЮГЩДѓЛЗСїЃЌРЉДѓСЫЮлЫЎгыЮлФрЕФНгДЅНчУцЃЌВЂРћгУЯћФмзАжУДђЩЂНСАшаЮГЩЕФфіЮаЃЌЫЎСІНСАшОљдШЃЌгааЇЦЦЛЕНјЫЎЧјЕФЖЬСїгыЫРНЧ;РћгУЫЎЗтдРэНЋЦјЁЂвКЁЂЙЬШ§ЯрЗжРыЙ§ГЬЗжВННјааЃЌдкЦјвКЗжРыЧјЯШНјааЦјЯргывКЙЬСНЯрЕФЗжРыЃЌЫцКѓЙЬЯрКЭвКЯрНјШыЙЬвКЗжРыЧјдйНјаавКЯргыЙЬЯрЕФЗжРы;ЭЈЙ§ЮлФрЛиСїПижЦЦїЃЌЙЬвКЗжРыКѓЮлФрЕФРћгУздЩэжиСІЪЕЯжЛиСїЁЃЕЋЫцзХЮлЫЎДІРэСПЕФВЛЖЯРЉДѓЃЌегЦјВњЩњСПдіМгЃЌЩЯЩ§ЦјЬхЫљЙќаЎЕФЮлФрЮЂСЃЫцжЎдіЖрЃЌвђЖјНјШыЖўДЮЗжРыЧјЕФЮлФрвВВЛЖЯдіЖрЃЌЖўДЮЗжРыЧјЕФПэЖШКЭЩюЖШвђДЫашвЊМгПэКЭМгЩюЃЌДгЖјеМгУСЫФрЫЎЛьКЯЧјЕФШнЛ§ЕФЭЌЪБвВдіМгдьМлЃЌЪЉЙЄжЦдьФбЖШМгДѓЁЃЙЪДЫЃЌЯжгаЕФЛЗСїЪНбсбѕЗДгІЦїгаД§гкНјвЛВНИФЩЦЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїеыЖдвдЩЯЮЪЬтЃЌЬсЙЉСЫвЛжжБмУтдіМгЙЬвКЗжРыЧјПэЖШгыЩюЖШЃЌВЂШЗБЃЦјвКЙЬЗжРыаЇЙћЁЂЮлФрЛиСїаЇЙћКУЁЂЪЉЙЄМђЕЅЕФЮлФрздЛиСїбсбѕЗДгІЦїЁЃ
ЁЁЁЁБОЗЂУїЕФММЪѕЗНАИЪЧЃКАќРЈЙоЬхЃЌЫљЪіЙоЬхФкДгЯТжСЩЯвРДЮЩшгаФрЫЎЛьКЯЧјЁЂвЛДЮЗжРыЧјЁЂЖўДЮЗжРыЧјЁЂегЦјЪвЃЌЫљЪіФрЫЎЛьКЯЧјЩшгаРЎАШаЮЕМСїЭВКЭНСАшзАжУЃЌдкЫљЪіЕФвЛДЮЗжРыЧјКЭЖўДЮЗжРыЧјжЎМфЩшгаЙЬЖЈжљзЖаЮЗжРыЭВЃЌЫљЪіЕФЖўДЮЗжРыЧјЩЯЗНЩшгаГіЫЎЙмЃЌЕзВПЩшгаЮлФрздСїЙмКЭХХФрЙмЃЌЖўДЮЗжРыЧјгыФрЫЎЛьКЯЧјЭЈЙ§ЮлФрздСїЙмНјааСЌЭЈСЌНгЃЌЫљЪіЕФегЦјЪвгывчСїбпЯрСЌЃЌЫљЪіЮлФрздСїЙмФкВПЩшгаТна§ЭЦНјВЛатИжЦЌЃЌНЋГСНЕЕФЮлФрЭљФрЫЎЛьКЯЧјЭЦЫЭЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЕМСїЭВЮЊРЎАШаЮЃЌЫљЪіЕМСїЭВЕзВПжБОЖБШЩЯВПжљЭВжБОЖДѓ30-40cmЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіНСАшзАжУАќРЈЭЦНјЪННСАшНАЁЂНСАшжсЁЂБфЦЕЕчЖЏЛњЃЌЫљЪіЕФЭЦНјЪННСАшНАгаЩЯЯТСНЬзЃЌСНЬзНСАшНАЕФМфОрЮЊ60-100cmЃЌЫљЪіЕФНСАшНАгыЫљЪіЕФНСАшжсСЌНгЃЌЫљЪіЕФБфЦЕЕчЖЏЛњПижЦСЌНгЫљЪіЕФНСАшНАЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЮлФрздСїЙмАќРЈНјФрПкЁЂФрЙмЁЂГіФрПкЃЌШ§епвРДЮСЌНгЃЌЫљЪіНСАшзАжУЕФНСАшжсДЉЙ§ЫљЪіЮлФрздСїЙмНјШыФрЫЎЛьКЯЧјЕФЕМСїЭВЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЗжРыЭВЕФЕзВПСЌНгХХФрЙмЃЌВЂаЮГЩЧуНЧЃЌЦфжаХХФрЙмАќРЈХХФрПкЁЂФрЙмКЭжЙЛиЗЇЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіегЦјЪвЮЊЛЗзДЃЌЩЯВПЩшгаХХЦјПкЃЌЕзВПЩшгаИЁдќВлКЭХХдќПкЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪівчСїбпЕФбпБкЩЯПЊгаЖрИіVаЮвчСїПкЃЌвчСїбпЩшгаГіЫЎПзгыЫљЪіГіЫЎЙмЯрСЌЁЃ
ЁЁЁЁдйНјвЛВНЃЌЫљЪіЕФЙоЬхЯТВПАВзАЯЕЭГПижЦЯфЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЯЕЭГПижЦЯфЖдНјЫЎЫйЖШЁЂНСАшЧПЖШЁЂЮлФрЛиСїЫйЖШЁЂбѕЛЏЛЙдЕчЮЛжЕЁЂpHжЕЁЂЮТЖШНјааПижЦЁЃ
ЁЁЁЁБОЗЂУїгыДЋЭГММЪѕЯрБШЃЌВЩгУБОЗЂУїЕФММЪѕЗНАИЃЌПЩвдБмУтдіМгЙЬвКЗжРыЧјПэЖШгыЩюЖШЃЌВЂШЗБЃЦјвКЙЬЗжРыаЇЙћЁЂЮлФрЛиСїаЇЙћКУЁЂЪЉЙЄМђЕЅЁЃ
ЁЁЁЁБОЗЂУїПЩвдЪЙМЏВњЫсЁЂВњМзЭщКЭГСЕэЗжРызїгУгквЛЬхЃЌМШГфЗжЗЂЛгСЫВњЫсгыВњМзЭщИїОњжжЕФзїгУЃЌгжРћгУГСЕэЗжРызїгУЪЙЗДгІЦїФкБЃДцСЫДѓСПОњжжЃЌбгГЄСЫЮлФрЭЃСєЪБМфЃЌДгЖјДяЕНЗДгІЦїИпаЇДІРэЕФФПЕФЁЃ
ЁЁЁЁБОЗЂУїОпгаКмИпЕФШнЛ§ИККЩТЪЃЌЗДгІЙоФкЗЯЫЎЁЂЮлФрЁЂегЦјШ§епаЮГЩФкВПбЛЗЛиСїЃЌДЋжЪаЇЙћКУЃЌЪЙЮлЫЎгыбсбѕЮлФрОЁПЩФмОљдШЛьКЯЃЌгажњгкПХСЃЮлФрЕФПьЫйаЮГЩЃЌЭЌЪБЙЬвКЗжРыКѓЮлФрПЩвдЪЕЯжздЛиСїЃЌБмУтбсбѕЮлФрЕФСїЪЇЃЌЪЙбсбѕЗДгІзАжУФмИќКУЕидЫааЁЃ





