印染废水具有高浓度、高色度、成分复杂、有毒有害物质多,可生化性差,排放量大等特点,对水体的污染特别严重。印染废水的常规处理方法主要有:吸附法、氧化还原法、化学凝聚法、离子交换法、超滤法、生化法和电化学法等。这些方法各有一定的局限性,如存在处理费用高、工艺复杂、处理后污泥量大、造成二次污染等问题。电凝聚-气浮法可在1台设备中同时完成电凝聚、电气浮、氧化和还原等过程,具有絮凝、吸附、浮上、氧化还原等作用,无需外加药剂、无二次污染。综合考虑各种方法的优缺点,本实验选择电凝聚-气浮法对印染废水进行脱色处理,采用以铝板为电极的电凝聚法对印染废水进行脱色研究,对有关的操作参数进行了探讨。
1 实验
1.1 实验原理
电凝聚-气浮法是根据电化学原理,以可溶性金属做电极,在电源作用下净化水质的一种水处理技术。该方法以金属Al或Fe作为阳极,在电流作用下,阳极失去电子,以Al3+或Fe2+的形式溶出;阴极H+得到电子,产生大量的H2。Al3+或Fe2+具有极强的活性,能够和OH-形成具有强絮凝作用的高分子线性物。
反应过程产生了新生态的[O]和[H],可分别起到对有机物的氧化和还原作用,最终将污染物降解为CO2和H2O,无需外加药剂且无二次污染[1-2]。此外H2和O2还具有良好的浮升作用,可将絮凝物携带至水面,以便于分离污染物。
1.2 实验水样
实验水样采用实验室自配的模拟印染废水。
1.3 实验仪器
主要设备是RL-1型电凝聚-气浮装置,该装置设有阴阳电极各2块,均采用铝板,电极间距为1cm。该装置能够自动交换正负极,可有效防止电极钝化。
1.4 实验方法
实验时首先将印染废水泵入电凝聚-气浮槽内,待槽内充满水时接通电解电源进行反应,同时开启刮泡机,将浮渣刮除。待一段时间后在污水出口处取样并分析测定其色度。色度的测定采用稀释倍数法。
2 结果与讨论
2.1 电凝聚时间对色度去除率的影响取7份初始色度为3125倍的印染废水水样,调节pH=6,电流强度I=2A,倒极时间t=0.5min,电凝聚时间分别为10min、15min、20min、25min、30min、35min、40min,进行电凝聚-气浮反应。实验完毕后,取样测定处理后废水的色度值,实验数据见表1。

从表1可以看出,随电凝聚时间的增加,色度的去除率也随之增加。当电凝聚时间超过20min后,随时间的增长色度的去除率无明显变化,其原因与电凝聚-气浮的原理有关。当电凝聚时间较短时,电极板产生Al3+较少,生成的A(OH)3也就少。因此,电凝聚时间较短时,水样的色度去除率较低。随着电凝聚时间的延长,电极板产生Al3+增多,产生Al(OH)3的量也随之增多,逐渐达到最佳状态。而当电凝聚时间过长时,色度去除率随时间延长而出现下降,是因为电解产生过多的Al(OH)3会使胶体表面电荷发生逆转,破坏了絮凝颗粒的稳定性,循环时间过长,絮体被破坏,絮凝能力下降[3]。考虑到电耗和电极材耗的问题,选择电凝聚时间为20min作为最佳操作时间值。
2.2 电流强度对色度去除率的影响
取5份初始色度为3125倍的印染废水水样,调节pH=6,电凝聚时间为20min,倒极时间为0.5min,电流强度分别为0.5A、1A、1.5A、2A、2.5A,进行电凝聚-气浮反应。实验完毕后,取样测其色度值,实验数据见表2。
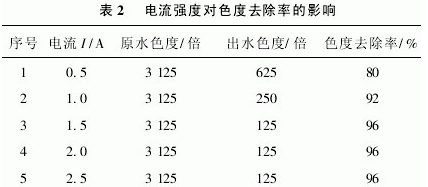
从表2可以看出,随电流强度的增加,色度的去除率也随之增加,但电流强度大于1.5A时,色度去除率增幅不大。分析其原因,当电流较小时,铝电极板电解出的Al3+较少,水电解出来的H+和OH-也比较少,因此生成的Al(OH)3和H2也比较少,废水处理不彻底,水中仍有剩余的有机物、悬浮固体等存在,使其处理效果不太理想。而当电流强度较大时,则会产生较多的Al(OH)3,会使出水浑浊,影响处理效果,而且也会使处理成本提高[4]。考虑到电耗和电极材耗的问题,故选择电流强度I=1.5A作为最佳值。
2.3 pH对色度去除率的影响
取7份初始色度为3125倍的印染废水水样,调节电凝聚时间为20min,电流强度I=1.5A,倒极时间为0.5min,用稀H2SO4溶液或者稀NaOH溶液来调节pH值分别为3、4、5、6、7、8、9,进行电凝聚-气浮反应,实验完毕后,取样测其色度值,实验数据见表3。
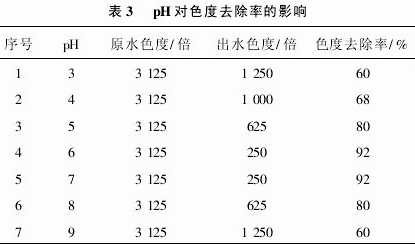
从表3可以看出,进水pH值在3-9范围内时,处理效果均达到60%以上,随pH值的增加,色度的去除率先增大后减小,其原因在于以下两方面:首先pH<4时,溶液中正电荷聚合离子过多,会使胶体电荷改变符号,出现胶体再稳现象,并且不易形成Al(OH)3絮体,起不到凝聚作用;其次pH>10时,溶液中铝离子主要以Al(OH)-4形式存在[5],对负电荷胶体起不到中和作用,所以去除效果很差。当pH在6左右时,色度去除率较高,可达90%以上。所以选择pH为6-7作为最佳值。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)电凝聚-气浮法对印染废水进行脱色处理,最佳进水pH值为6-7,最佳电流强度为1.5A,最佳电凝聚时间为20min,在此实验条件下,色度的去除率可达90%以上。
(2)电流强度在1.0-2.5A之间,色度去除率相差不大;进水pH值在5-8范围内,色度去除率均可达到80%以上,说明该方法具有较宽的操作范围。
(3)电凝聚-气浮法可在同1台设备中完成电凝聚、电气浮、氧化和还原等过程,具有絮凝、吸附、浮上、氧化还原等作用;上浮污泥量少;装置结构简单紧凑,占地面积小,操作简便,无需化学混凝所需的复杂的加药设施。
参考文献
[1]石香玉,符德学,常照荣.印染废水处理方法研究进展.焦作大学学报,2004(4):32-35.
[2]彭会清,许开.印染废水处理现状与进展.四川纺织科技,2003(2):11-14.
[4]贾成志,罗平,邹家庆.电解法处理活性染料废水的研究.环境工程,2004,22(4):27-29.
[4]陈军.电凝聚法.工业水处理,1987,7(5):59-60.
[5]杜爱国.印染废水的脱色处理.印染,1997,23(5):34-38.作者简介刘增超,1978年出生,男,陕西省西安市人,硕士,主要研究方向为污水处理及其资源化。(蓝白蓝网)

