申请日2019.11.28
公开(公告)日2020.02.14
IPC分类号C02F3/30
摘要
一种厌氧‑好氧深度耦合处理高浓度有机废水的方法包括:有机废物经过破碎和筛选后,将滤得的浆液投入厌氧反应单元内,厌氧发酵得到沼气和沼液;厌氧反应后的沼液进入好氧反应单元,经过同步硝化反硝化过程,除氮;好氧反应单元的出水部分回流至厌氧反应单元,与有机废物原浆液充分稀释混合,进行厌氧反应,另一部分出水进入下一处理工艺或达标排放。本发明厌氧出水进入好氧单元,控制好氧单元水体内的DO值,完成脱氮,之后好氧出水控制回流比再次回到厌氧单元,循环反应,提高厌氧沼气产气率,同时好氧出水水质更高。
权利要求书
1.一种厌氧-好氧深度耦合处理高浓度有机废水的方法,包括厌氧处理单元和好氧处理单元耦合使用,其特征在于:所述厌氧-好氧深度耦合处理方法包括如下步骤:
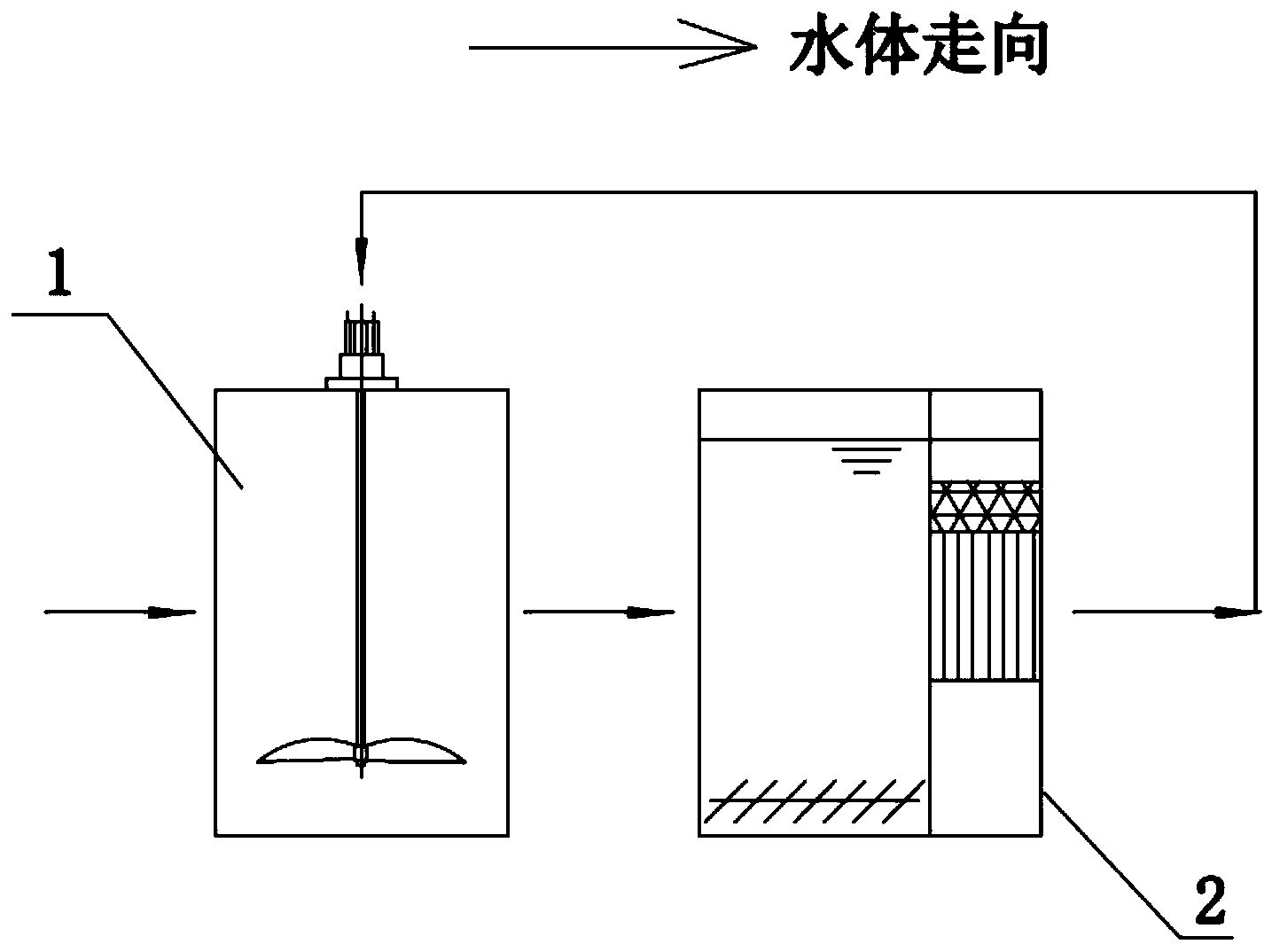
a、有机废物经过破碎和筛选后,固体废物收集另行处理,将滤得的浆液投入厌氧反应单元(1)内,与预先加入厌氧反应单元内的厌氧污泥充分混合、厌氧发酵得到沼气和沼液;
b、厌氧反应后的沼液进入好氧反应单元(2),经过同步硝化反硝化过程,除氮;
c、将好氧反应单元(2)的出水部分回流至厌氧反应单元,与有机废物原浆液充分稀释混合,进行厌氧反应,另一部分出水进入下一处理工艺或达标排放。
2.根据权利要求1所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述好氧反应单元(2)为一体化反应器,好氧反应的过程包括如下步骤:
S1、将厌氧反应后的沼液通过进水点(2-3)进入所述好氧反应器主体(2-1)底部的进水预混区(2-2)内,进水点(2-3)设置在所述进水预混区(2-2)的前端,通过进水预混区底部的微孔曝气系统控制进水预混区内沼液内的溶解氧浓度,沼液之后流入主曝气区(2-4)内,通过主曝气区内间歇曝气控制主曝气区内溶解氧浓度,进行同步硝化反硝化反应降解污染物;
S2、主曝气区内的降解后的循环水在尾端经气提区(2-5)推流,气提区设置在进水点同侧,气提区之后设置配水设施(2-6),气提推流后的泥水混合液经过配水设施(2-6)分流,一部分回流至进水预混区内与新进水混合,循环反应;
S3、配水设施分流的另一部分泥水混合液向上进入回流通道(2-7),回流通道内的混合水一部分上升穿过澄清区(2-8),经过固液分离后,出水进入出水渠道(2-9)内,外排,另一部分混合水回流至主曝气区,与经过进水预混区内进入主曝气区内的进水再次混合,循环反应。
3.根据权利要求2所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述步骤S1中,所述好氧反应单元(2)的进水预混区和主曝气区内的溶解氧浓度低于0.3mg/L。
4.根据权利要求3所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述步骤c中,通过曝气装置控制所述好氧反应单元(2)出水中的溶解氧含量≤0.2mg/L,硝态氮含量≤15mg/L,SS≤50mg/L。
5.根据权利要求4所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述步骤c中,控制好氧出水回流比≥100%。
6.根据权利要求5所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述步骤S2中,所述配水设施(3-6)控制回流至所述进水预混区(3-2)内的混合液的回流比≤50%。
7.根据权利要求6所述的厌氧-好氧深度耦合处理高浓度有机废水的方法,其特征在于:所述厌氧反应单元(1)为全混反应器或两相厌氧反应器,所述两相厌氧反应器包括产酸反应器(1-1)和产甲醛反应器(1-2),所述好氧反应单元(2)的出水回流至所述产甲醛反应器(1-2)内。
说明书
一种厌氧-好氧深度耦合处理高浓度有机废水的方法
技术领域
本发明涉及一种厌氧-好氧深度耦合处理高悬浮物有机废水的方法,属于污水处理技术领域。
背景技术
废水处理及资源化利用一般优先采用厌氧反应器,但由于反应物中常常含有大量含氮物质,厌氧发酵过程中,会有大量蛋白质转化分解、释放大量的游离氨氮,从而造成氨氮的累积,氨氮浓度往往达到2000mg/L以上。根据研究显示,影响产甲烷菌生长的一个重要营养因子是氨氮,氨氮浓度在50~200mg/L时有利于厌氧反应的进行;但是当氨氮浓度达到2000mg/L以上时,将会明显抑制产甲烷菌的产气效率;氨氮浓度达到5500mg/L时,甲烷产量削减50%。事实上,国内目前运行较好的餐厨(垃圾)渗滤液处理厂,也常常因为高浓度氨氮的影响使得产沼气效果不够理想。
另外,根据已有的大量餐厨(垃圾)渗滤液、畜禽粪便等处理实例,厌氧处理后的沼液(含沼渣)处理也是一大难题。在已有的实施案例中,高浓度氮的去除往往通过两级生化来实现。但是由于出水排放标准日趋严格,对TN(水体中总含氮量)的限制也越来越多,为满足排放标准,必须增加冗长的深度处理工艺段,随之而生的就是高投资成本与运行成本的问题。
以上两个问题,一方面希望提高厌氧产沼气的效率和产量,另外一方面,希望产生的沼液能够环保处理和处置,归结到底是解决高浓度氨氮的问题,而这一污染物质一般的解决方案是好氧生化,也因此有研究者提出厌氧出水上清液循环好氧处理的厌氧好氧耦合思路,但是存在一些技术难题:
DO(水中溶解氧)问题:好氧工艺对氧气的需求量一般较大,如A/O工艺好氧段溶解氧控制在2.0mg/L以上,而在厌氧反应尤其是产甲烷阶段,由于产甲烷菌缺乏过氧化物歧化酶,对O2十分敏感。若传统好氧生化工艺出水直接循环到厌氧单元,大量O2将与产甲烷菌细胞内的一些活性基作用,导致重要酶系解体;同时O2产生的超氧阴离子自由基也会使细胞致死损伤,最终将导致厌氧反应失败;
硝态氮问题:一般认为厌氧环境是硝态氮不存在或极少量的水体环境,但是大多数好氧工艺只能做好氨氮到硝态氮的转化过程、而不能完成硝态氮到氮气的转换。也就是说,一旦好氧出水回到厌氧单元,将会携带大量硝态氮,直接破坏厌氧环境,从而使得反应器内的异养菌成为优势菌种,严重影响厌氧反应过程,甚至导致厌氧反应失败。
发明内容
本发明为克服现有技术弊端,提供一种厌氧-好氧深度耦合处理高浓度有机废水的方法,厌氧出水进入好氧单元,控制好氧单元水体内的DO值,完成脱氮,之后好氧出水控制回流比再次回到厌氧单元,循环反应,提高厌氧沼气产气率,同时好氧出水水质更高。
本发明解决其技术问题所采用的技术方案是:
一种厌氧-好氧深度耦合处理高浓度有机废水的方法,包括厌氧处理单元和好氧处理单元耦合使用,所述厌氧-好氧深度耦合处理方法包括如下步骤:
a、有机废物经过破碎和筛选后,固体废物收集另行处理,将滤得的浆液投入厌氧反应单元内,与预先加入厌氧反应单元内的厌氧污泥充分混合、厌氧发酵得到沼气和沼液;
b、厌氧反应的沼液进入好氧反应单元,经过同步硝化反硝化过程,除氮;
c、将好氧反应单元的出水部分回流至厌氧反应单元,与有机废物原浆液充分稀释混合,进行厌氧反应,另一部分出水进入下一处理工艺或达标排放。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述好氧反应单元为一体化反应器,好氧反应的过程包括如下步骤:
S1、将厌氧反应的沼液通过进水点进入所述好氧反应器主体底部的进水预混区内,进水点设置在所述进水预混区的前端,通过进水预混区底部的微孔曝气系统控制进水预混区内沼液内的溶解氧浓度,沼液之后流入主曝气区内,通过主曝气区内间歇曝气控制主曝气区内溶解氧浓度,进行同步硝化反硝化反应降解污染物;
S2、主曝气区内的降解后的循环水在尾端经气提区推流,气提区设置在进水点同侧,气提区之后设置配水设施,气提推流后的泥水混合液经过配水设施分流,一部分回流至进水预混区内与新进水混合,循环反应;
S3、配水设施分流的另一部分泥水混合液向上进入回流通道,回流通道内的混合水一部分上升穿过澄清区,经过固液分离后,出水进入出水渠道内,外排,另一部分混合水回流至主曝气区,与经过进水预混区内进入主曝气区内的进水再次混合,循环反应。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述步骤中,所述好氧反应单元的进水预混区和主曝气区内的溶解氧浓度低于0.3mg/L。此溶解氧浓度可以保证好氧反应中硝化反硝化工艺同步进行,保证好氧出水中,溶解氧浓度低于0.2mg/L,从而保证厌氧反应产气效率。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述步骤c中,通过曝气装置控制所述好氧反应单元出水中的溶解氧含量≤0.2mg/L,硝态氮含量≤15mg/L,SS≤50mg/L。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述步骤c中,控制好氧出水回流比≥100%。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述步骤中,所述配水设施控制回流至所述进水预混区内的混合液的回流比≤50%。保证回水中携带的氧只占进水预混区内有微孔曝气设施提供氧的很小一部分。
上述厌氧-好氧深度耦合处理高浓度有机废水的方法,所述厌氧反应单元为全混反应器或两相厌氧反应器,所述两相厌氧反应器包括产酸反应器和产甲醛反应器,所述好氧反应单元的出水回流至所述产甲醛反应器内。
本发明的有益效果是:①好氧反应单元除氮率接近100%,即出水氨氮浓度接近于零,通过控制好氧出水回流比,可将厌氧反应器内的氨氮浓度控制在1000mg/L以下(理想状态控制为200mg/L以下),在此氨氮浓度下,厌氧反应抑制程度较轻,沼气产出极大提升。
②厌氧反应单元和好氧反应单元循环耦合,沼液得到环保处理:在厌氧反应单元降解完大量BOD后,好氧反应单元去除剩余BOD及氨氮,出水可达到一级A标准甚至更好水质。
③通过控制好氧反应阶段的溶氧≤0.3mg/L,硝化反硝化工艺同步进行,使得好氧反应单元出水DO极低,始终控制在0.2mg/L以下(一般而言,厌氧环境即DO<0.2mg/L),确保了回流混合液不会破坏厌氧环境。
④由于好氧反应单元内好氧硝化、好氧BOD氧化、缺氧反硝化并行进行,高浓度氨氮最终转化为N2释放,好氧出水回流液中硝态氮含量极低,基本保持在15mg/L以下,对厌氧反应几乎不产生影响。
⑤好氧混合液循环回流比可通过回流管道安装电动调节阀自控调节,因此厌氧反应器里浆液的COD值也因此而灵活调节,这样提高了厌氧反应单元的抗冲击负荷能力,尤其适用于高浓度、高水质波动变化的有机废物处理。
⑥厌氧出水可生化性强、COD较高、氨氮高,尤其适合后续好氧脱氮:其一,无需投加碳源,节省了曝气费用与药剂费用;其二,在厌氧阶段,有机氮大多已转化为氨氮,加快了硝化与反硝化进程,提高了好氧生化效率。(发明人李明;维克・恩格拜;鄢紫)

