以木薯为原料生产酒精在我国广西、广东、湖北、江苏等省有较为广阔的市场。常规生产工艺中每生产1 t 木薯酒精排出的废水约为12 ~15 t,且木薯酒精废糟液出水温度高,含有大量的有机化合物及悬浮物,COD 高达30~60 g/L,悬浮物高达20~30 g/L,pH 较低,属于典型的高浓度有机废水。如果该废水不能得到稳定、可靠的处理,势必对环境造成严重的污染。近年来,国家对严重污染环境的酒精废糟液的治理越来越重视,规定酒精行业废液允许排放的COD 的二级标准为≤300 mg/L,一级标准为≤100 mg/L 。针对木薯酒精废水的特点,可以采用厌氧―好氧结合的工艺对木薯酒精废水进行处理,其中厌氧工艺的稳定运行对整个处理系统至关重要。
木薯酒精糟液含有大量的悬浮物,其浓度高、黏度大,直接固液分离处理较为困难。且其分离后的糟渣由于蛋白质含量低,做饲料销售困难。对该类废水的处理可以考虑采用两级厌氧发酵,一级厌氧反应器直接进行高温全糟发酵,在回收沼气的同时,解决沼渣的出路问题,二级厌氧反应器对后续高浓度残液进行处理。笔者首先考察了木薯酒精废水的特性,提出了两级厌氧工艺处理木薯酒精废水的试验,并对木薯酒精生产周期和两级厌氧工艺的经济效益进行了初步探讨,以期为木薯酒精废水处理的工艺选择和设计提供参考。
1 实验部分
1.1 实验废水
实验用的木薯酒精废水取自江苏某木薯酒精厂,废水先经高温厌氧连续流搅拌式反应器(CSTR)处理并沉淀后,上清液作为上流式厌氧污泥床(UASB)的进水。为了防止水质发生变化,水样储存在4 ℃的冰箱中备用。
1.2 接种污泥
接种污泥取自该酒精厂污水处理站内UASB 的颗粒污泥,VSS 为42 g/L。高温CSTR 和中温UASB的接种污泥量分别为1 L和0.5 L。
1.3 实验装置与运行
一级厌氧反应器CSTR 采用厌氧发酵罐,总体积为5 L,工作体积4 L。采用电动搅拌器进行搅拌,转速200 r/min,水浴加热,并通过自控装置将反应器温度稳定在(55±1)℃。二级厌氧反应器UASB 控制负荷连续运行,总体积为2 L,其中反应区体积为1.16 L,反应区高度为280 mm,内径70 mm。反应器壁缠绕电热丝并连接温控装置,控制温度为(37±1)℃。
两级厌氧高温CSTR―中温UASB 反应装置如图1 所示。废水通过蠕动泵从CSTR 上部进入,出水进入沉淀池,泥水分离后部分出水作为UASB 的进水。沉淀池中污泥定期回流至CSTR,回流比为1∶1。UASB 进水经磁力搅拌器搅拌均匀,通过蠕动泵由反应器底部进入,出水经三相分离器实现气、液、固分离后由反应器上部旁侧的出水口自流排出。
|
|
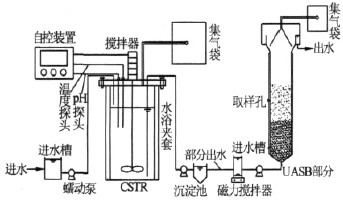
图1 木薯酒精废水两级厌氧小试实验装置
1.4 分析项目与方法
水样在3 500 r/min 的转速下离心10 min,上清液经0.45 μm 滤膜过滤后测定溶解性COD、NH4+-N、溶解性TN、溶解性TP。TCOD 和SCOD 采用重铬酸钾法测定;NH4+-N 采用纳氏试剂光度法测定;溶解性TP 采用过硫酸钾消解-钼锑抗分光光度法测定;溶解性TN 采用TOC/TN 分析仪测定;气体组分采用GC-14B 型气相色谱仪测定;SS 采用标准质量法测定;pH 采用620 型pH 计测定。木薯酒糟基质的元素组成采用有机元素分析仪进行测定,测定前需对样品进行预处理:将水样置于真空冷冻干燥仪中冻干,将干燥后的固体样品用玻璃研钵研磨成细小颗粒后再进行有机元素测定。
2 结果与讨论
2.1 木薯酒精废水的水质特征
木薯酒精废水主要来自于酒精蒸馏塔排出的废液,糟液温度高达90 ℃左右,pH 为4.0~4.2,木薯酒精废水的水质特征见表1。由表1 可以看出,废水的COD 和SS 分别为40~70 g/L 和20~30 g/L,总碳水化合物质量浓度达45.2 g/L,属于高含糖酸性有机废水。
表1 木薯酒精废水水质指标
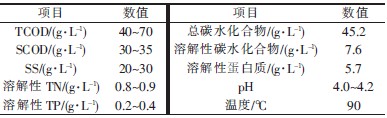 |
利用有机元素分析仪对木薯酒糟废液的元素组成进行分析,得到干燥后基质中各元素的质量分数分别为:C 45%、O 42%、H 9%、N 2.1%、S 0.82%。根据元素的组成,推导出基质的模拟分子式为C3.75H9O2.625N0.15S0.025。这一结果与实验用水来源企业的生产情况较为吻合。该企业在木薯酒精生产过程中不添加任何化学原料,采用全生物的发酵工艺流程,因此木薯酒精废水中C、H、O 的比例较高,而S 的含量很小,这有利于废水的厌氧生物处理。同时较低的N 含量也表明,木薯酒糟的蛋白含量较低,其用于加工生物制品产生的经济效益也较低。
从木薯酒精生产工艺过程可知,蒸馏后的木薯酒精废水温度很高(>90 ℃),为了充分利用酒精蒸馏废糟液自身的热能,一级厌氧采用高温厌氧CSTR,CSTR 对废水悬浮固体的含量没有要求,可采用全糟厌氧发酵,因此很适合处理高SS 的木薯酒精废水。并且可充分利用来自酒精废液自身的热能,保证厌氧发酵效率。经过一级高温厌氧处理后,废水温度有所降低,但是出水残余的COD 仍然较高,不能直接进行好氧处理,需进行二级厌氧处理。二级厌氧采用中温UASB,UASB 底部可维持很高的污泥浓度,反应器运行稳定并能充分利用中温条件下不同种类厌氧微生物的特性继续处理木薯酒精废水,回收能量。周开在对二级厌氧+氧化沟工艺治理薯类酒精糟液的研究中提出,采用高温厌氧复合式反应器(UASB+厌氧折流板反应器ABR)―中温厌氧膨胀颗粒污泥床反应器EGSB 两级厌氧工艺,用来处理经固液分离后的薯类酒精糟液,处理效果稳定。从表1 可知,木薯酒精废液含有大量的N、P,其m(C)∶m(N)∶m(P)基本上能够满足厌氧消化对营养物的要求,因此厌氧过程中无需再额外投加营养液。
2.2 两级厌氧处理木薯酒精废水结果分析
在高温(55 ℃)条件下进行CSTR 的快速启动。CSTR 采用低负荷启动,经过80 d 左右的稳定运行,COD 容积负荷达到了14 kg/(m3・d)。在37 ℃的中温条件下进行UASB 的低负荷启动,经过30 d 左右UASB 运行稳定,运行期间进水COD 容积负荷一直稳定在3 kg/(m3・d)左右。启动及运行过程中,没有对两级厌氧系统的pH 进行人为调节和控制。两级厌氧反应器稳定运行后的实验结果见表2。
表2 两级厌氧处理后的实验结果
|
|

由表2 可以看出,木薯酒精废水经一级厌氧沉淀处理后,TCOD 去除率为90%左右,SS 去除率>80%,产气量18 L/d,其中甲烷体积分数为55%~60%;二级厌氧处理后,TCOD 去除率为44%左右,SS 平均去除率40%,产气量0.25 L/d,其中甲烷体积分数为55%~60%。两级厌氧对COD、SS、溶解性TN、溶解性TP 的总平均去除率分别达到94%、96%、44%、87%。
实验结果表明,高温厌氧CSTR 适用于处理高固含量的木薯酒精废水,TCOD 和SCOD 的去除率分别为90%和86%,部分SS 能够在全糟厌氧反应器中进行降解,降解率约为50%〔7〕。甲烷产率以TCOD 和SCOD 计分别是0.20 ~0.25、0.37 ~0.50m3/kg,其中以SCOD 计的甲烷产气率大于理论值(0.35 m3/kg),这是由于在厌氧消化过程中部分SS转变为SCOD。而SS 中包含的难降解的COD 通过沉淀去除,且没有产生甲烷,使以TCOD 计的甲烷产气率较小。
采用中温UASB 对发酵残液进行后续处理,当UASB 的COD 容积负荷在3 kg/(m3・d)左右时,对TCOD 的去除率为44%左右,产气量为0.25 L/d,但甲烷体积分数>55%,同样以SCOD 计的甲烷产气率>TCOD 甲烷产气率,但二者均低于理论值,这是由于废水经过一级厌氧处理,其中的易生物降解有机物被大量利用于产甲烷,二级厌氧可利用的有机物可生化性相对较差。
木薯酒精废水经两级厌氧处理后,每一级出水的m(C)∶m(N)和m(C)∶m(P)相对于进水均显著降低。一级厌氧出水中的溶解性TN、TP 浓度相对于进水均显著下降,这是由于进水有机氮厌氧降解生成氨氮,高温条件下逸出导致溶解性TN 含量下降,而系统中溶解性TP 的下降可能是由于pH 升高使一部分正磷酸盐沉淀以及高温厌氧微生物对其的同化吸收。相比于一级厌氧出水,二级厌氧出水溶解性TN 变化不大,其中的有机氮化合物难于被继续降解,溶解性TP 含量有所下降亦可能是由于中温厌氧微生物对正磷酸盐的同化吸收。二级厌氧出水中仍含有大量的N、P 等营养元素,需要后续进一步的处理。针对二级厌氧处理废水COD 去除率较低,出水含有大量N、P 的特点,可在二级厌氧处理后再进行好氧处理,达到进一步去除有机物和脱氮除磷的目的。具体参见http://www.dowater.com更多相关技术文档。
3 木薯酒精生产周期和废水处理经济效益分析
木薯酒精的生产周期包括木薯种植、木薯干片加工和木薯酒精生产3 个阶段,见图2 所示。图2 中虚线部分为木薯酒精生产同时对产生的废液的处理流程。研究表明,木薯种植和木薯干片加工对环境的影响较小,而以木薯酒精生产阶段对环境的影响最大,其主要原因一方面是作为动力的煤的燃烧排放污染气体,另一方面就是大量木薯酒精废液的产生,如不有效处理将严重污染水体。因此,对酒精废液进行两级厌氧处理,将产生的沼气代替部分煤的使用,则既能减少煤燃烧产生的污染又可有效处理废水。同时采用如膜生物反应器技术处理的好氧出水,可回用于木薯酒精生产阶段的液化、糖化、发酵和蒸馏工序,从而实现水资源的综合利用。
|
|
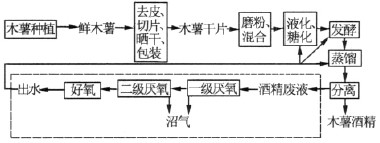
图2 木薯酒精的生产流程
采用高温CSTR―中温UASB 两级厌氧工艺处理木薯酒精废水,产生的大量沼气可代替煤燃烧,其经济效益很可观。高温CSTR 处理木薯酒精废水的甲烷产率(以COD 计)约为0.20~0.25 m3/kg,处理1 t废水(以1 m3计)可去除废水中约49.5 kg的COD,平均产生11.14 m3的甲烷,燃烧可产生热量3.99×105 kJ(以标准状态计,下同)。中温UASB 处理废水的甲烷产气率(以COD 计)约为0.10~0.12 m3/kg,继续处理1 t 废水可去除2.4 kg的COD,平均产甲烷0.26 m3,燃烧产热9.31×103 kJ。因此,两级厌氧工艺处理1 t 木薯酒精废水不仅可以去除51.9 kg的COD,同时产生11.4 m3的甲烷,燃烧总产热4.08×105 kJ,相当于约13.9 kg标煤燃烧产生的热量。对于一个年产3 万t 酒精的木薯酒精厂,若采用该两级厌氧工艺可处理木薯酒精废水45 万t,可去除COD64 t/d,产甲烷量1.4 ×104 m3/d,用于燃烧加热可替代17.1 t/d 的标煤。若每吨标煤价按550 元计,则通过回收沼气中的甲烷可为企业创造经济效益8 550 元/d,既为企业节省了生产成本又减少了酒精废液的污染。
因此,在木薯酒精生产阶段对酒精废液采用高温CSTR―中温UASB 两级厌氧工艺处理,不仅能有效解决污染问题,而且还有很好的经济效益。
4 结论
木薯酒精废水具有高COD、高SS、高温和低pH的特点,其基质元素组成以C、H、O、N、S 为主,且C、H、O 的比例较高,N、S 的含量很小,由于废水黏度大,难于固液分离,可以采用高温CSTR―中温UASB 两级厌氧工艺对木薯酒精废水进行处理。
实验表明:采用高温CSTR―中温UASB 两级厌氧工艺处理木薯酒精废水,两级厌氧对COD、SS、溶解性TN、溶解性TP 的总去除率分别达94%、96%、44%、87%。两级厌氧出水含有大量的N、P,需后续结合好氧工艺处理。
通过对木薯酒精生产周期和废水处理的经济效益分析,可知两级厌氧工艺处理木薯酒精废水不仅能有效减少木薯酒精生产阶段产生的污染,还可通过回收其中产生的沼气进行燃烧,带来可观的经济效益。(谷腾水网)

