
����������1992.04.11
��������(����)��1993.10.13
����IPC�����C02F9/00; C07G1/00; C02F1/52; C02F3/02; C02F1/66; C02F3/28
����ժҪ
����������Ϊһ�ּ�ݽ���ֽ��Һ���ж���ˮ���ۺϴ��������������������������ľ���ء��������������������ͺ������ﴦ���ĸ������ϵ���ֽ��ˮ�ۺ��������������������Тٿ�����ľ�ز�Ʒ��������;�ڽ���Һ��Ⱦ���ɴ���Ƚ��ͺ������ж���ˮ��Ͻ����ۺ�����;�۽���ʹ�û�ѧ�������ֶν��д������ص㡣�ù������̽ϼ�������Ͷ���٣����з��õͣ����ճ�ˮˮ�ʿɴﵽ������ˮ�ۺ��ŷű�GB8978��88�е�һ������ָ�ꡣ
��������Ҫ���
����1��һ�������ﴦ������Ϊ��Ҫ�ֶβ��뻯ѧ�����������ϵļ�ݽ���ֽ��Һ���ж���ˮ�����������������������¸�����������л���Ϻ��ۺ�������
����1.1��������ͻ���ľ����;
����1.2������������Һ��������������������������;
����1.3����������Һ�м����ж���ˮ�����������л�ѧ��������;
����1.4�Ի�����ˮ���к������ﴦ����
����2����Ȩ��Ҫ��1������ˮ����������������������˵��1��2�����������������Ϊ�����ữ�κ��������ͽβ��ֱ���������Ӧ���н��С�
����3����Ȩ��Ҫ��1������ˮ����������������������˵��1��4�������ﴦ�������Ϊ�����ữ�ͽӴ����������Σ����ֱ�������װ���н��С�
����4����Ȩ��Ҫ��1������ˮ����������������������˵��1��1��������ľ��幤���������£�
�����¶�20��70�� ʱ��1��5Сʱ
��������Ũ��5��10% ����PH3.5��4.0
����5����Ȩ��Ҫ��1������ˮ����������������������˵��1��2������������ľ��幤���������£�
�����¶�35��40�� ʱ��5��9��
����6����Ȩ��Ҫ��1������ˮ����������������������˵��1��3��������ľ��幤���������£�
������������Һ���ж���ˮ��ϱ���Ϊ1��(20��30)�����߷���������������Ϊÿ�������ˮ0.5��1�ˡ�
����7����Ȩ��Ҫ��1��6������ˮ����������������������˵�����߷����������Ǿۺ��Ȼ�����
����8����Ȩ��Ҫ��1������ˮ����������������������˵��1��4�������ﴦ������ľ��幤���������£�
����PH7��8��ˮ��25��30��ͣ��ʱ��10��20Сʱ��������������ˮ��Ϊ(10��20)��1
����9����Ȩ��Ҫ��1��2��������ˮ����������������������˵�������ữ�����õķ�Ӧ��������ʽ���ϴ����������ͽ����õķ�Ӧ��������ʽ���ല�������������Ļ�Ͻṹװ�á�
����10����Ȩ��Ҫ��1��3��������ˮ����������������������˵���������ữװ�úͽӴ�����װ�õ������Ϊ1��(2��3)��
����˵����
��������������ҵ��ˮ��������������ϸ��˵��һ�ּ�ݽ���ֽ��Һ���ж���ˮ���ۺϴ���������
�����ڵ�ǰ�����ϣ���ֽ��ҵϵ��Ͷ�ʴ��ܺĸߡ��Ի�����Ⱦ���ص���ҵ֮һ������Ⱦ�ص��Ƿ�ˮ�ŷ����������л����������Ⱦ��ɫ���أ������������ж���Ⱦ���ʡ����ҹ���ֽ��ҵ�У����ڲݽ���άԭ�ϱ��ش���ҵ��ģС���������պ��豸�Ƚ����������ҵ����ˮƽ�ϲ��ԭ��ԭ���Ϻ��������ĸߣ���λ��Ʒ��ˮ������ʹ�ҹ��ƽ���ֽ��ҵ����Ⱦ�������ء������ڹ��⣬�ƽ���ֽ��ԭ����95%������ʹ��ľ�ģ��ر�����ֽ��ҵ����Ĺ��Һ���ʹ�ò���ԭ�ϣ�������ڿ�չ�ݽ���Һ��������ˮ�Ĵ��������о����棬��չ�Ƚϻ���������Ҳ���١����ǵĹ������Բ�����άԭ����ֽ�ı��ش�60��70%�������ò�����άԭ����ֽ����һϵ��ȱ�㣬��ʹ��ֽ����ֽƷ��������Ⱦ�����������������ѡ��ر����ڶ�ռ��ֽ������Ⱦ��������80%���ϵ������Һ(��Һ)����������ȱ�����õĴ������պ��ۺ����ü������ʾ��������ֽ��ҵ����δ�������ͻ������õ������ֱ�ӽ���Һ���뽭�ӡ��������������ȶ�ˮ�廷�����������Ⱦ�����˷�������������ּƵ����ۺ����ü�ֵ���л���ͻ�ѧҩƷ��
������1978��ȫ����һ���Ṥҵ������������������������ֽ��ҵ ��Ⱦ���ι�����ʼ���������ճ̣���ֽ��ˮ�����о�����Ҳ��Ϊ���ߡ��塱���ҿƼ�������Ŀ���ֱ����йؿ��е�λ�е����в��ص��о����⡣��Ŀǰ��������������������������ر����С�С�ݽ�����ˮ����������������̽���Σ����������������������̽���о���
��������ռ������档����ռ����ǹ������ֽ��ˮ����Ҫ�����ֶ�֮һ��������Ч�ؽ�����Ⱦ���ۺ�������Դ���ҹ�һЩ���е�λ�ڹ������ռ��������ϣ���ϲݽ���Һ���ص㣬�ڼ���չ��պ��豸��������һЩ�о�������ȡ���˿�ϲ��չ�������ڲݽ���ֽ��Һ�ļ���չ���Ͷ��̫���Լ��ݽ���ֽ��Һ��ճ�ȴ������ߣ�������š��Ȳ������أ���ʹ�����������з��øߣ�Ч��Ҳ�ϵ͡���Ȼ���ҽ��й�ʾ�����飬���������С�С�Ͳݽ�ֽ������ʵ���ƹ�Ӧ�ã����кܶ����ѣ��ر���Ͷ���ϵ�����-�����ƽ�1��ֵIJݽ�ֽ�����ԣ�����չ���Ͷ�ʸߴ�1400��Ԫ����Լ�˼���յ��ձ���á���ʹ�ǻ��Ѿ�Ͷ�����˼����ϵͳ��������������ֽ������Ȼ�����˺�Һ��Ⱦ����ÿ����������ǧ�Ƶ��ж���ˮ��������Ͷ������δ����������뻷�����������ˮ����Ⱦ��
�����������������棬�������ͼ����ڹ����ѳɹ����������ദ���Լ��ƾ���ʳƷ��ҵ�ķ�ˮ��������Ӧ������ֽ��ˮ��������Ҳȡ����һЩ��չ���������ڼ�ݽ���ֽ��ˮ�������о������Խ��١�������Щ���е�λҲ����������������������ֽ��ˮ�������о�����Ŀǰ �����Ρ�
�������⣬����ֽ��Һ�������ۺ����÷��棬����Ҳ�ֱ������һЩ̽�֡�
�������ڹ����ڼ�ݽ���Һ�����������о������Դ���̽���;ֲ��о��Σ���δ��һ�����õģ��ر����������С�Сֽ��ʵ��Ӧ���ۺ�������������˿�չ��ݽ���ֽ��Һ���ж���ˮ�����������о������ҹ�ˮ��Ⱦ������������������Ҫ���������֮һ��
������������Ŀ�������ۺ�����Ϊǰ�ᣬ���ۺ�����Ϊ���ߣ����÷������ľ���غ����ﴦ������Ϊ��Ҫ�ֶΣ��ṩһ����ʵ���еĿ��ۺ������С�С�ͼ�ݽ���ֽ��Һ���ж���ˮ�Ĵ�����������ȷ����ﵽ��ˮ��Դ��������Ŀ�ꡣ
�������������ṩ���ۺϴ�������������-��������-����-�������ﴦ���IJ����������ֶε��л���Ϻ��ۺ����á�
����1)�������������̵����е����������������Ժڽ������������������벢����ľ����;
����2)�������������Է���ľ���غ����Һ����һ�������ж���ˮϡ�ͺ�����������������������������;
����3)�����������������������ˮ�м���ʣ���ȫ���ж���ˮ�����������������л�ѧ����������
����4)���Ծ�������������ȥ�����Ļ�����ˮ���к������ﴦ���� ������ŷš�
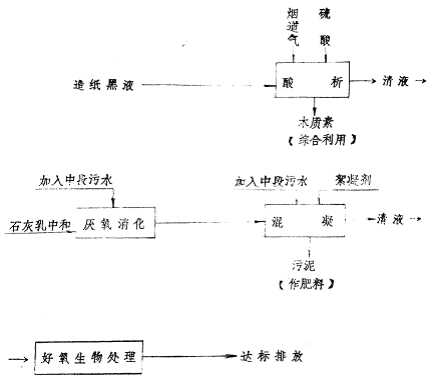
���������ۺϴ��������Ĺ������������ͼ1��
���������������ۺϴ��������ľ��幤���������£�
����1)�������������ľ���أ�
������ݽ���ֽ��Һһ�㺬ľ����20��40��/����BOD525000��30000mg/L��COD80000��110000mg/L��PHΪ11��13����ʼ������ú�Һ��ͨ�뾭ʪʽ��������̵�����ʹ��Һ��PH������8��10��Ȼ�������м���5��10%��H2SO4��Һ(������ҺҲ����)����ʱ���Ժ�Һ��PH��ֱ��PHֵ�ﵽ3.5��4.0ʱ��ֹͣ���ᣬ��ʱľ�������������ù�Һ�����豸����ľ���أ������ͳ�������ľ���ص��¶�Ϊ20��70�棬ʱ��Ϊ1��5Сʱ��������������ľ����ȥ���ʿɴ�90%����������յ�ľ���ؿ�ֱ�ӳ��ۻ������ӹ����������ƷӦ�á�
����2)��������
������������ľ���غ����ҺPHԼΪ4��Ϊʹ�����˽�����һ������������Ӧ�ڳ��³�ѹ��������ʯ��������кͣ�ʹPH�ﵽ7.0���ң�Ϊ�����ˮ�����ʣ�Ӧ����3��5�������ж���ˮ�����л�ϣ�Ȼ��������������װ�á�Ϊ��������豸���������Ч�ʣ������������̷�Ϊ���ν��У�ǰ����Ҫ�������ữ�Σ������ҪΪ�������ͽΣ��ֱ��������ữ��Ӧ�����������ͷ�Ӧ���н��У�ǰ��������ʽ���ϴ������� ������ʽ���ല�������������Ļ�Ͻṹװ�á����������¶�һ��Ϊ35��40�棬ʱ��Ϊ5��9�죬����������������Һ���룬�����������á�����������������COD��BOD5��ȥ���ʾ���������ߣ�CODȥ���ʴ�60%��BOD5ȥ���ʴ�80%��һ������£���������Һ��BOD5Ϊ800��1000mg/L��CODΪ4000��6000mg/L��������Ϊ300L/mg��COD���ϡ�
����3)����
������������������Һ��20��30�����ж���ˮ���(һ��ɽ���ʣ���ȫ���ж���ˮ���л��)�����Һ��BOD5Ϊ210��300mg/L��CODΪ700��1000mg/L����0.5��1.0g/L�ı���������ˮ�м������߷����������������ۺ��Ȼ����ȣ�ʹ��ˮ����Ⱦ����л���������ʹ��ˮ�õ���һ��������һ��CODȥ����Ϊ30��50%��BOD5��ȥ����Ϊ15��30%��
����4)�������ﴦ��
������������������ȥ�����Ļ�����ˮ���������������������װ�ý��д�����ǰ��Ϊ�����ữ�Σ���ȱ���������½��������ữ�����Ϊ�Ӵ����������Σ��ữװ�������װ�õ���Ч�������Ϊ1��(2��3)��������������Ϊ��PH7��8��ˮ��25��30�棬������������ˮ��Ϊ(10��20)��1��ͣ��ʱ��10��20Сʱ���������������������ճ�ˮˮ�ʿɴﵽ������ˮ�ۺ��ŷű�GB8978-88�� ���һ���ı���ָ�꣬��COD��100mg/L��BOD5��30mg/L��SS��70mg/L��ԶԶ���ڸñ��ж���ֽ��ҵ���涨��COD��450mg/L��BOD5��200mg/L��SS��250mg/L����ˮ�ŷű���
���������վ��������ص㼰�ŵ㣺
����1�����벢��������ľ���ء�����ľ������һ�����������ڱ����オ�⾻���������������Ȳ���������ȥ���˺�Һ�е�ľ���ء�����һ������Ի���ľ���أ�������Ϊ��Ʒ���ۣ���ÿɹ۵ľ���Ч�档��һ���棬ľ���ط����ʹ��Һ���л���Ⱦ���ɼ�����60%��ľ���ر���Ҳ��ȥ����90%���ϣ�������ɨ�����²��������ﴦ��ʱ���ϰ����ɴ��������ﴦ����ʱ�䣬������ﴦ���ľ����ʡ�
����2���ڽ���Һ��Ⱦ���ɴ���Ƚ��ͺ������ж���ˮ��ϣ��Ի����ˮ�����ۺ������ķ�ʽ�ȵ���������Һ���ж���ˮʱ���ղ����٣�Ͷ��ʡ����Һ��Ⱦ���ɴ�Լռ��ֽ��ˮ���л���Ⱦ���ɵ�80%���ϣ�����ֽ��ŷ���С(ÿ�ֽ���Լ��10M3��Һ)�����ж���ˮ��Ⱦ������ϵͣ����ŷ�����(ÿ�ֽ���Լ��200��300M3�ж���ˮ)���絥��������Ҳ�����Ͷ�ʣ��������ڲ�����������������������˺�Һ��Ⱦ����ˮƽ�������£������ж���ˮ���ϣ�����ʹ��Ⱦ����ˮƽ������ߣ��Ի����ˮ�����ۺ��������������������������̣����������豸��Ͷ���Լ��������з��á�
����3������ʹ�û�ѧ-�����ֶζԺ�Һ�ͺ�Һ���ж���ˮ���Һ���д�������ʹBOD5/COD֮��ʼ�մ��ڶ������������˵����������������������ﴦ��ȥ���ʡ�
����4���������������Ϊ�ữ�ͷ���������ʵʩ��һ�ǿ��Գ�ַ��ӡ��ữ�Ρ��Ĺ����ص㣬ʹ�ѽ�����л�����ӽ���ΪС���ӣ���������������������ȥ���ʣ����Ǻ������������豸��ͬʱ���ɵõ�������һ�����ã��Ⱦ�������Ⱦ���ֵõ�����Ч�档
����5���������ﴦ������������ữ�ͽӴ�������������ʵʩ��ͬ����������豸Ч�ʺͷ����豸�����ص���ŵ㣬���ữ�β������Ķ��ٶ�����������Խ��ͺ������ﴦ�����������ġ�
����6�����ۺ����������ѶȲ��������̼�������Ͷ���٣����з��õͣ����������С�С��ֽ���ƹ�Ӧ�á�
����7�����ۺ������������ճ�ˮ�ﵽ������ˮ�ۺ��ŷű���һ����������ҵ�ı�������ʵ����ˮ��Դ��������Ŀ�ꡣ
����ʵʩ����1��ɽ��ij�����1��ּ��ݽ���ֽ���ĺ�Һ���ж���ˮ��������
����1)��Ͷ�ʣ�700��Ԫ
����2)�մ���������Һ420M3
�����ж���ˮ10000M3
����3)��������
��������ǰ���IJ����ϵ��ۺ��������գ�����幤������Ϊ�������¶�70�棬ʱ��2Сʱ�����������¶�40�棬ʱ��5�죬���������ж���ˮ������Ϊ23�����ۺ��Ȼ���������0.5g/L���������ﴦ������ǰ���װ�õ������Ϊ1��2����ˮ��20��1��ͣ��ʱ��10Сʱ��
����4)��ˮָ�꣺COD��100mg/L��BOD5��30mg/LSS��70mg/L��
����5)������
�����������ľ����2160�֣���864000Ԫ��
���������������614400M����30720Ԫ��
���������Լ90��Ԫ��������˳������۷ѡ�
����6)������
������������COD10000�֡�
������������BOD52840�֡�
������������ľ����2160�֡�
����ʵʩ��2��ij�����7000�ּ�ݽ���ֽ���ĺ�Һ���ж���ˮ��������
����1)��Ͷ��500��Ԫ
����2)�մ���������Һ276M3
�����ж���ˮ7750M3
����3)��������
��������ǰ���IJ����ϵ��ۺ��������գ�����幤������Ϊ������25�棬ʱ��5Сʱ�����������¶�35�棬ʱ��9�죬���������ж���ˮ������Ϊ22�����ۺ��Ȼ���������1g/L��������������ǰ�ν�װ�������Ϊ1��3����ˮ��10��1��ͣ��ʱ��20Сʱ��
����4)��ˮָ�꣺
����COD��100mg/L��BOD��30mg/L��SS��70mg/L
����5)������
�����������ľ����1500�֣���600000Ԫ��
���������������430000M����21500Ԫ��
���������Լ62��Ԫ��������˳������۷ѡ�
����6)������
������������COD7000�֡�
������������BOD52000�֡�
������������ľ����1500�֡�





