ЁЁЁЁШОВМГЇЮлЫЎЫЎжЪ
ЁЁЁЁШОВМГЇЕФЮлЫЎЫЎжЪЫцВЩгУЕФЯЫЮЌжжРрКЭМгЙЄЙЄвеЕФВЛЭЌЖјвьЃЌЮлШОЮязщЗжВювьКмДѓЁЃгЁШОИїЙЄађЕФХХЫЎЧщПівЛАуЪЧЃК
ЁЁЁЁЭЫНЌЗЯЫЎЃКЫЎСПНЯаЁЃЌЕЋЮлШОЮяХЈЖШИпЃЌЦфжаКЌгаИїжжНЌСЯЁЂНЌСЯЗжНтЮяЁЂЯЫЮЌаМЁЂЕэЗлМюКЭИїжжжњМСЁЃЗЯЫЎГЪМюадЃЌpHжЕЮЊ12зѓгвЁЃЩЯНЌвдЕэЗлЮЊжїЕФ(ШчУоВМ)ЭЫНЌЗЯЫЎЃЌЦфCODЁЂBODжЕЖМКмИпЃЌПЩЩњЛЏадНЯКУ;ЩЯНЌвдОлввЯЉДМ(PVA)ЮЊжїЕФ(ШчЕгУоОЩД)ЭЫНЌЗЯЫЎЃЌCODИпЖјBODЕЭЃЌЗЯЫЎПЩЩњЛЏадНЯВюЁЃ
ЁЁЁЁжѓСЖЗЯЫЎЃКЫЎСПДѓЃЌЮлШОЮяХЈЖШИпЃЌЦфжаКЌгаЯЫЮЌЫиЁЂЙћЫсЁЂРЏжЪЁЂгЭжЌЁЂМюЁЂБэУцЛюадМСЁЂКЌЕЊЛЏКЯЮяЕШЃЌЗЯЫЎГЪЧПМюадЃЌЫЎЮТИпЃЌГЪКжЩЋЁЃ
ЁЁЁЁЦЏАзЗЯЫЎЃКЫЎСПДѓЃЌЕЋЮлШОНЯЧсЃЌЦфжаКЌгаВагрЕФЦЏАзМСЁЂЩйСПДзЫсЁЂВнЫсЁЂСђДњСђЫсФЦЕШЁЃ
ЁЁЁЁЫПЙтЗЯЫЎЃККЌМюСПИпЃЌNaOHКЌСПдк3%ЁЋ5%ЃЌЖрЪ§гЁШОГЇЭЈЙ§еєЗЂХЈЫѕЛиЪеNaOHЃЌЫљвдЫПЙтЗЯЫЎвЛАуКмЩйХХГіЃЌОЙ§ЙЄвеЖрДЮжиИДЪЙгУзюжеХХГіЕФЗЯЫЎШдГЪЧПМюадЃЌBODЁЂCODЁЂSSОљНЯИпЁЃ
ЁЁЁЁШОЩЋЗЯЫЎЃКЫЎСПНЯДѓЃЌЫЎжЪЫцЫљгУШОСЯЕФВЛЭЌЖјВЛЭЌЃЌЦфжаКЌНЌСЯЁЂШОСЯЁЂжњМСЁЂБэУцЛюадМСЕШЃЌвЛАуГЪЧПМюадЃЌЩЋЖШКмИпЃЌCODНЯBODИпЕУЖрЃЌПЩЩњЛЏадНЯВюЁЃ
ЁЁЁЁгЁЛЈЗЯЫЎЃКЫЎСПНЯДѓЃЌГ§гЁЛЈЙ§ГЬЕФЗЯЫЎЭтЃЌЛЙАќРЈгЁЛЈКѓЕФдэЯДЁЂЫЎЯДЗЯЫЎЃЌЮлШОЮяХЈЖШНЯИпЃЌЦфжаКЌгаНЌСЯЁЂШОСЯЁЂжњМСЕШЃЌBODЁЂCODОљНЯИпЁЃ
ЁЁЁЁећРэЗЯЫЎЃКЫЎСПНЯаЁЃЌЦфжаКЌгаЯЫЮЌаМЁЂЪїжЌЁЂгЭМСЁЂНЌСЯЕШЁЃ
ЁЁЁЁМюМѕСПЗЯЫЎЃКЪЧЕгТкЗТецЫПМюМѕСПЙЄађВњЩњЕФЃЌжївЊКЌЕгТкЫЎНтЮяЖдБНЖўМзЫсЁЂввЖўДМЕШЃЌЦфжаЖдБНЖўМзЫсКЌСПИпДя75%ЁЃМюМѕСПЗЯЫЎВЛНіpHжЕИп(вЛАу>12)ЃЌЖјЧвгаЛњЮяХЈЖШИпЃЌМюМѕСПЙЄађХХЗХЕФЗЯЫЎжаCODCrПЩИпДя9Эђmg/LЃЌИпЗжзггаЛњЮяМАВПЗжШОСЯКмФбБЛЩњЮяНЕНтЃЌДЫжжЗЯЫЎЪєИпХЈЖШФбНЕНтгаЛњЗЯЫЎЁЃ
ЁЁЁЁШОВМГЇЕФЮлЫЎеІДІРэ
ЁЁЁЁИљОнгЁШОЦѓвЕЩњВњЕФВњЦЗВЛЭЌЃЌгЁШОЗЯЫЎвВЗжМИДѓРрЃЌШчЃКУоШОРрЁЂУЋШОРрЁЂЛЏЯЫРрЁЂеыжЏМАгЁЛЈРрЕШЃЌЫљвдХХГіЕФЮлЫЎГЩЗжЗЧГЃИДдгЃЌВЛЭЌЕФжњМСЁЂШОСЯМАШОећЙЄвеЖМЛсЕМжТХХГіЕФЮлЫЎВЛЭЌЃЌЫљвдгЁШОЦѓвЕЮлЫЎДІРэБиаыЪЧгаеыЖдадЕФЃЌСПЩэЖЈжЦЕФЃЌетвВОЭЪЧгЁШОЮлЫЎДІРэЯЕЭГЕФММЪѕФбЕуЁЃ
ЁЁЁЁгЁШОЦѓвЕЩњВњИїЙЄвеЖЮХХГіЕФЗЯЫЎЭГвЛЛьКЯДІРэЖдЙЄвевЊЧѓЗЧГЃИпЃЌЫљвдашвЊЩшМЦЖдгІЕФДІРэЙЄвеЃЌЖдВЛЭЌЕФХЈЖШКЭЬиЪтЕФЮлЫЎЃЌашЕЅЖРдЄДІРэЃЌБШШчИпбЮЁЂИпCODЁЂИпАБЕЊЁЂжиН№ЪєЕШвЛЖЈвЊЩшМЦЯргІЕФдЄДІРэЃЌЗёдђЖдећИіЯЕЭГГхЛїЬЋДѓЃЌЛсВњЩњЖОИБзїгУЃЌЕМжТећИіЮлЫЎДІРэЯЕЭГЬБЛОЁЃ
ЁЁЁЁР§ШчгЁЛЈВњЩњЕФЮлЫЎЫфШЛЩйЃЌЕЋЗЧГЃФбДІРэЃЌЮлЫЎжаАќКЌЕФНЌСЯЁЂжњМСЕШдгжЪЬЋЖрЁЃШчЙћвЛМвгЁШОЦѓвЕЕФВњЦЗЖрбљЛЏЃЌгУЫЎСПМАХХЫЎСПЗЧГЃДѓЃЌШєЦфжагавЛВПЗжРДздгЁЛЈГЕМфЕФЗЯЫЎЃЌНЈвщЗжРрДІРэЃЌЦфЫћВПЗжПЩвдПМТЧзіЕНжаЫЎЛигУЁЃ
ЁЁЁЁдкЩњВњЙ§ГЬжаЃЌгаЕФгУЫЎвЊЧѓЗЧГЃИпЃЌгаЕФвЊЧѓБШНЯЕЭЁЃВњЦЗгУЫЎЕФБъзМВЛЭЌЃЌИпЖЫВњЦЗЩѕжССЌздРДЫЎЖМашОЙ§ДІРэВХФмгУЁЃЖјдкЦеЭЈВњЦЗЕФЧхЯДМАКѓећЕШЛЗНкЃЌЪЙгУздРДЫЎОЭЪЧЩнГоРЫЗбЃЌЮлЫЎДІРэЯЕЭГжаЕФжаЫЎЛигУОЭФмТњзуЩњВњгУЫЎЕФашЧѓЁЃЫљвдгХауЕФЮлЫЎКЯРэЕФЮлЫЎДІРэЯЕЭГЪЧДгШЋЗНЮЛЕФНЧЖШШЅЩшМЦЃЌЮЊЦѓвЕСПЩэЖЈжЦзюОМУзюКЯРэЕФНтОіЗНАИЁЃЮлЫЎБІЧЁЧЁОЭЪЧетжжгХауЕФЮлЫЎДІРэЙЋЫОМЏОлЕиЁЃ
ЁЁЁЁШОВМГЇЕФЮлЫЎДІРэЙЄве
ЁЁЁЁЙигкШОВМГЇЕФЮлЫЎжЮРэЃЌММЪѕеўВпЕФжЮРэЙЄвеЩъУїШЗЬсГіЃКвдЩњЮяжЮРэЮЊжїЁЂЛЏбЇжЮРэЮЊИЈЁЂЩњЮяДІРэММЪѕКЭЮяРэЛЏбЇДІРэММЪѕЯрНсКЯЕФзлКЯжЮРэТЗЯпЃЌВЛвЫВЩгУЕЅвЛЕФЮяРэЛЏбЇДІРэЕЅдЊзїЮЊЮШЖЈДяБъХХЗХжЮРэСїГЬЁЃвђЮЊЩњЮяжЮРэашСЌајдЫааЃЌЗёдђВЛФмТњзуДяБъвЊЧѓЁЃ
ЁЁЁЁЕфаЭЕФШОВМГЇЮлЫЎДІРэЙЄвеСїГЬЭМШчЯТЃК
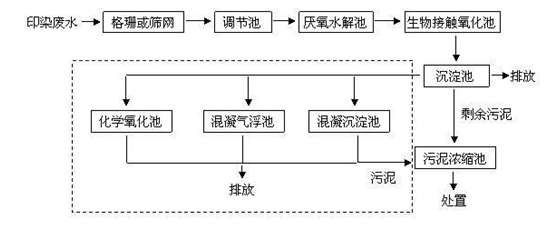
ЁЁЁЁШОВМГЇЗЯЫЎЯШОЩњЮяЗЈДІРэЃЌдйОЮяРэЛЏбЇЕФЗНЪНЩюЖШДІРэЃЌПЩбЁдёЛЏбЇбѕЛЏ(ЭбЩЋЃЌШЅГ§cod)ЁЂЛьФ§ЦјИЁЛђЪЧЛьФ§ГСЕэ(ЭбЩЋЃЌШЅГ§аќИЁЮя)ЃЌДІРэКѓДяБъХХЗХЁЃ