电镀废水中含有多种重金属、含氮污染物、有机物等,虽经化学法、电解法、膜分离法、活性炭法〔1, 2, 3〕等有效处理达标排放,但仍有大量污染物流进江河湖海或渗入土壤地层,污染地下水源,破坏生态,危及人类健康和寿命。尤其在预处理后电镀废水中依然含有大量的含氮污染物,对环境生态的污染愈发严重。随着太湖流域对氮磷排放要求的提高,电镀废水尾水的脱氮处理问题亟待解决。
倒置A2/O工艺〔4〕中缺氧区位于工艺系统首端,优先满足反硝化作用的碳源需求,强化处理系统的脱氮功能;通过取消初沉池或缩短初沉池停留时间,增加系统脱氮所需的碳源;与常规A/O工艺相比,倒置A2/O工艺的流程形式和规模要求与传统法工艺更为接近,在老厂改造方面更具推广优势。在倒置A2/O工艺中投加填料可以截留进行生化反应的优势菌种,同时为微生物提供附着环境,有效维持处理系统内的微生物浓度,提高工艺系统的处理效率。小试试验以电镀废水尾水为目标废水,联合生活污水后,经增设填料的改良型倒置A2/O工艺处理,对目标废水的脱氮效能变化进行研究。
1 试验部分
1.1 分析方法
COD:重铬酸钾法回流滴定法;氨氮:纳氏试剂光度法;硝酸盐氮:紫外分光光度法;亚硝酸盐:N-(1-萘基)-乙二胺光度法;总氮:过硫酸钾氧化-紫外分光光度法;BOD5:稀释接种法。
1.2 试验用水水质
试验中采用的是电镀废水尾水(总镍、Cu2+等重金属已通过物化法高效回收)与生活污水混合后的废水。
电镀废水尾水取自苏州市某电镀厂区经物化处理后的出水,其COD为250~370 mg/L,NH4+-N为40~55 mg/L,NO2--N为1~2 mg/L,NO3--N为250~350 mg/L,TN为300~400 mg/L,Cr6+≤1 mg/L,Cu2+≤1 mg/L,总镍≤0.5 mg/L。
生活污水为学校及周边居民生活污水,其COD为150~200 mg/L,NH4+-N为25~35 mg/L,NO2--N<0.5 mg/L,NO3--N<0.5 mg/L,TN为30~40 mg/L。
1.3 试验装置与运行
试验装置采用有机玻璃材质。反应器分别设缺氧池、厌氧池、好氧池和沉淀池。缺氧池尺寸为10 cm×10 cm×45 cm,有效容积4 L;厌氧池尺寸为15 cm×15 cm×45 cm,有效容积9 L;缺氧池尺寸为30 cm×10 cm×45 cm,有效容积12 L;缺氧区和厌氧区内设有搅拌桨搅拌。在缺氧池、厌氧池内加入火山岩(粒径2~3 cm,红黑褐色不规则颗粒);在好氧池中悬挂组合填料(聚丙烯,D 80 mm),底部铺设一层火山岩。
倒置A2/O工艺流程如图 1所示。
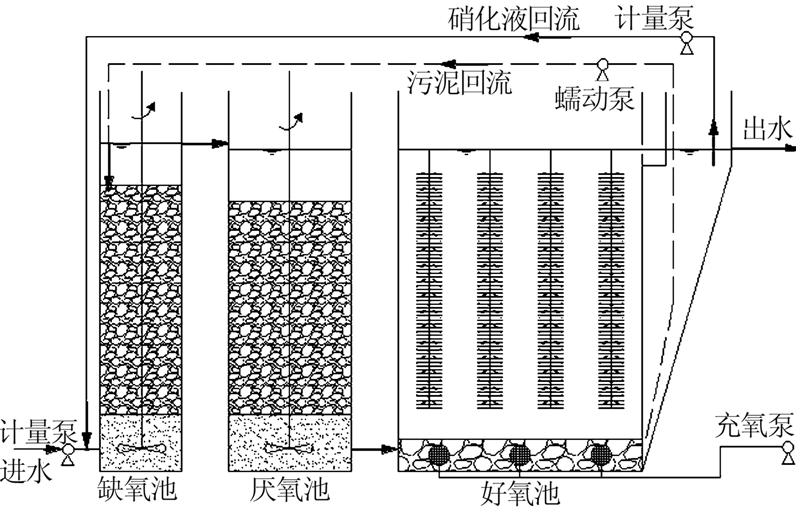
图 1 工艺流程
运行初期,以苏州某污水处理厂A2/O工艺中好氧池及厌氧池污泥接种驯化培养。试验采用连续进水方式培养微生物,循序渐进向系统的进水中增加目标废水的体积分数。当系统的COD去除率稳定且池中污泥浓度相对稳定时,即视为反应装置启动成功。
系统启动后水温为22~32 ℃,MLSS为4~5 g/L,污泥龄SRT=10 d,运行倒置A2/O工艺,工况为:进水流量28.8 L/d,反应器系统HRT为12.1 h,好氧池DO控制在2~3 mg/L,硝化液回流比100%,污泥回流比50%,监测电镀废水尾水所占体积分数从10%、20%、30%、40%、50%、60%、70%、80%的变化中工艺的运行处理效果;在最佳体积分数下,观测改变工况后工艺的运行处理效果。
2 结果与讨论
2.1 电镀废水尾水所占比例对工艺运行效果的影响
考察了电镀废水尾水所占体积分数对工艺运行效果的影响,结果表明,在不同电镀废水尾水所占比例下,工艺对NH4+-N、TN、COD表现出不一样的去除率:(1)工艺对NH4+-N的去除率一直保持在90%及以上,电镀废水尾水所占比例对NH4+-N的去除率几乎没有影响;(2)工艺对TN的去除率随着电镀废水尾水的体积分数从10%变化到80%,变化较为明显,当体积分数≥70%,工艺对TN的平均去除率只有40%不到;(3)不同体积分数下,虽然工艺对COD的去除率虽然都≥50%,但是当体积分数≥50%时,工艺对COD的平均去除率有明显降低。
分析认为,不同混合比例直接影响混合废水的可生化性。电镀废水中含有难以生化降解的含氮污染物及有机污染物,而电镀废水尾水和生化性较好的生活污水联合处理,一方面降低了目标废水中难降解物质的浓度,另一方面生活污水中含有较易降解的有机物,为工艺系统的微生物生长提供营养物质。两方面共同作用使电镀废水尾水的可生化性得到改善,但随着电镀废水尾水体积分数的增大,混合生活污水所起到的作用被弱化,从而使得工艺的处理效率产生波动,甚至降低。
在电镀废水体积分数为30%时,整个工艺有着较高的平均去除率:NH4+-N平均去除率为95%,TN平均去除率为77%,COD平均去除率为86%。
2.2 DO对工艺运行效果的影响
试验控制进水流量28.8 L/d,反应器系统HRT为12.1 h,硝化液回流比100%,污泥回流比50%,以好氧池中DO分别在1.4~1.6、1.9~2.1、2.4~2.6、2.9~3.1 mg/L变化中,监测分析工艺对NH4+-N、TN的去除变化。
2.2.1 NH4+-N的去除变化
不同DO下NH4+-N的变化情况见图 2。
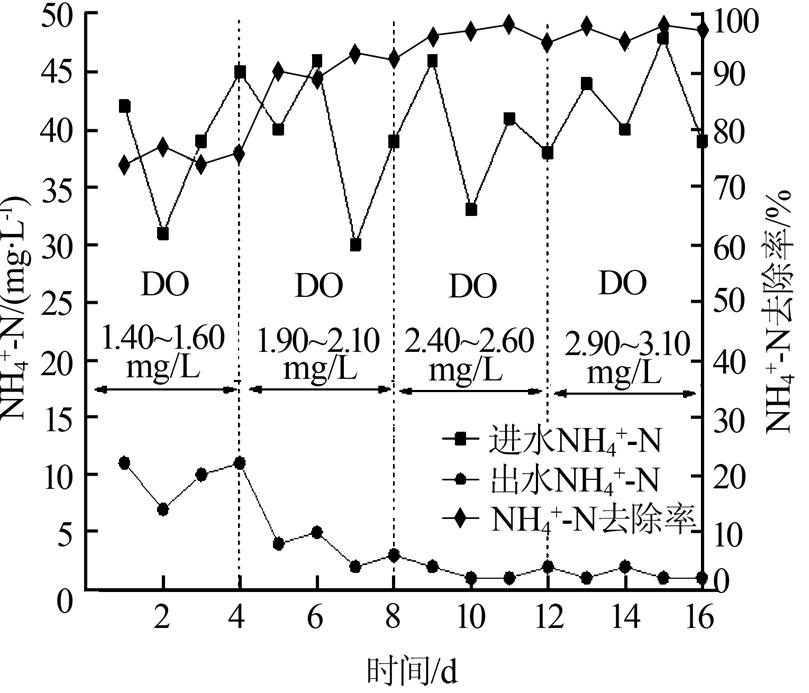
图 2 不同DO下NH4+-N去除效果
不同DO条件下,NH4+-N的去除效果表明:当DO在1.40~1.60 mg/L的时候,工艺对NH4+-N的平均去除率在75%,出水NH4+-N平均质量浓度10 mg/L;当DO在1.90~2.10 mg/L的时候,NH4+-N的去除率达到90%及以上,出水NH4+-N低于5 mg/L;当DO继续增大,在达到2.40~2.60、2.90~3.10 mg/L时,NH4+-N去除率高达95%以上,出水NH4+-N质量浓度在1~2 mg/L。
分析认为,DO在1.40~1.60 mg/L,工艺硝化作用所需要的溶解氧不够,抑制好氧微生物的生长,导致NH4+-N的去除效果较差,而随着DO的增大,DO逐渐能够满足工艺中硝化作用的需要,使得NH4+-N的去除效果明显变好。DO继续增大,NH4+-N的去除率增大幅度有限,同时曝气量的增大不仅不利于好氧活性污泥在组合填料表面的附着,造成好氧活性污泥的流失,而且从能耗角度考虑,也是不节能的。
2.2.2 TN的去除变化
不同DO下TN的变化情况见图 3。
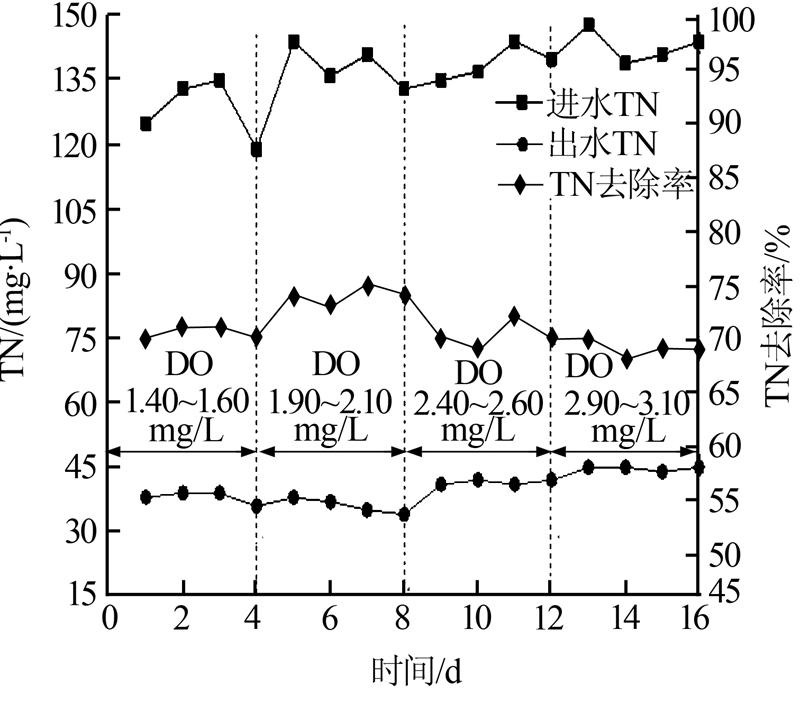
图 3 不同DO下TN去除效果
当DO从1.40~1.60 mg/L变化到1.90~2.10 mg/L时,工艺对于TN的去除效果有着变好的趋势。由于DO增大,使NH4+-N得以完全转化为NO3--N,经过回流至缺氧池进行反硝化脱氮,从而提高工艺对TN的去除率。同时认为,在DO为1.40~1.60、1.90~2.10 mg/L时,好氧区中存在同步硝化反硝化作用。好氧区中悬挂了组合填料,活性污泥在悬挂的填料上附着聚集,形成污泥絮体,使好氧池中构成一个悬浮与附着微生物共生的复合生物系统。而DO扩散作用因受限制,使活性污泥絮体内产生DO梯度,形成同步硝化反硝化的微环境:污泥絮体外表面接触的DO较高,自养微生物硝化细菌利用氧气进行硝化反应;絮体内部,由于氧传递受阻以及有机物氧化、硝化作用的消耗形成缺氧区,反硝化菌占优势,发生反硝化作用。
当DO 自1.90~2.10 mg/L继续增大到2.40~2.60、2.90~3.10 mg/L时,TN的去除率却又有降低的趋势。DO增大,一方面使原先污泥絮体内部的缺氧区DO增大,破坏好氧池内形成的同步硝化反硝化的微环境,导致好氧区内的脱氮率降低,另一方面使硝化回流液中DO增大,回流至缺氧池后,影响缺氧池中的反硝化作用。两方面作用使工艺对TN的去除率表现出降低的趋势。
综合分析不同DO下NH4+-N及TN的去除效果变化得出,DO在1.90~2.10 mg/L的时候,NH4+-N去除效果良好,同时利于脱氮处理。
2.3 回流比对工艺脱氮效能的影响
试验控制进水流量28.8 L/d,反应器系统HRT为12.1 h,DO为1.90~2.10 mg/L,污泥回流比50%,按照硝化液回流比分别为100%、150%、200%、250%进行对照试验,监测不同硝化液回流比下,改良型倒置A2/O工艺对TN的去除效果,结果见图 4。
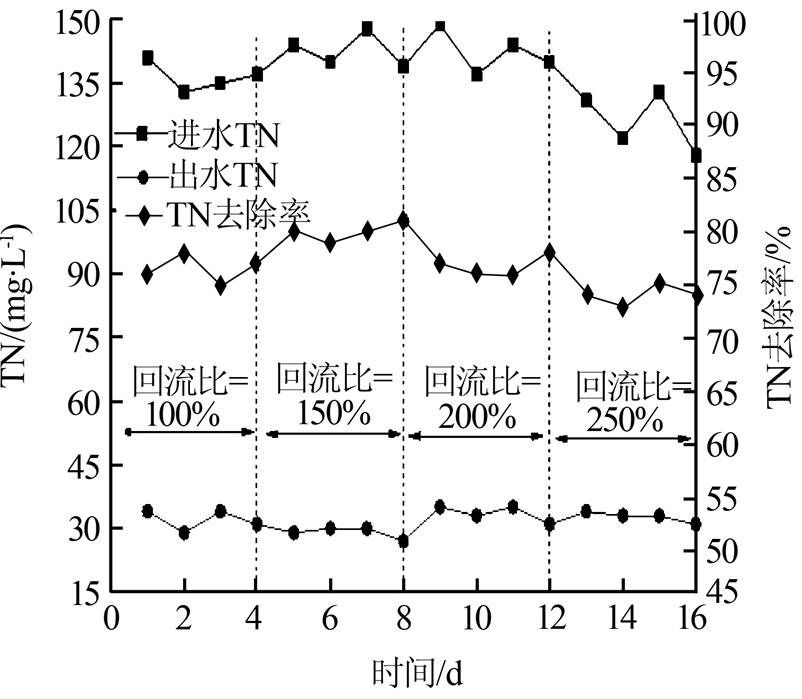
图 4 不同回流比对 TN 的去除效果
结果表明,硝化液回流比从100%变化到150%,TN去除效果有所提高,平均去除率由77%提升到80%。硝化液回流比提高有利于经好氧池硝化作用后的硝态氮尽可能多地回流至缺氧池进行反硝化脱氮。缺氧池内增设的火山岩填料,截留了大量优势反硝化细菌,提高了反应池内微生物量,保障了系统的脱氮效能。硝化液回流比自150%继续变大到200%、250%,TN去除率并没有随着提高,反而有小幅度降低。分析认为:大量硝化液回流携带较高浓度的DO,破坏缺氧池的缺氧环境,影响反硝化脱氮作用,同时较大的硝化液回流比也会带来能耗问题。
因此综合考虑节能和脱氮率,设置硝化液回流比在150%左右。
2.4 外加有机碳源对工艺脱氮的影响
试验期间控制进水流量28.8 L/d,反应器系统HRT为12.1 h,DO为1.90~2.10 mg/L,硝化液回流比150%,污泥回流比50%。以葡萄糖为有机碳源,配制COD为200 mg/L的有机碳源营养液,通过计量泵混合原反应器进水,按照COD/TN分别约为1、2、3变化中,共同进入反应器系统中,监测工艺对TN去除效果,结果见图 5。
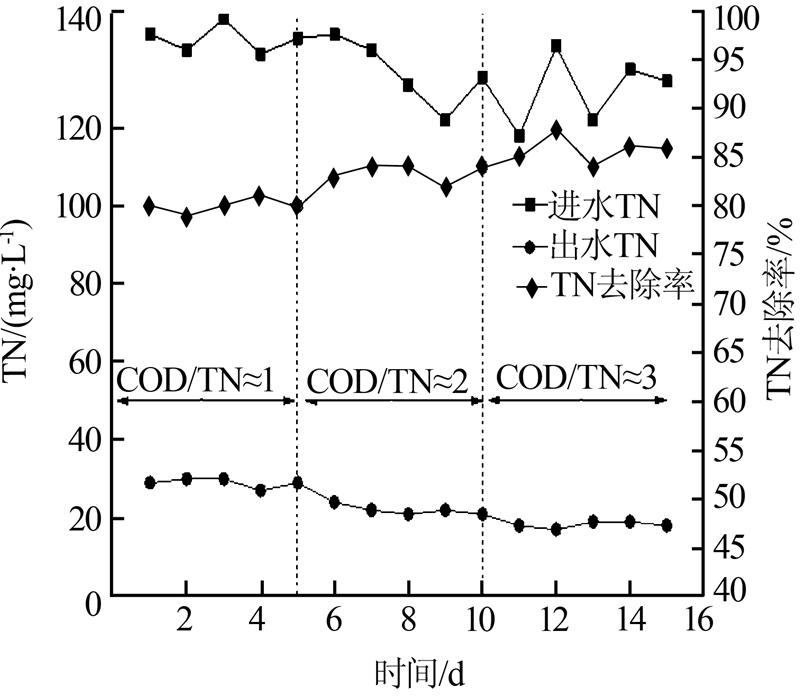
图 5 外加有机碳源对 TN 的去除效果
图 5表明,随着COD/TN逐渐从1增大到3,工艺对TN的去除率呈现增大的趋势。当COD/TN≈1,TN去除率在80%左右;COD/TN≈2,TN去除率提升到84%,增幅5%,TN平均由134 mg/L被去除到22 mg/L左右;COD/TN≈3,TN平均去除率86%,提升2.3%。分析认为,外加碳源最先满足缺氧池中反硝化作用的碳源需求,同时提高系统工艺流程的COD梯度,满足后续好氧池中存在的同步硝化反硝化作用的碳源需求,提高整个工艺对氮的去除能力。
在COD/TN变化中,工艺总进水的总COD及系统出水COD变化如图 6所示。
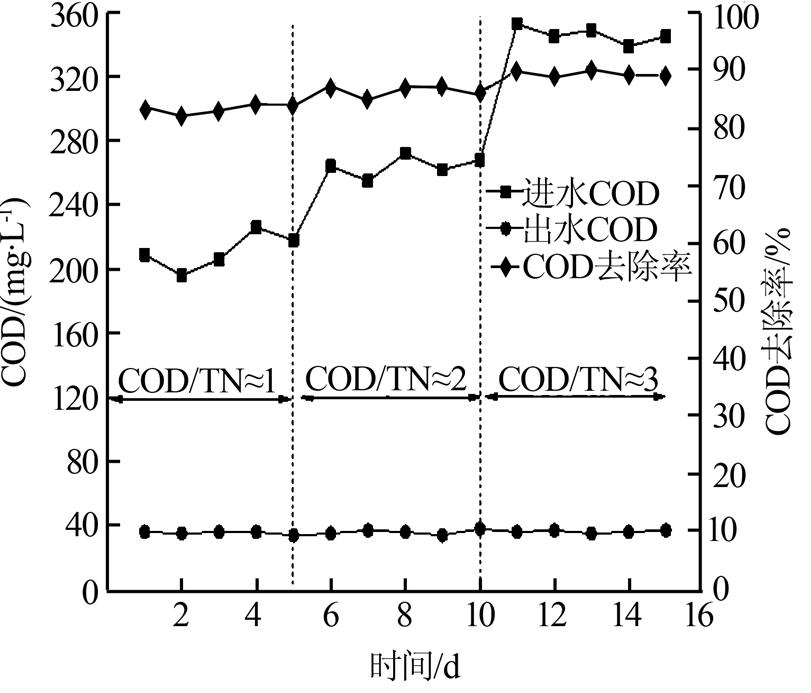
图 6 外加有机碳源下COD的变化
总进水的总COD随着COD/TN变大而有着明显的增大,但是系统出水COD稳定,平均出水COD为36 mg/L。由此可以推断,外加的碳源带入较多的易生物降解的有机碳源,被利用到反硝化脱氮作用中,提升工艺的脱氮率,而并没有对工艺出水COD产生不利的影响。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)系统为增设填料的改良型倒置A2/O工艺,综合了活性污泥法与生物膜法的优点,好氧段悬浮填料实现了活性污泥的附着聚集,出现同步硝化反硝化作用的微环境,两者共同作用更利于工艺对电镀废水尾水的脱氮处理。
(2)改变好氧段的DO对同步硝化反硝化微环境会产生不利的影响,过高的DO不仅抑制了同步硝化反硝化作用,而且造成回流硝态氮液DO较高,影响缺氧段的反硝化作用,对TN的去除产生不利的影响。硝化液回流比的变化对TN的去除有正向作用,但过高的回流比不仅能耗增多,而且也会降低系统对TN的去除率。试验结果建议,DO维持在1.90~2.10 mg/L,硝化液回流比在150%左右,可以有效保证系统的硝化与反硝化过程的进行,提高系统的脱氮率。
(3)电镀废水尾水混合生活污水后,可提高废水中较易降解的有机物浓度,提升目标废水的可生化性,但电镀废水中氮含量较高,生活污水所能提供的碳源有限,COD/TN在一定程度上抑制TN更高效地去除。故提高总进水的COD/TN有利于提高工艺对TN的去除率。

