【摘要】借鉴国内最新技术研究成果,结合武钢某冷轧含油乳化液废水处理实例,探索一种将气浮、超滤、生化合理组合,并能灵活控制的新处理思路。经系列工业化试验表明,此工艺投资省、运行成本低,能很好解决冷轧含油乳化液废水COD达标排放问题,排水CODCr小于100 mg/L。
【关键词】冷轧;乳化液废水;气浮;超滤
1.前言
冷轧含油乳化液废水主要来自冷轧轧机组、磨辊间和带钢脱脂机组、湿平整工艺及各机组的油库排水等,其中的乳化液成分较为复杂,含有大量的矿物油或植物油、乳化剂及其它有机物,乳化程度高、 性质稳定、去除难度较大,排水COD达标困难,是我国钢铁行业废水处理的一道难题[1]。20世纪70年代,各国广泛采用气浮法去除水中悬浮态乳化油,同时结合生物法降解COD[2,3],但由于当时乳化液成分变化大,影响废水处理效果。近几年,随着冷轧工艺 技术的改进,吨材酸碱废水排量大幅度下降,削弱了酸碱废水对含油废水的稀释作用,使含油废水处理 难度进一步加大,国内各钢铁企业纷纷采用无机陶瓷膜过滤装置,配合生物接触氧化法降解COD[4,5,6]。 一时,“超滤+生化”工艺成了冷轧含油乳化液废水 处理的主流。但从考察国内多个冷轧厂含油乳化液废水处理系统的实际出水指标看,真正做到COD稳定达标排放的企业并不多,因此,探索新的工艺技术处理冷轧含油乳化液废水已成当务之急。国内高校如东北大学[7]、苏州科技大学[8]均在进行相关技术 研究。钢铁企业也在进行技术探索,例如:宝钢[9]1800 冷轧含油乳化液废水处理系统在超滤后增加了MBR工艺,天铁冷轧含油废水处理系统在超滤后增加了催化氧化装置,等等。但到目前为止,国内还没 有就此达成共识,形成统一的技术规范。采用的部分新工艺虽能提高处理效果,但投资和运行成本极高, 在当前行业不景气的情况下,推广应用较为困难。 武钢某冷轧厂设计年产量230万t,其含油乳化 液废水系统(含浓碱废水)设计平均水量24 m3/h,工 艺采用无机陶瓷膜超滤加生物接触氧化法。自该厂 投产2年多来,含油乳化液废水处理系统COD一直不能稳定达到排放要求,斜板沉淀池出水CODCr一 直在1500 mg/L左右,导致整个废水处理系统最终排口COD超标。针对目前实际运行情况,在该废水处理工艺基础上,探索了一种将气浮、超滤、生物接触氧化法合理组合,并能灵活控制的新处理思路。
2.含油乳化液废水处理系统现状解析
2.1水质特征
含油乳化液废水(含浓碱废水)实际排放量在 300~500 m3/d,来水主要污染物指标CODCr在 10000~20000 mg/L之间,pH在9~14之间。超滤进水CODCr在20000~35000 mg/L。生物接触氧化池进水 CODCr在2800~4000 mg/L。斜板沉淀池出水CODCr在 1500 mg/L左右。
2.2 原处理工艺及参数
原处理工艺如图1所示。
设备及构筑物参数:
调节池2座,总容积1600 m3。超滤12个单元, 每单元处理能力2 m3/h,循环箱容积237 m3。生化池 1座,总容积250 m3。破乳箱2个,总容积50 m3。
 |
 |
2.3 运行剖析
该厂建成投产2年多来,含油乳化液废水处理 系统COD一直未能达到排放要求。经过调查分析 发现,造成该废水处理系统出水COD不达标的原因主要有:
2.3.1超滤处理系统不完善,循环箱和乳化液调节 池存在严重皂化和COD浓度富集现象,出水COD浓度太高;
2.3.2生化池容积小,COD容积负荷率高达3.7~8.9 kg/m3.d,大大高于HJ/T337-2006标准规定(不大于1 kg/m3.d),COD去除率低;
2.3.3生化池营养比不协调,检测发现严重缺氮,细 菌繁殖不好;
2.3.4生化池间断进水,COD负荷冲击大,影响生化 处理效果。
3 处理新思路
3.1新思路的提出
超滤装置的出水水质、运行成本与进水COD 浓度、含油量高低密切相关。进水含油量越高,出水 水质越差,运行通量和周期下降,清洗频次和运行 成本相应增加。超滤工艺的优点是对COD和油的过滤效果好、对油的性质和状态适应性强,缺点是 设备投资高(处理1 m3/h水量的设备投资在40万 元左右),循环箱COD和油含量升高速度快,浮油 分离困难,易出现皂化,使出水水质变差,处理成本 增加。如何降低超滤进水COD和含油量是改善超 滤处理效果,降低运行成本的关键。浮选技术除油 效果好,设备投资低(处理1 m3/h水量的设备投资 在1万元左右),合理选配絮凝剂还对COD有明显 去除效果,在国内石油行业有大量应用,但其处理 效果受废水所含油的性质和浓度影响大。如能将超 滤和浮选工艺进行组合,用于冷轧含油废水处理, 将是一种新的工艺思路,在国内还没有应用案例。 存在的技术风险是浮选出水残留的絮凝剂是否影 响超滤运行。但从报道看,在线混凝超滤在国内有 成功的小试。本项研究拟以现有冷轧含油乳化液废 水处理工艺为依托,开展现场中试作,对“浮选+超 滤+生化”组合工艺的应用效果进行验证。
3.1.1工艺确定原则
(1)充分利用现有处理工艺设施;
(2)投资小,运行成本低;
(3)工艺调整方便,对水质、水量变化适应性强;
(4)所选用工艺技术成熟,处理效果好、运行稳 定。
3.1.2新思路工艺路线
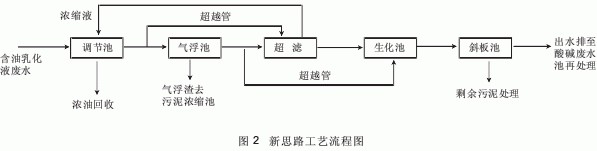
新思路工艺路线如图2所示。
3.2工艺说明
车间排来的含油乳化液废水由调节池收集,并 调节到一定温度和水质要求,利用调节池内经过改 进的收油装置回收上层浮油。投加适当的破乳剂 后,用气浮法分离去除乳化态的油及污染物。用超 滤装置截留小颗粒油珠和大分子溶解性有机物。剩 余极少量胶体状油珠及小分子水溶性有机污染物 利用经过驯化的微生物进行生化降解。生化出水经 斜板沉淀池澄清后排至酸碱废水系统进一步处理, 最终实现COD达标排放。
运行过程中,当水量或水质异常变化时,可视 情况对气浮与超滤进行串、并联组合运行,对工艺 进行灵活调控。
4.工业化试验
在工业化试验期间,含油乳化液废水处理量为 15 m3/h。为了不影响现有系统的处理能力,实施分 段性试验。首先进行生化试验,然后进行气浮单机 试验,最后在生化与气浮试验的基础上进行气浮、 超滤、生化组合试验。
4.1生化试验
生化试验分两个阶段进行。第一阶段主要观察 改善生化池营养比和生物结构,在进水COD容积 负荷不变情况下的生化处理效果。试验采取的主要 措施有:接入嗜油生物菌种,投加适量的生物酶催 化剂,添加废水中缺乏的生物营养元素,改善细菌 营养比,并对细菌进行适当驯化。
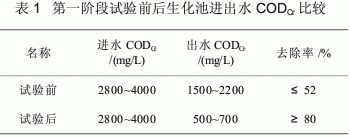
通过40天的试验观察,第一阶段生化池的 COD平均去除率从原来的50%提高到了80%以上, 试验前后生化池的进出水COD数据见表1。
从表1数据看,改进生化池营养比和细菌结构后,能够改善生化处理效果,提高COD去除率,但出水COD还是较高,不能实现COD达标排放。
 |
 |
第二阶段生化试验主要观察降低生化池COD负荷,同时改善营养比和生物结构时的生化处理效果。试验采用小试装置,处理水量选100 L/h和200 L/h,乳化液经过破乳后连续进生化池,生化池容积 3 m3。试验方法与第一阶段基本相同。
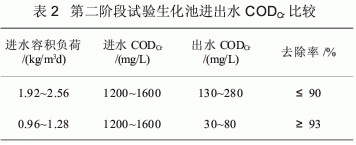
通过50天的试验观察,驯化结束后,生化池容积负荷在0.96~1.28 kg/m3.d的条件下,COD平均去除率在93%以上,两种负荷条件下生化池进出水COD数据见表2。
从表2数据看,在连续进水条件下,当生化池容积负荷在1 kg/m3.d左右,生化效果很好,COD去除率高,能够满足废水达标排放需要。
4.2气浮试验
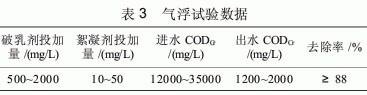
本次试验采购了一套处理能力为15~20 m3/h 的溶气气浮装置。在气浮试验前,先进行小试初步筛选破乳剂和絮凝剂的种类,试验中严格控制pH 在不同破乳剂的最佳反应范围内,从观察气浮浮渣和出水COD的测量数据来控制各种药剂的投加量,气浮试验的数据如表3所示:
从表3数据看,气浮出水COD值比超率低,波动幅值也相对较小,能减轻对生化池的冲击。
 |
 |
4.3 气浮、超滤、生化组合试验
气浮、生化试验取得良好的效果后,将气浮、超 滤、生化串联组合试验,试验前将超滤循环箱进行 彻底清洗(如不清洗循环箱,超滤通量会快速下 降)。试验水量10 m3/h,连续进水。
在系统调试稳定后,试验持续了一周时间。通 过观察发现,试验的前1~2天,超滤装置的COD去 除率很低,仅15%左右。但随着时间的延长,其出水 COD逐步下降,最终稳定在500 mg/L以下。超滤的 平均通量与没有气浮相比高50%以上,运行周期可 延长一倍以上。试验代表性数据见表4所示。
实现转炉浊水循环后,系统新水补水量由改造 前的580 m3/h降低到220 m3/h,节约新水360 m3/h. 年节约新水量=360 m3/h×24 h×320 d=276.48万m3/年; 则年节约新水费=年节约新水量×新水价格 =276.48万m3/年×1元/m3=276.48万元
 |
转炉浊水循环后,年节约新水276.48万m3,吨钢耗新水指标下降0.3 m3/t.
6.3社会效益分析
循环水系统工艺设施经过改造后,提高了循环水重复利用率,重复利用率由改造前的77.6%提高到92.4%。采用水质稳定技术,保证循环水的水质, 使水处理技术水平有所提高。降低吨钢新水耗量,部分解决水资源短缺问题。新水消耗量降低后系统 的外排水量随之减少,实现了重复利用减少了环境污染。作者: 舒纯,李杨树,钟付伟

