序批式生物膜反应器(Sequencing Batch Biofilm Reactor――SBBR)是在序批式活性污泥反应器(SBR)中引入生物膜而开发出来的一种新型复合式生物膜反应器,该工艺具有SBR法基建费用少、操作简单、灵活、能有效脱氮除磷的优点,又具有生物膜法的生物相多、易于生长、存活时间长的微生物、防止污泥膨胀和减少污泥量的优点。
在重庆某天然气净化厂(200×104 m3/d)的污水处理设计工作中,结合此前已建天然气净化厂的污水处理经验,引入了UASB/水解酸化/SBBR处理工艺,并通过优化设计,提高了自控水平。
该污水处理工程总投资290万元,于2008年9月建成并投入实际运行,经过运行结果检测,工艺出水各项水质指标均符合GB 8978-1996《污水综合排放标准》中的一级标准。
1 净化厂常用污水处理方法
天然气净化厂所产生污水的共同特点是日均污水 量小(5m3/h~20m3/h)、冲击负荷大、COD值高(200mg/L~10 000mg/L及以上)。其杂质成分和含量受天然气处理工艺、操作方法和管理水平的影响,因而在污水处理工艺选择上也应根据实际条件的变化而做相应的调整并有所侧重。常用的污水处理工艺见表1。
表1 常用污水处理工艺对比表
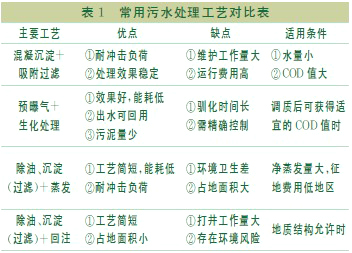
近年来,天然气净化厂污水处理过去常用的物化处理工艺已经逐步被生化处理工艺取代,从石化污水延续下来的“老三套”工艺经过逐步改造和发展,形成了目前常用的工艺:“曝气调节―混凝气浮―水解酸化―缺氧―好氧―储存―外排”。高COD值的检修污水按一年的量储存后,平均加入处理流程前端调质后进入处理流程。
传统工艺的好氧生化段也经历了从“活性污泥曝气法→接触氧化法→SBR”的发展阶段,并在川内多个天然气净化厂得到实际应用。
2 污水水量和水质
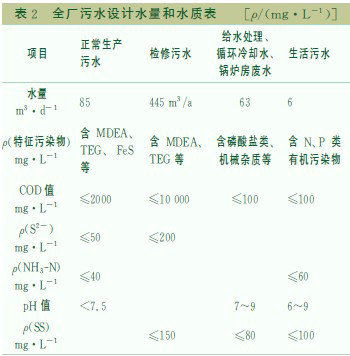
本工程污水中污染物主要有脱硫剂甲基乙二醇胺[CH3-N(CH2CH2OH)2](年耗量24t/a)、脱水剂三甘醇(C6H14O4)(年耗量17t/a)、硫磺回收无机催化剂、原料气中分离的高矿化度地层水(SO42-、Cl-)、轻烃(≥C4)、硫化物(S2-)、各种分析化验试剂、锅炉和水处理系统药剂。设计污水量和水质见表2。
表2 全厂污水设计水量和水质表 [ρ/(mg・L-1)]
3 工艺设计
1992年,Wilderer首次将序批式运行方式引入生物膜反应器,并提出生物膜反应器的SBBR工艺。该工艺兼有活性污泥法和生物膜法的优点,并能周期性地保持好氧、缺氧和兼氧处理状态,具有良好脱氮除磷和耐冲击负荷能力。因此,本工程考虑在污水处理中引入该新工艺。
3.1 工艺流程图
图1列出了重庆某天然气净化厂污水处理的工艺流程。
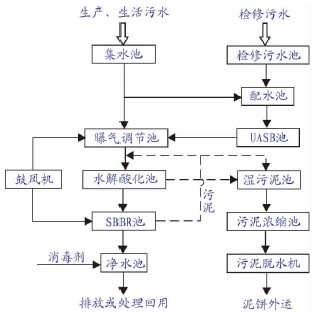
图1 重庆某天然气净化厂污水处理流程图
3.2 工艺流程说明
(1)传统的兼氧/SBR对NH3-N 的去除率较低,甚至在处理过程中由于某些含氮有机物(如甲基乙二醇胺)的分解而使出水中的NH3-N 含量有所增加。而在成功挂膜的SBBR反应池内可实现同步硝化与反硝化脱氮,与传统SBR 相比,SBBR去除NH3-N 的能力有所增加。因此,设计上考虑取消缺氧池,并采用SBBR工艺替换传统的SBR工艺,简化流程。
(2)在高含硫天然气净化厂中,原料气中的硫去向主要为:产品硫磺(占总硫量的99%)、尾气和锅炉烟囱中排放的SO2 (占总硫量的0.1%~0.2%)以及进入产品气中的微量H2S。
但在每年1次~2次的开停工检修及部分关键设备的定期检修过程中,会排出大量的在工艺设备系统中残留的含硫化合物废水以及脱硫脱水药剂废水。通过设置前端厌氧反应池,可以培育脱氮硫杆菌,进行同步反硝化脱氮和除硫,从而可以大量去除含硫化合物。同时应注意控制进水中的硫酸盐浓度(检修污水不作预曝气),减少硫酸盐还原菌对产甲烷菌的生长抑制作用。
(3)由于进水COD值变化幅度较大,进水水质调配不均时常对传统工艺造成冲击。因此,强化COD的预处理,使进水COD值恒定地控制在600mg/L以下,对于减轻后续处理的负荷,保证出水水质达标非常重要。因天然气净化厂污水中的冲击负荷主要来自检修污水以及药剂流失,由于操作不当引起药剂流失带来的废水COD 值甚至高达10×104 mg/L以上。而UASB反应池能够承受具有较高的进水负荷和冲击负荷,对天然气净化厂污水的COD去除率可达40%~60%以上。
(4)SBBR池反应周期时间为6h,其中进水并曝气2h、单曝气1.5h、沉淀1.5h、排水1h。当周期性水量和水质负荷变化较大时,可根据实际运行效果调节周期时间和各段操作时间。
4 主要构筑物设计
4.1 检修污水池
采用钢筋混凝土结构,1座分2格,尺寸为12.0m×14.0m×5.0m,有效水深3.5m,埋地式,顶覆土300mm,设置弯管通气管。
4.2 UASB反应池
采用钢筋混凝土结构,尺寸为3.5m×3.5m×5.0 m,HRT 采用10h,运行温度控制在(35±2)℃,溶解氧控制在0.2mg/L~0.5mg/L,反应池内设置不锈钢双层三项分离器,进水COD 值≤8000mg/L,间断进水,外部循环。穿孔管进水,底部反射槽。
4.3 水解酸化池
采用钢筋混凝土结构,尺寸为4.0m×5.0m×5.2m,HRT采用8h,溶解氧≤0.2mg/L。内设置高效组合填料,PPR穿孔管底部配水。
4.4 SBBR池
采用钢筋混凝土结构,尺寸为10.0m×5.0m×5.2m,HRT 采用24h,溶解氧2mg/L~5mg/L,容积负荷0.4kg COD/(m3・d),MLSS采用2000mg/L。反应池内设置高效组合填料,鼓风曝气,气水比20∶1,采用氨基甲酸聚合物微孔橡胶膜曝气头。排水采用旋转式滗水器,出水堰过水负荷10L/(m・s)。
4.5 污泥浓缩池
采用重力式污泥浓缩池,钢筋混凝土结构,1座,尺寸3.0m×3.0m×4.5m,污泥停留时间12h,上清液回流至曝气调节池,浓缩污泥进入卧螺式脱水机,脱水处理后外运填埋。
5运行调试数据
5.1 运行启动
污水处理装置区的接种污泥取自临近的垫江某天然气净化厂污泥浓缩池,并加入施工临时生活污水池的发酵污泥,引生活污水作为营养源,分别对UASB系统和水解酸化-SBBR系统进行运行启动。
UASB池的调试温度控制在36℃以内,试运行时随时补充碱度以调节pH 值,控制COD 值∶ρ(S2-)∶ρ(NH3-N)∶ρ(NO3-)∶ρ(P)比值在适宜水平,以培育脱氮硫杆菌作为优势菌种。逐步加入工艺试运行的检修污水,在4个月试运行期后,UASB池逐步进入稳定运行状态。水解酸化-SBBR的启动时间在2个月左右,经检测,填料载体的生物膜厚度可达到20μm~50μm,镜检显示存有较多杆菌、球菌等微生物和一些原生及后生动物,生物环境培养基本成熟。
5.2 运行数据
污水处理装置经过4个月左右的运行启动和调试后,水质分析监测结果见表3。
表3 污水处理前后水质检测结果 [ρ/(mg・L-1)]
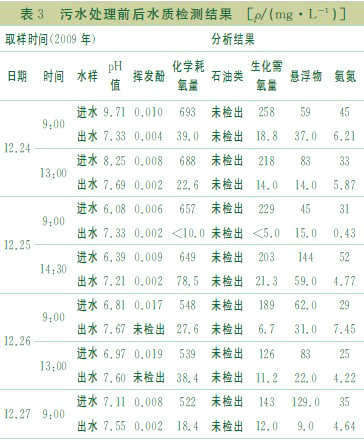
由此可见,SBBR池装置运行良好,随着运行时间推移,COD的总去除率逐渐增高,稳定运行去除率达到90%以上,出水水质全部达到GB 8978-1996中的一级标准。
5.3 费用分析
污水处理装置区运行费用包括电费、药剂费和人工费。正常运行时,电耗量为320kWh/d,电费约0.5元/kWh,单位电费0.67元/m3;药剂费用为15元/d(0.06元/m3);装置区管理人员工资1200元/月(操作定员1人),人工费0.17元/m3,总计运行费约0.90元/m3。具体参见http://www.dowater.com更多相关技术文档。
6 结论和建议
6.1 结论
(1)与传统工艺相比,该工艺增加了前端厌氧工艺(UASB池),但通过简化后续处理流程,仍可比传统工艺减少占地面积22%以上,节省运行电耗9%左右,实现了更好的经济效益。
(2)UASB/水解酸化/SBBR工艺对于具有较小流量(推荐500m3/d以下)、有机物含量高、周期性冲击负荷大特点的工业污水处理具有一定的启发和参考意义。
6.2 建议
(1)对于单列装置,应注意池体的容积应能储存足够的水量,以保证能在给定时间内完成更换填料和检修设备等操作。
(2)小型工业污水处理系统应引入PLC自控系统,并根据水量水质变化特点和对应的处理效果,建立多种应变调节体系,以实现小型工业污水处理系统的全自动化运行。

