目前,全世界粘胶纤维产量占化纤总产量的1/3左右,我国粘胶纤维年产达几十万吨,是主要的化纤品种。粘胶纤维的生产过程中会产生大量的酸、碱废水,其直接排放将造成严重的水污染和大量纤维资源的流失浪费。由于粘胶纤维生产混合废水的酸性很强且富含锌盐和硫化物,治理难度较大,采用常规的物化+生化治理工艺存在运行效果不够稳定、占地面积大和投资高等问题,急需研究开发既可靠又经济的治理新工艺。
1 废水概况
1.1 废水来源[1]
粘胶纤维生产废水主要包括酸性和碱性废水两大类,其中酸性废水主要来源于纺丝车间和酸站,包括塑化浴溢流水、洗纺丝机水、酸站过滤器洗涤水、洗丝水和后处理酸洗水等;碱性废水主要来源于碱站排水、原液车间废水胶槽及设备洗涤水、滤布洗涤水、换喷丝头时的带出水和后处理的脱硫废水等。
1.2 废水水量及特征污染物
粘胶纤维生产过程中废水排放总量大致为:短纤维300m3/t,长纤维1200m3/t。粘胶纤维生产混合废水中的特征污染物为硫酸、硫化物、锌盐和纤维素。其中硫酸、硫化物(主要是H2S、CS2等)和锌盐污染主要来自粘胶成形工段废水,且锌盐主要以硫酸锌和纤维素磺酸锌的形式存在;纤维素主要是由于碱性废水中的粘胶纤维素与酸性废水混合后酸析而产生。
2 常规治理工艺
2.1 一级物化处理
目前,国内粘胶纤维生产废水的一级物化处理工艺普遍采用如图1所示的流程。粘胶纤维生产过程中产生的酸性废水和碱性废水经混合中和、曝气吹脱硫化物、加石灰乳除锌和沉淀澄清后,出水很难达到国家排放标准,尤其是废水的S2-、Zn2+和COD等不易达标。
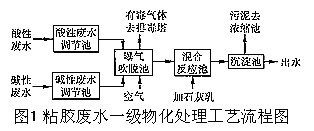 |
存在的问题:
① 废水经混合后酸性仍较强(pH=2~3),此时原废水中的粘胶纤维素大量地被酸析出来,而纤维素体积质量小,以常规的沉淀方式难以彻底去除,从而影响出水水质,造成COD超标和资源的流失浪费。
② 该工艺主要通过曝气吹脱方式去除硫化物(如H2S、CS2等),但受到诸多因素的影响,吹脱效率不是很高,出水常会出现S2-超标的现象。
③ 在加石灰乳除锌的沉淀过程中,由于其沉淀反应的最佳pH值范围较窄(pH=8~9),反应条件难于控制,加上人工投药,出水常出现Zn2+超标的现象。
④ 由于混合废水的pH值较低,要达到后续的沉淀反应条件需投加大量的石灰乳液,这一则增加了运行费用,二则产生的大量石灰渣增加了后续沉淀池的负荷,从而也增加了整个治理过程中的污泥处理量和处置难度。
2.2 二级生化处理
为全面提高粘胶纤维生产废水治理后的出水水质,达到国家一级排放标准,丹东化纤厂和山东高密化纤厂在国内率先采用了在一级物化处理的基础上再加活性污泥二级生化处理工艺(如图2所示)。
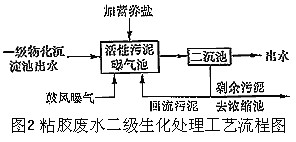 |
粘胶纤维生产废水经一级物化处理后,一些主要污染物(如COD、SO2-4、Zn2+和硫化物等)有相当一部分被去除,再经后续的活性污泥二级生化处理,使得废水中BOD5、COD等得以进一步去除,正常运行时出水可达国家一级排放标准。
存在的问题:
① 由于仅是在物化处理的基础上增加了一道活性污泥生化处理工艺,故原物化处理过程中的一些问题(如资源的流失浪费、运行费用高、泥量大)仍然存在。
② 由于前面物化处理过程的自动化控制程度不高,运行效果不稳定,使得一级处理后的出水时常出现SO2-4、Zn2+超标的现象,而通常当SO2-4>1000mg/L或Zn2+>20mg/L时,微生物的生长会受到明显抑制,这大大影响了后续生化处理的效率。
③ 由于前面物化处理过程对COD的去除效率不高,使得废水中酸析出的大量轻质纤维素进入后续的活性污泥生化处理时,污染负荷较大,活性污泥质量不高,需要较长的停留时间(5.7~9.5 h),这使整个基建投资和运行成本较高,占地面积也较大。
3 改进工艺
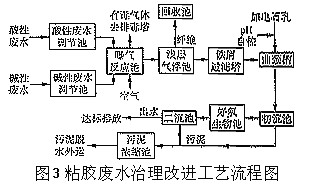
根据目前国内粘胶纤维生产废水治理工艺存在的一些不足,结合该废水的实际水质水量情况,通过中试试验研究,提出了在常规的物化+生化处理工艺的基础上增添浅层气浮+铁屑过滤的改进新工艺(如图3所示)。
 |
3.1 主要工艺原理
① 浅层气浮工艺
原水从气浮池中心的旋转进水管进水,通过旋转布水管布水,布水管的移动速度和进水流速相同,这样就产生了“零速度”,在这种状态下进水不会对池水产生扰动,使得颗粒的悬浮和沉降都在一相对静止的状态下进行,且这类气浮装置的池深一般不超过650 mm。正是依据“零速理论”和“浅池理论”,使得该装置的进水停留时间短(仅3~5min),表面负荷高达9.5~12m3/(m2・h),悬浮物的去除效率可达85%以上。
② 铁屑过滤工艺
铁屑过滤系统是用废铁屑经预处理和活化后作填料,利用其产生的电化学反应的氧化还原、电附集、催化、混凝、吸附过滤等综合效应达到处理效果[2],其中主要作用是氧化还原和电附集。
废铁屑的主要成分是铁和碳,当将其浸入电解质溶液中时,由于Fe和C之间存在1.2V的电极电位差,因而会形成无数的微电池系统,在其作用空间构成一个电场[3],其电极反应如下:
阳极 Fe-2e→Fe2+
阴极 2H++2e→2[H]→H2↑
O2+4H++4e→2H2O
O2+2H2O+4e→4OH-
阳极反应生成大量的Fe2+进入废水,形成具有较高吸附絮凝活性的絮凝剂;阴极反应产生大量新生态的H・,在偏酸性的条件下,新生态的H・能与废水中的许多组分发生氧化还原反应,使有机大分子发生断链降解,提高废水的可生化性,且阴极反应消耗了大量的H+生成了大量的OH-,这使得废水的pH值也有所提高。
3.2 工艺说明
① 粘胶纤维生产中产生的酸性和碱性废水按配比混合至pH=2~3后进入吹脱反应池,酸析出大量呈悬浮状的粘胶纤维素,大部分H2S、CS2等成分也得以吹脱去除。
② 吹脱反应池出水进入浅层气浮,大量纤维素得以较为彻底的去除并回收,这既降低了后续处理的污染负荷,也实现了粘胶纤维素的资源回收。
③ 气浮池出水经铁屑过滤产生了氧化还原和电附集作用,废水中的主要污染物(纤维素磺酸锌)发生了断链脱锌反应,利于后续处理对Zn2+的彻底沉淀去除,废水的pH值和可生化性均得到了提高(pH=5~6),大大减少了后续中和沉淀的投碱量和污泥产量,也有利于生化处理过程。与此同时,该过程产生的大量Fe2+既可兼作絮凝剂,使后续沉淀过程中不必外加絮凝剂,又可使废水中残留的S2-以FeS沉淀的方式得以彻底去除。
④ 铁屑过滤塔出水进入曲颈槽与电石乳液(代替石灰乳,节省药剂费用)充分混合反应,然后进入初沉池沉淀。通过pH值自动控制投药系统的控制,反应pH值控制在8~8.5,此时废水中的Zn2+被彻底沉淀去除,废水中的绝大部分Fe2+也得到沉淀去除。经铁屑塔处理后的废水,沉淀性能好(仅需0.5~1.0h即可完全沉淀下来),大大减少了沉淀池的池容;另外,出水中含有的极少量Fe2+,它是生物氧化酶的重要组成部分,同时在Fe2+→←Fe3+的过程中,电子传递对生化反应有刺激作用,从而使生化反应速度有所提高。
⑤ 初沉后的出水进入好氧池进行生物处理,由于废水的可生化性得到了提高,使废水中残余的COD、BOD5能在很短时间内得到进一步的降解去除,出水再经二沉池沉淀后达标排放。
⑥ 初沉池和二沉池中的污泥,先经污泥泵泵入污泥浓缩池浓缩,再经脱水机脱水(因纤维素含量少,其脱水性能好),产生的泥饼外运,浓缩池的上清液回流至好氧池进行生化处理。
3.3 治理效果
在南平天元化纤厂现场进行了粘胶纤维废水的中试,原水水质情况见表1。
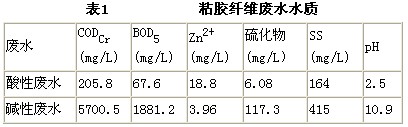 |
碱性和酸性废水按1∶2.5混合,经处理后出水水质能达到国家一级排放标准。试验结果见表2。
 |
① 经浅层气浮后的出水,其COD含量能降至250mg/L,COD的去除率能达到85.9%以上的水平,这充分说明了浅层气浮在本工艺中运用的合理性和优越性。
② 废水在铁屑过滤塔中反应,停留30min左右后,出水Zn2+的含量<0.05mg/L,硫化物的含量<0.5mg/L,这充分说明了铁屑过滤完全满足本工艺对Zn2+和硫化物的治理要求。
4 结论
通过改进工艺的中试研究,可得出以下结论:
① 采用改进工艺处理粘胶纤维生产废水切实经济可行,出水水质能稳定地达到国家一级排放标准,且能回收纤维素资源,值得在实践中推广应用。
② 实践证明:浅层气浮和铁屑过滤在粘胶纤维生产废水治理过程中的运用是合理、先进的,彻底解决了常规处理中时常会出现的COD、Zn2+和S2-等超标的问题。
③ 结合粘胶纤维生产废水的实际水质情况,充分发挥浅层气浮和铁屑过滤的特点和优势,整个工程投资和占地面积较常规方法均能节省1/3左右,也无需另外投加絮凝剂,用电石乳废液代替石灰乳使投加量大为减少,故投药费用也能节省近2/3。
④ 采用改进工艺能使处理过程中产生的污泥量大为减少,大大降低了污泥的处置费用和难度。
⑤ 改进工艺设施操作简单方便、运行可靠、自动化程度较高。
⑥ 对粘胶纤维厂现有的物化+生化治理设施,利用本改进工艺能很容易地实现技术改造。 来源:谷腾水网

