摘要:研究采用电絮凝法处理含聚采油污水,优化了电极材料、极板间距、电流密度、pH和电解时间等对污水COD 和聚合物去除率有影响的因素。研究确定的电絮凝法处理含聚采油污水的最优工艺条件为:电流密度为7.mA/cm 2,电 解时间40.min,极板间距2.cm,pH 9.1.于最优条件下处理后COD和聚合物的去除率分别为68.5%和49.7%。
关键词:电絮凝;采油污水;处理
目前,含油污水处理大多采用“加药—沉降—过滤”,或“加药—气浮—过滤”的传统方法。但是从节约能源和合理使用资源的角度看,传统方法存在成 本高、工艺过程复杂等不足[1]。尤为不足的是,由于长期采用加药工艺,经大量加药处理后的回注水已经富 营养化。电化学方法处理废水具有设备相对简单,能在常温常压下运行,无需添加化学药品,设备体积小,占地面积少,操作简便灵活等优点,因而被广泛应用。
大庆油田是我国最大的油田,并且已经进入石油开发的中期,采出油中含水量已达70%~80%,有的甚至已高达90%,日产含油污水量非常大。如果这些水不经处理直接排放到环境中,势必会造成土壤、地面 水体的污染 [2] 。本实验尝试用电絮凝法 [3-6] 处理大庆 油田含聚采油污水,经电絮凝处理后,出水水质达到了注水水质要求,这不仅可以满足石油开采过程中注水量日益增长的需要,同时可以节约大量水资源,为 油田带来经济效益,且减少排放污水对环境的污染。
1 材料与方法
1.1材料
1.1.1水样
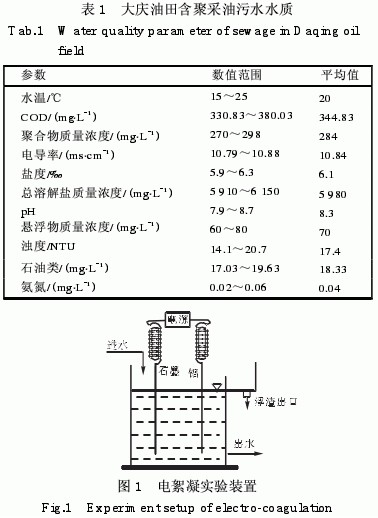
实验用水样取自黑龙江大庆油田的含聚采油污 水,其水质参数如表1所示。
 |
 |
1.1.2实验仪器
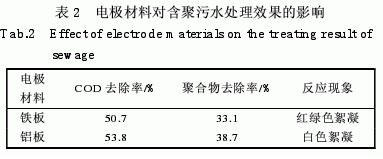
电解池为自制1,000,mL反应池(如图1所示), 阳极为铝板或铁板,阴极为石墨板,面积均为75,cm 2 ; WYJ直流稳压稳流电源,上海松特电器公司; HI98703型浊度仪,匈牙利HANNA公司;VIS–723型可见分光光度计,上海精密科学仪器有限公司; PH310型便携式酸度计,新加坡EUTUECH公司。
1.2方法
将600,mL含聚采油污水水样置于电解池中,插 入电极,将电极与直流稳压稳流电源相连接;调整电 流密度、pH及电极板间距等实验条件(实验过程中, 通过调整电解电压,保持电流密度恒定)进行实验;电 解结束后,静置一定时间,并取一定量的处理后水样, 测定水样的COD和聚合物的含量。
2 结果与讨论
2.1工艺参数对处理效果的影响
2.1.1电极材料
任何电化学反应过程,适当的选择电极材料往往起着重要作用。在电絮凝过程中,用于水处理的电极材料必须是对人体和环境无毒无害的。铁铝材料无 毒、价廉,且生活中随处可得,因而成为很好的电絮凝电极材料。本研究分别用铁和铝做阳极,在相同条件下,考察其对原水样电絮凝后的效果,结果如表2所示。由表2可知,用铝板做阳极的处理效果要略好于铁板。电解产生的铝离子与铁离子在溶液中水解、聚合生成一系列多核羟基络合物和氢氧化物,作为絮凝剂而起絮凝作用,铝的絮状物是白色的,而铁的絮凝物是红绿色的,所以铁电极会对水样处理后的色度有一定的影响。铝与石墨电极对含聚采油污水的处理效果较好。
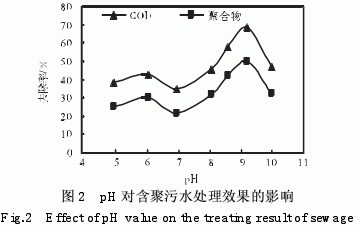
2.1.2 pH 当电流密度7,mA/cm 2 ,电解时间30 min,极板间 距2,cm时,pH对COD和聚合物的去除率的影响如 图2所示。污水中COD和聚合物的去除率在pH约 为9时达到最佳,当pH大于9时,去除率会随之降 低。在pH为酸性和中性时,污水中COD和聚合物的 去除率较低,且在中性时去除率最差。
2.1.3电流密度
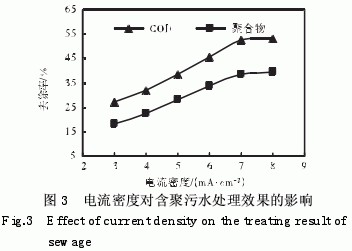
当pH为8.3,电解时间30,min,极板间距2,cm 时,电流密度对COD和聚合物的去除率的影响如图3 所示。随着电流密度的增大,COD和聚合物的去除率 增大,当电流强度增大到一定程度时,即7,mA/cm 2 , 两者的去除率基本趋于稳定。
2.1.4电解时间
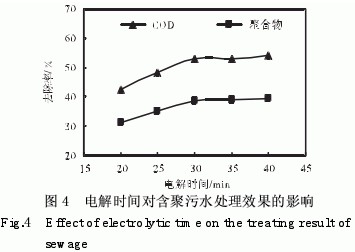
当pH为8.3,电流密度7,mA/cm 2 ,极板间距 2,cm时,电解时间对COD和聚合物的去除率的影响 如图4所示。随着电流密度的增大,COD和聚合物的 去除率增大,当电流时间增大到30,min时,两者的去 除率基本趋于稳定。
2.1.5极板间距
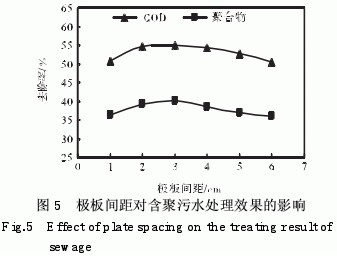
pH为8.3,电流密度7,mA/cm 2 ,电解时间30,min 时,极板间距对COD和聚合物的去除率的影响如图 5所示。在实验范围内,COD和聚合物的去除率随极 板间距的增大而先增大然后再减小,但受极间距的影 响很小,极板间距在3,cm左右时为最佳。
 |
 |
 |
 |
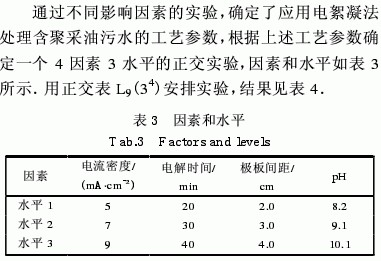
2.2最佳工艺条件的确定
采油污水电絮凝后,静置大约80,min,其浊度值 将趋于稳定,继续静置,溶液浊度变化不甚明显,稳定 在3~4,NTU。由此认为,污水在最优条件下电絮凝 后,静置80,min为宜。
 |
 |
2.4污水处理后水质指标分析
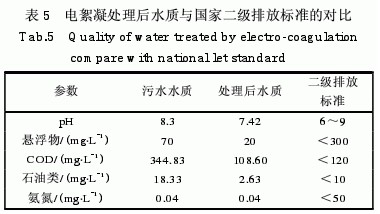
将电絮凝处理后产水水质与GB 8978—1996 《污水综合排放标准》进行比较,结果表明处理后水 质符合国家二级排放标准。对比结果见表5。
 |
3 结论
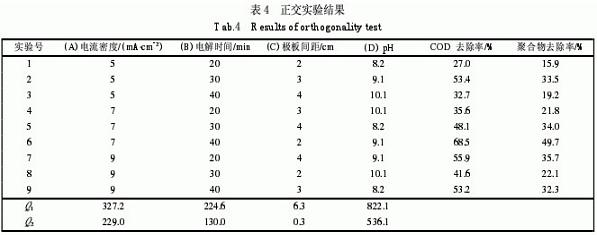
(1)电絮凝法处理含聚采油污水时,金属铝是比 较理想的阳极材料。正交实验显示各因素对污水处 理效果影响的主次顺序为:pH>电流密度>电解时间>极板间距。
(2)最优条件为:电流密度7,mA/cm 2 、电解时间 40,min、极板间距2,cm、原水pH 9.1。在此条件下对 污水进行处理,处理后COD和聚合物的去除率分别 为68.5%和49.7%。采油污水电絮凝后,沉降80,min, 原水浊度由17.4 NTU降到3~4,NTU。
(3)电絮凝法处理含聚采油污水,工艺简单,处理 后水质指标达到国家工业污水二级排放标准。
参考文献:
[1]杨云霞,张晓健.我国主要油田污水处理技术现状及问 题[J].气田地面工程,2001,20(1):4-5.
[2]李旭东,李亚峰,刘元.物理化学法处理采油废水的研 究进展[J].辽宁化工,2007,36(2):92-95.
[3]孙境蔚.电絮凝技术在废水处理中的应用[J].泉州师 范学院学报:自然科学,2006,24(6):55-59.
[4]王车礼,裴峻峰,陈毅忠,等.电絮凝处理油田废水初步 研究[J].油气田环境保护,2002,12(3):19-21.
[5]曹梦竺.电絮凝在水处理中的应用[J].广西轻工业, 2007,8(9):93-95.
[6]王丽敏,李秋荣,石晴.电絮凝法处理含油废水的研究 [J].化工科技,2005,13(3):30-33.来源:马敬环,李强,裴孝君,项军

