[摘要]印染废水水质变化大、色度高,直接生物处理难度大,单一生化处理工艺难以达到排放要求。采用铁屑内电解一生化工艺对浙江某印染厂废水处理系统进行改进,内电解预处理大大提高了废水的可生化性,最终生化段出水COD。去除率达到90%,色度去除率达到95%以上。铁屑内电解一生化工艺具有处理效果好、出水水质稳定、设备简单、操作管理方便、能耗低等特点,是处理印染废水的有效方法之一。
[关键词]印染废水;铁屑内电解法;脱色
随着染料工业的迅速发展. 目前全世界使用的染料品种已达数万种。印染废水主要含有染料、浆料、助剂、油剂、酸碱、纤维杂质及无机盐等,具有成分复杂、浓度高、色度高、难降解等特点[1]。鉴于单一生化处理工艺难以使废水达到排放要求.笔者采用铁屑内电解一生化工艺对某印染厂废水原处理工艺(水解酸化一好氧)进行改进。
1 铁屑内电解原理
铁屑内电解法处理印染废水是絮凝、吸附、架桥、卷扫、共沉淀、电沉积、电化学还原等综合作用的结果[2、3]。
1.1 电化学还原作用
铁屑内电解法是利用铁屑中的铁和碳(或加入的惰性电极)组分构成微小原电池的正极和负极.以投加的废水为电解质溶液。形成原电池.发生氧化还原反应,从而去除污染物的方法。新生态的电极产物活性高.能与水中的多种有机污染物发生氧化还原反应,使其结构、形态发生变化。完成由难处理到易处理、由有色到无色的转变。
铁屑内电解法在其工作过程中,发生式(1)、(2)、(3)反应。
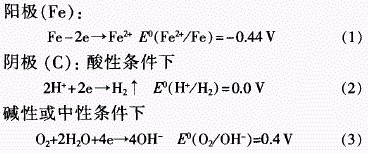 |
电极反应生成的产物具有很高的化学还原活性。在偏酸性的废水中.电极反应产生的新生态的H能与染料等有机物和无机物组分发生氧化还原反应,使染料的发色基团破坏甚至断链。从而达到脱色目的。
1.2 电沉积作用
电沉积一般是在外加直流电场的作用下,让溶液中的阴、阳离子在电极表面发生氧化还原反应并沉积的过程。它可分为两个阶段:(1)离子从电解液到电极表面并放电;(2)得到或失去电子的物质在电极表面沉积。而对于铁屑内电解法处理印染废水,电沉积主要是印染废水中的污染物伴随着原电池在铁的表面得到电子的过程。
1.3 絮凝作用
铁屑内电解过程中,阳极上溶出的Fe 2+能将废水中的染料粒子等胶凝在一起,形成以Fe2+为胶凝中心的絮凝体,捕集、夹裹和吸附悬浮的胶体共沉淀。而Fe2+有很强的还原能力,能使污水中的氯代芳香族有机物还原脱氯,使含磺酸基的芳香族有机物还原成酚类有机物。这些反应使得生物难降解的有机物转化为易降解的物质,从而提高了污水的可生化性,为后续的生物处理打下基础。另外,Fe2+经石灰中和及曝气后生成的Fe(OH)3是很好的胶体絮凝剂,吸附能力高于一般药剂水解得到的Fe(OH)3这样,废水中原有的SS以及通过内电解产生的不溶物和构成色度的不溶性染料可被其吸附凝聚。
2 实验部分
2.1 废水水质
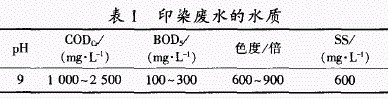
实验废水取自宁波镇海区某线业有限公司的印染废水,其水质变化较大,有机物浓度高,具有CODcr高且变化大、SS多、色度大、废水pH高、碱度大、BOD 低和可生化性差的特点,其水质指标见表1。
 |
2.2 分析方法和仪器
分析方法:pH采用pHS一3C数显酸度计测定:CODcr采用重铬酸钾法测定;色度采用稀释倍数法测定;BOD5采用稀释接种法测定。仪器:D100mm-510mm内电解过滤柱,自制:H—Y4调速多用振荡器。
2.3 实验方法
2.3.1 静态实验步骤
实验所用铁屑取自机械厂的废料。铁屑先用0.1 mol/L的稀硫酸,然后用丙酮反复洗涤以除去铁屑表面的油污及氧化物、可能吸附的有机物及其他杂质,最后用去离子水洗至中性。将预处理后的铁屑置于250 mL磨口锥形瓶中,加入150 mL待处理的印染废水,调节pH为5—7,摇床常温振荡。在预定的时间间隔取样,测pH,然后加入质量分数为5%的石灰乳调节pH至8 9.静止沉淀30 min,取上清液分析CODcrBOD5及色度。
2.3.2 连续实验
印染废水处理工艺流程见图1。
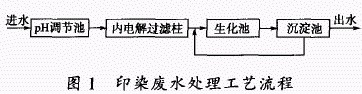 |
改进后工艺的废水首先流入pH调节池,将pH调节为5左右,由泵打人内电解过滤柱,经内电解还原处理后的废水进生化池进行生化处理,在充分供氧的条件下,附着在生化池中填料上的微生物对废水中的有机物进行生物降解,达到净化水质的目的。内电解过滤柱体积约4 L,内装有预处理过的废铁屑和粒径为1 mm的陶砾,体积比为1:1。生化池的有效容积约40 L.内装有D 50 mm×50 mm柱状悬浮填料,填料体积投配比为50%。整个池子用隔板分为4格,分别作为调池 、曝气池(2个)和沉淀池。底部接有穿孑L管曝气,反应器各段都自然形成独特的微生物,以适应不同的有机负荷。
3 结果与讨论
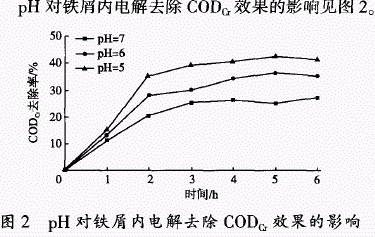
3.1 pH对铁屑内电解去除COD cr效果的影响
由图2可知,pH越低,CODo去除效果越好。pH为5时,去除率可>40%。在低pH下,铁单质更易被氧化成Fe 2+,Fe 2+流人后续的好氧曝气池中,被氧化为Fe(OH)3,有利于污泥的絮凝沉淀。但考虑到后续生化处理微生物生存对pH的要求(微生物在中性、弱碱性条件下生存),以及酸性过大,过多的铁溶入水中,不仅造成浪费,也会产生大量的无机污泥,增加后续处理的负担。因此在pH调节池内将进水的pH调节为5左右,既有利于铁屑内电解还原反应的发生。又可控制无机污泥的产生量。
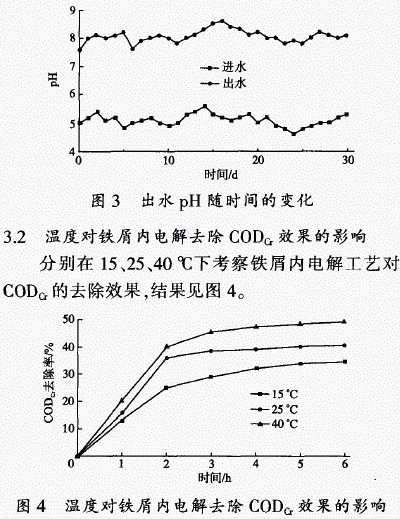
印染废水经内电解还原处理后,在生化段好氧曝气的过程中,水中的溶解氧继续氧化Fe2+,pH会有所提高[4]。实验结果见图3。
 |
 |
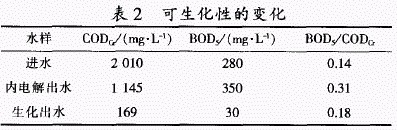
由图4可知。随着温度的升高,铁屑内电解法对印染废水CODcr的去除率增大,温度为4O℃时的COD cr去除率接近50%,比温度为25℃的CODcr去除率高近10%。考虑到废水工艺的实际应用。废水水温为18~35℃ ,平均温度为25℃左右,考虑到如果将废水加热。需增加设备投资和能源消耗,因此该工艺采用常温(25 oC)处理。由图4还可知,2h后废水处理效果较好。实际工程应用时,铁屑内电解段水力停留时间取2~3 h。
3.3 废水有机物的去除
3. 3.1 BOD5/CODcr的变化
废水经铁屑内电解处理后,其BOD5/CODcr的变化见表2。
 |
由表2可知,进水的BOD5/CODcr只有0.14,可生化性较差,采用原处理工艺(水解酸化一好氧)处理时。效果不理想。由于增加了内电解法预处理,偶氮染料及带有强拉电子基团的有机物被还原成小分子的有机物。BOD5/CODcr由原来的0.14增加到了0.31,大大提高了废水的可生化性,为后续生化处理创造了有利条件。
3.3.2 对CODcr的去除效果
废水的内电解还原处理时间为2 h。进水CODcr浓度逐渐增大到实际废水浓度。对CODcr的处理效果见图5。
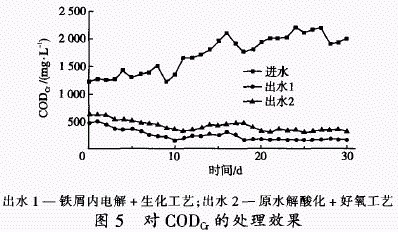 |
由图5可知,随着微生物对水质的逐渐适应,CODcr去除率渐渐升高,10 d后趋于稳定。出水CODcr为160~180 m#L,低于《纺织染整工业水污染物排放标准》(GB 4287-1 992)~级排放标准要求。原污水厂处理废水停留时间48 h.而在连续试验中,用铁屑内电解一生化工艺处理该印染废水,在废水pH为5,停留时间为30h的情况下,CODcr去除率可达到9O%以上。
3.4 对色度的处理效果
对色度的处理效果见图6。
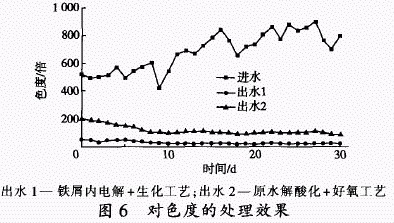 |
由图6可知,采用水解酸化一好氧处理时,虽然水力停留时间长达48 h,但出水的色度很难达标,一般在9O倍左右。采用铁屑内电解一生化工艺时降低色度的效果明显,随着反应的进行,颜色渐渐变浅,经过2 h后,废水即变成浅黄色,色度约45倍,脱色率达到95%。经后续生化段充分曝气后沉淀,废水变得更清,色度更小,为25倍左右,小于《纺织染整工业水污染物排放标准》(GB 4287-1992)一级排放标准。
4 结论
(1)采用铁屑内电解一生化工艺处理印染废水,工艺设备简单、电耗省、无需曝气。铁屑内电解是较为理想的生化处理的预处理工艺。
(2)铁屑内电解法对色度的去除效果甚佳,有色废水经预处理后色度大大降低,脱色率可达95%以上.出水色度符合国家标准。其对废水中有机物的去除也有一定效果,预处理的CODcr去除率可达40%。
(3)废水经铁屑内电解处理后,BOD5/CODcr由原来的0.14增加到了0.31,大大提高了废水的可生化性。再经生物处理后,CODcr的去除率>90%。
[参考文献]
[1]李家珍,染料、染色工业废水处理[M].北京:化学工业出版社,1997:74,
[2]吴文军,铁屑内电解法处理染料废水[J].污染防治技术,1994,7(3):41—42,
[3]罗立新,刘志江.铁屑内电解法废水处理装置研究[J].环境科学与技术,2003,26(2):42—44.
[4]徐文英,周荣丰,高廷耀,等,混合化工废水处理工艺的研究[J].给水排水,2003,29(5):52—55. 作者: 程春民 来源:谷腾水网

