����1 ����
����������ȫ������ե�˼��мӹ�����ե����ˮ��ե�����ƹ��̲����ĸ�Ũ�Ⱥ��η�ˮ��ÿ��IJ�����ԼΪ350��m3����Ҫ�����л�����������ε���Ⱦ��.������Ͽ����ˮ�������ĸı䣬ˮ���Ծ������½�����Щե�˷�ˮ��δ������ֱ���ŷŻ�Եر�ˮ�������������Ⱦ.
�������ڸ�Ũ�����εĴ��ڣ����ﴦ������ե�˷�ˮ�����е�Ӧ���ܵ����ƣ�һ����Ҫ��ȡѱ�������������ξ��������Ⱦ���ȥ��Ч��.���⣬�о���Ա������Fenton������SBBR������ȼ�ϵ�ػ����̿��ά�缫�绯ѧ����������ե�˷�ˮ.���У��绯ѧ��������һ�ֻ����Ѻ��͵ĸ��������գ����д���Ч�ʸߡ����ٻ���Ͷ��ҩ��������ʵ���Զ�����������������ŵ�.�缫������Ӱ��绯ѧ������������ˮЧ������Ҫ����֮һ.�о����֣���DSA������̿��Ti/Pt��Ti/PbO2�ȵ缫������ȣ�������ʯ(BDD)�缫���е��ƴ�������������С����ʴ��ǿ�ȴ�͵绯ѧ�ȶ��Ըߵ��ŵ�.Ŀǰ��BDD�缫�ڷ�ˮ����������о���Ҫ������֯��ˮ��������ˮ��Ⱦ�Ϸ�ˮ����������Һ�������オ�����л���ˮ.Anglada ��(2010)����BDD�缫����5�ֺ��ι�ҵ��ˮʱ��ʵ�ְ�������ȫȥ����90%��TOCȥ��;ͬʱ���о����֣��ı�����ܶȶ�����ȥ��Ч��Ӱ���С��Լ��3.3%~20.0%�İ����ڵ绯ѧ����������ת���������ε�.
�������ڴˣ����������BDD�缫Ϊ�����绯ѧ����ե�˷�ˮ�������ʼpHֵ�������ܶȡ�ϡ�ͱȺͼ�����Ȳ�����COD��NH3-Nȥ���ʵ�Ӱ�죬ͬʱ�Ե绯ѧ��������������-�ɼ����չ����б���������BDD�缫�绯ѧ����ե�˷�ˮ��COD��NH3-Nȥ���ʽ�����ϣ����ؿ�BDD�缫�ڷ�ˮ����������о�.
����2 �����뷽��
����2.1 ����װ��
����װ��ΪԲ�����л�������Ӧ��(�ھ�12 cm���߶�10.2 cm)����Ч�ݻ�1 L��ȡ���ھ�ײ�6 cm.��������Ϊ��ĵ�BDD�缫����������ΪAISI 201����֣����缫��ֱ������װ���м�.�����缫����Ч�����Ϊ29.25 cm2��������ɵ�.�����������������ŵM8872�Ϳɱ��ֱ����Դ(����0~35 A����ѹ0~30 V)�ṩ;���ô�����������֤ե�˷�ˮ��Ͼ���.����װ��ʾ��ͼ��ͼ 1.����������ں㶨����״̬�½��У�����������¶Ȳ�������.
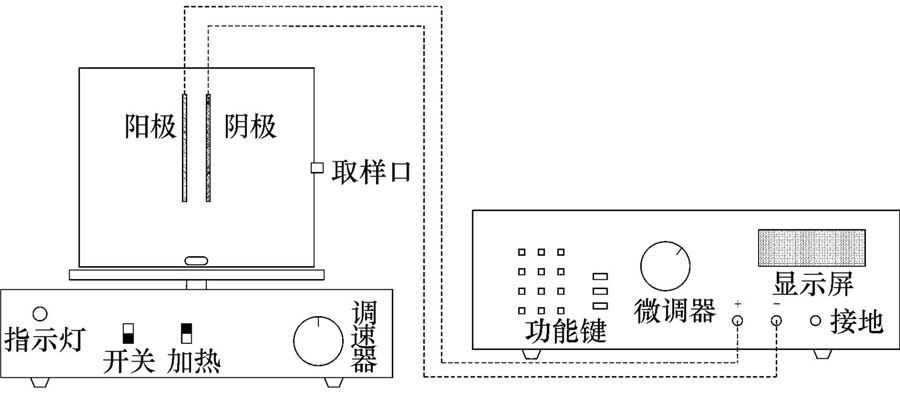
����ͼ 1 ����װ��ʾ��ͼ
����2.2 ե�˷�ˮ
����ե�˷�ˮȡ�������и���ե�˼��Źɷ�����˾������ijե�˳���ˮ����վǰ�˵ĵ��ڳأ�ȡ��ʱ��Ϊ2013��8�£�ե�˷�ˮ��Ҫˮ��������� 1��ʾ.
������1 ե�˷�ˮˮ������
����2.3 ���鷽��
����COD�����ظ���ط��ⶨ��NH3-N���������Լ���ɫ��(HJ626��2012)�ⶨ���絼�ʲ���sensION5��Яʽ�絼�ʲⶨ��(HACH)�ⶨ��pHֵ����PHS-5C�;�����ȼ�(����)��ȡ��Cl-���õζ����ⶨ�������Ȳ���N��N-���һ�-1��4-�������ֹ��ȷ�(HJ586��2010)�ⶨ���ǻ����ɻ�����õ���Һ�R��ɫ��ȷ��ⶨ.
����3 ���������
�������õ���������ֱ��˳�ʼpHֵ�������ܶȡ�ϡ�ͱȡ�������4�����ض�BDD�缫�绯ѧ����ե�˷�ˮ��COD��NH3-Nȥ���ʵ�Ӱ��.
����3.1 ��ʼpHֵ��COD��NH3-Nȥ���ʵ�Ӱ��
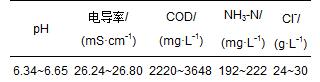
�����ڵ����ܶ�50 mA �� cm-2��ϡ�ͱ�1 �� 2��������10 mm�����£�����1 mol �� L-1 H2SO4��1 mol �� L-1 NaOH����ե�˷�ˮ��ʼpHֵ�ֱ�Ϊ4��6��8��10�������ʼpH��BDD�缫�绯ѧ����ե�˷�ˮCOD��NH3-Nȥ���ʵ�Ӱ�죬�����ͼ 2��ʾ.��ͼ 2a��֪��CODȥ�����ڼ��������±�����������Ҫ��;�绯ѧ����ե�˷�ˮ����(t��60min)��CODȥ�����ܳ�ʼpHֵ��Ӱ���С;��ʼpHֵΪ10ʱ���绯ѧ����240 min��CODȥ����Ϊ85.4%.���ڵ缫���Ϻͷ�ˮ��ֵIJ��죬pHֵ�Ե绯ѧ�����������л���ȥ���ʵ�Ӱ����δ�γɶ�����ΪpHΪ����ʱ������л���ȥ��Ч����������Ϊ���������ܹ�����CO2-3��HCO-3�ĺ������Ӷ���������CO2-3��HCO-3���ĵ��ǻ����ɻ������������л����ȥ����Ҫ��ͨ��ֱ���������롤 OH���������������ȥ������ˣ�����������������л���ȥ����.����BDD�缫�������ӷ�ˮ���������������������������������л���ȥ����.
����ͼ 2 ��ʼpHֵ��COD��NH3-Nȥ����Ӱ��
������ͼ 2b��֪�������ʼpHֵ�����������NH3-Nȥ���ʣ�ͬʱ������������ȫȥ��NH3-N�����ʱ��.��pHֵΪ10ʱ���绯ѧ����75 min��NH3-N���ɱ���ȫȥ��.�ڲ�ͬpHֵ�µ绯ѧ����ե�˷�ˮ����(t��75 min)��������Ũ�ȱ仯��С���������ڰ�����ȥ��������������;������ȥ��������ʱ�������Ȳ����˻��ۣ�Ũ��������.��Ϊ�������������ڰ�����ȥ����������ΪpHֵ�Ǿ�����Һ��HClO��ClO-��������Ҫ���أ���pH%<7.5ʱHClO��Һ̬�ȷ����绯��Ӧ����Ҫ�����pH>7.5ʱClO-����Ҫ�������HClO����������ǿ��ClO-����ˣ�����������������߰�����ȥ��Ч��.�ڵ绯ѧ����������ե�˷�ˮʱ�������������������NH3-Nȥ���ʵ�ԭ���ǣ�һ����NH3-N��ͨ���������(HClO��ClO-)�������������ȥ��;��һ���棬NH3-N���ܻ������ѵ���ʽȥ����NH3-N��pHֵΪ10ʱ��Ҫ�����백����ʽ���ڣ��绯ѧ���������л�����������ݣ�ͬʱ���ڵ�����ЧӦ���缫������ڷ��������ѵ���������.��ͼ 2��֪���ı�pHֵ���������ظı�绯ѧ����ե�˷�ˮ�Ĵ���Ч����ͬʱ������pHֵ������Ͷҩϵͳ��Ͷ�ʺʹ����ɱ�.��ˣ�BDD�缫�绯ѧ����ե�˷�ˮ���������ʼpHֵ.
����3.2 �����ܶȶ�COD��NH3-Nȥ���ʵ�Ӱ��
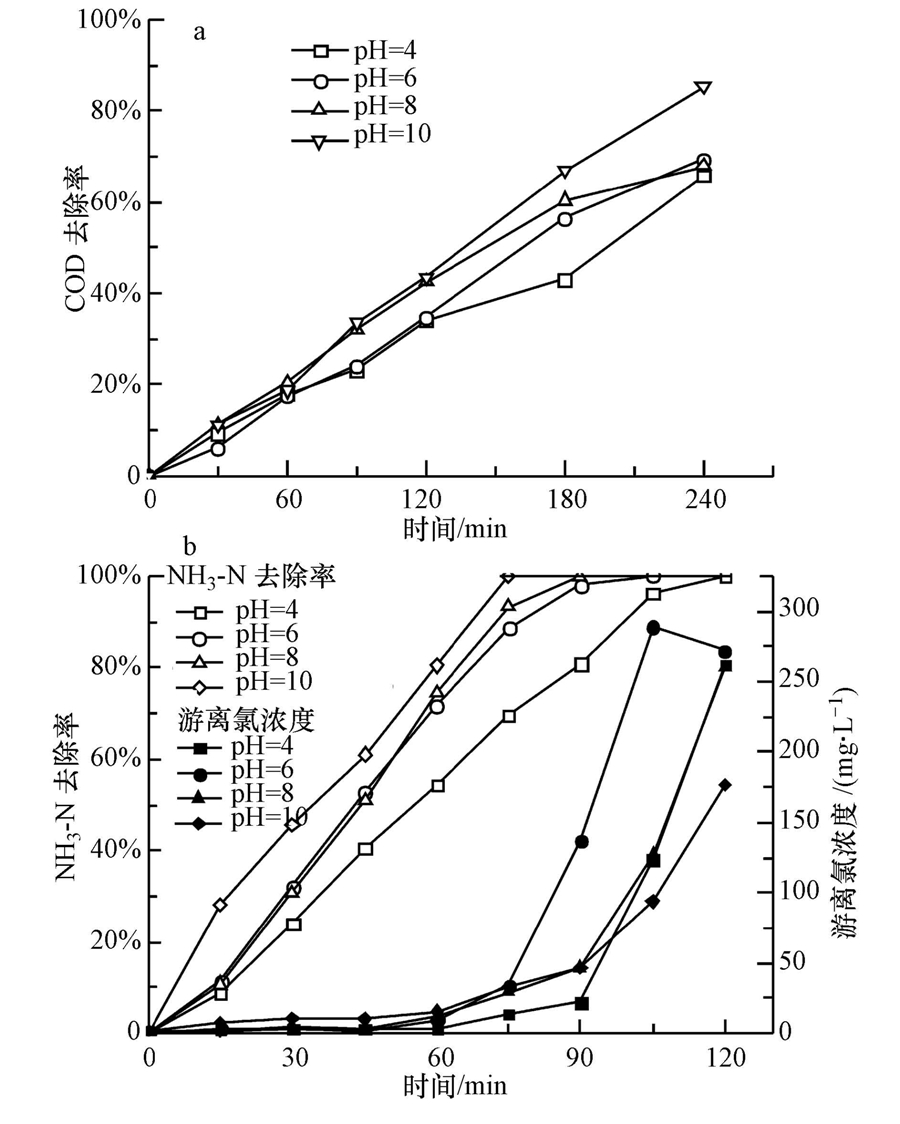
���������ܶȾ����˵绯ѧ�����������ǻ����ɻ�(�� OH)�IJ���������Ӱ��绯ѧ�������̵���Ҫ��.��ϡ�ͱ�1 �� 2��pHֵδ���ڡ�������Ϊ10 mm�������£���������ܶȷֱ�Ϊ30��40��50��60 mA �� cm-2ʱ��BDD�缫�绯ѧ����ե�˷�ˮCOD��NH3-Nȥ���ʵ�Ӱ�죬�����ͼ 3��ʾ.��ͼ 3a��֪����������ܶ��ܹ����ե�˷�ˮ��CODȥ���ʣ���������BDD�缫������������Һʱ������һ��.�����ܶȴ�40 mA �� cm-2��Ϊ50 mA �� cm-2ʱ��CODȥ���ʱ仯����;�������ܶ�Ϊ60 mA �� cm-2ʱ���绯ѧ����240 minʱCODȥ����Ϊ97%.����������ܶ������£�CODȥ���ʻ��������Ա仯��˵��BDD�缫�绯ѧ����ե�˷�ˮ���ܵ����ܶȿ���.�绯ѧ������������Һ�Ľ��Ҳ��������������������ܶ�ʱCODȥ���ʳ������Ա仯.��������BDD�缫��������ġ� OH��һ����ѡ���Ե�ǿ���������ܹ��������л���.�����ܶȵĴ�С�����ˡ� OH�������ȵIJ��������� OH�������Ⱦ����������л�������ܶ�Ϊ30��40��50��60 mA �� cm-2ʱ�绯ѧ�������̵�λʱ�����ǻ����ɻ��������ֱ�Ϊ2.97��10-4��3.05��10-4��3.11��10-4��3.14��10-4 mmol �� L-1 �� min-1����ˣ���ߵ����ܶ��ܹ����CODȥ����.
����ͼ 3 �����ܶȶ�COD��NH3-Nȥ���ʵ�Ӱ��
������ͼ 3b��֪��NH3-Nȥ����������ܶȵ����������ͬ�����ܶ�ʱNH3-Nȥ���ʾ��ܴﵽ100%.��������30 mA �� cm-2��Ϊ60 mA �� cm-2ʱ��NH3-N��ȫȥ�������ʱ��������75 min.��������ե�˷�ˮ�д��ڴ���Cl-���ڵ绯ѧ���������л����ȵ����ɷ�Ӧռ��������λ��NH3-N��HClO�����۵���ȷ�Ӧ���ܵ����ܶȿ��ƶ����ܴ��ʹ��̿���.���⣬��������ܶ�ʱ��������ЧӦʹե�˷�ˮ�¶����ߣ�������NH3-N������������еĴ�������.��Ȼ��������ܶ��ܹ����COD��NH3-Nȥ���ʣ��������ɱ�Ҳ����֮����.�ӽ��͵绯ѧ����ե�˷�ˮ�ܺĺͱ�֤��Ⱦ��ȥ��Ч�������濼�ǣ�BDD�缫�绯ѧ����ե�˷�ˮʱ�����ܶȲ���50 mA �� cm-2�����˵�.
����3.3 ϡ�ͱȶ�COD��NH3-Nȥ���ʵ�Ӱ��
�����ڵ����ܶ�50 mA �� cm-2��pHֵδ���ڡ�������Ϊ10 mm�������£�����ϡ�ͱȷֱ�Ϊ1 �� 1(δϡ��)��1 �� 2��1 �� 4��1 �� 5ʱ��BDD�缫�绯ѧ����ե�˷�ˮCOD��NH3-Nȥ���ʵ�Ӱ�죬�����ͼ 4��ʾ.��ͼ 4a��֪��δϡ�ͺ�ϡ�ͱ�Ϊ1 �� 2ʱ��CODȥ���ʻ����������Ա仯;����������ϡ�ͱ�ʱ��CODȥ���ʳ��ֳ���ͬ�ı仯����.�ڸ�ϡ�ͱ�(1 �� 4��1 �� 5)ʱ���绯ѧ����120 min���л���ȥ���ʱ仯��С.������Ϊ��ϡ�ͱ�(1 �� 1��1 �� 2)ʱ�л����ȥ���������ܵ����ܶȿ��ƣ���ϡ�ͱ�ʱ�����ܴ��ʹ��̿���.Fernandes��(2012)����ϡ�ͱȶ�BDD�缫�绯ѧ������������Һ��Ӱ��ʱҲ���������Ƶ�ʵ������.

����ͼ 4 ϡ�ͱȶ�COD��NH3-Nȥ���ʵ�Ӱ��
������ͼ 4b��֪����ͬϡ�ͱ�ʱ��NH3-Nȥ���ʵı仯������һ�µ�.����ϡ�ͱ��ܹ�����ե�˷�ˮNH3-NŨ�ȣ���ͬ�绯ѧ����ʱ���ȥ����Ҳ��֮����.ϡ�ͱȴ�1 �� 4��Ϊ1 �� 5ʱ��NH3-Nȥ���ʵ���߷��Ƚ�С.����ϡ�ͱ������COD��NH3-Nȥ���ʣ�����λʱ����Ⱦ��ľ���ȥ�����ή��.�ۺϿ�����Ⱦ��ȥ���ʼ��������������гɱ���BDD�缫�绯ѧ����ե�˷�ˮ��ϡ�ͱ��˲���1 �� 2���绯ѧ����240 min��COD��NH3-Nȥ���ʷֱ�Ϊ80.4%��100%.
����3.4 �������COD��NH3-Nȥ���ʵ�Ӱ��
�����������ܶ�Ϊ50 mA �� cm-2��ϡ�ͱ�Ϊ1 �� 2��pHδ����ʱ��������(10��15��20 mm)��BDD�缫�绯ѧ����ե�˷�ˮ��COD��NH3-Nȥ����Ӱ����ͼ 5��ʾ.��ͼ 5a��֪����������Ϊ15��20 mmʱ��CODȥ���ʱȼ�����Ϊ10 mmʱ�Ը�.���û���̿��ά�缫����ե�˷�ˮ�Ľ��������CODȥ�����漫����������������͵�����.�����һ�����ԭ����������ڵ缫���ϵIJ�ͬ����.��ͼ 5b��֪����������Ϊ15 mmʱ��BDD�缫�绯ѧ����ե�˷�ˮ��NH3-Nȥ���ʱ�����������ʱҪ��;�����������ȫȥ��ե�˷�ˮ��NH3-N�����ʱ����Ӱ��.�������ܹ����COD��NH3-Nȥ���ʵ�ԭ������Ǽ�����H2��Cl2�����ĸ���Ӧ��Cl2����Һ�з����绯��Ӧ���ɸ���Ļ�����.�ۺϿ���COD��NH3-N��ȥ���ʼ��ܺģ�ȷ��BDD�缫�绯ѧ����ե�˷�ˮ�������˼�����Ϊ15 mm.
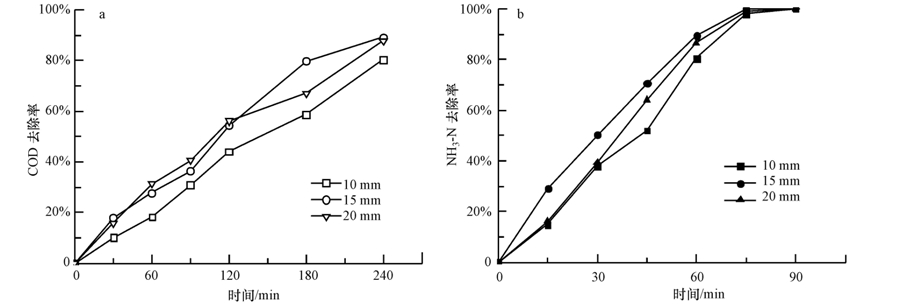
����ͼ 5 �������COD��NH3-Nȥ���ʵ�Ӱ��
����3.5 ����-�ɼ����չ���
�����ڵ����ܶ�50 mA �� cm-2��ϡ�ͱ�1 �� 2��pHδ���ڡ�������15 mm�����Ź��������½���BDD�缫�绯ѧ����ե�˷�ˮ���飬��ͬ���ʱ��ʱ������ˮ�ڲ���200~800 nm�µ�����-�ɼ����չ�����ͼ 6��ʾ.��ͼ 6��֪����ͬ���ʱ���ˮ�IJ�����ԭˮ�IJ�����ȷ����˸ı䣬������Ϊ���м��������;���ŵ��ʱ����ӳ�����������473 nm�������ֵ�����������ƣ��ɳ����϶������л������ǻ����ɻ�������ȷ�����Ӧֱ����;����472 nm���������Ե�������.���ڵ绯ѧ�����������л���ı仯����ͨ��GC-MS���ж��Է���.

����ͼ 6 ������������-�ɼ����չ���ͼ
����3.6 COD��NH3-Nȥ���ʵı仯����
�����ڵ����ܶ�50 mA �� cm-2��ϡ�ͱ�1 �� 2��pHֵδ���ڡ�������Ϊ15 mm�����Ź����£�ƽ�н���3��绯ѧ����ե�˷�ˮ����.����Origin 8.5������BDD�缫�绯ѧ����ե�˷�ˮ��COD��NH3-Nȥ���ʽ�����ϣ������ͼ 7��ʾ.��ͼ 7a��֪��CODȥ��������������Ϸ���y=0.435t��R2ֵΪ0.9899;�绯ѧ����240 minʱCODȥ���ʴﵽ96.9%.����BDD Diachem�q anode ������������Һʱ�л���Ũ�ȵı仯ͬ���������Ա仯.Elaoud ��(2011)����Ϊ���绯ѧ���������ܴ��ʹ��̿���ʱ���л���ȥ��������αһ����Ӧ����ѧ����.��ͼ 7b��֪��NH3-Nȥ�����������ʽ��Ϸ���y=0.53+0.936t+0.031t2-3.46��10-4t3��R2ֵΪ0.9956;�绯ѧ����75 minʱNH3-Nȥ���ʴﵽ100%.��������ʽ�绯ѧ��Ӧ��(Flow Electrochemical Reactor)������������Һ���ڵ����ܶ�Ϊ116 mA �� cm-2ʱ����һ����NH3-NŨ������αһ����Ӧ����ѧ����.��һ������������ڵ缫���ϡ�������������ˮˮ�ʵIJ�ͬ������.����μ���ˮ���̳����ϻ�http://www.dowater.com������ؼ����ĵ���
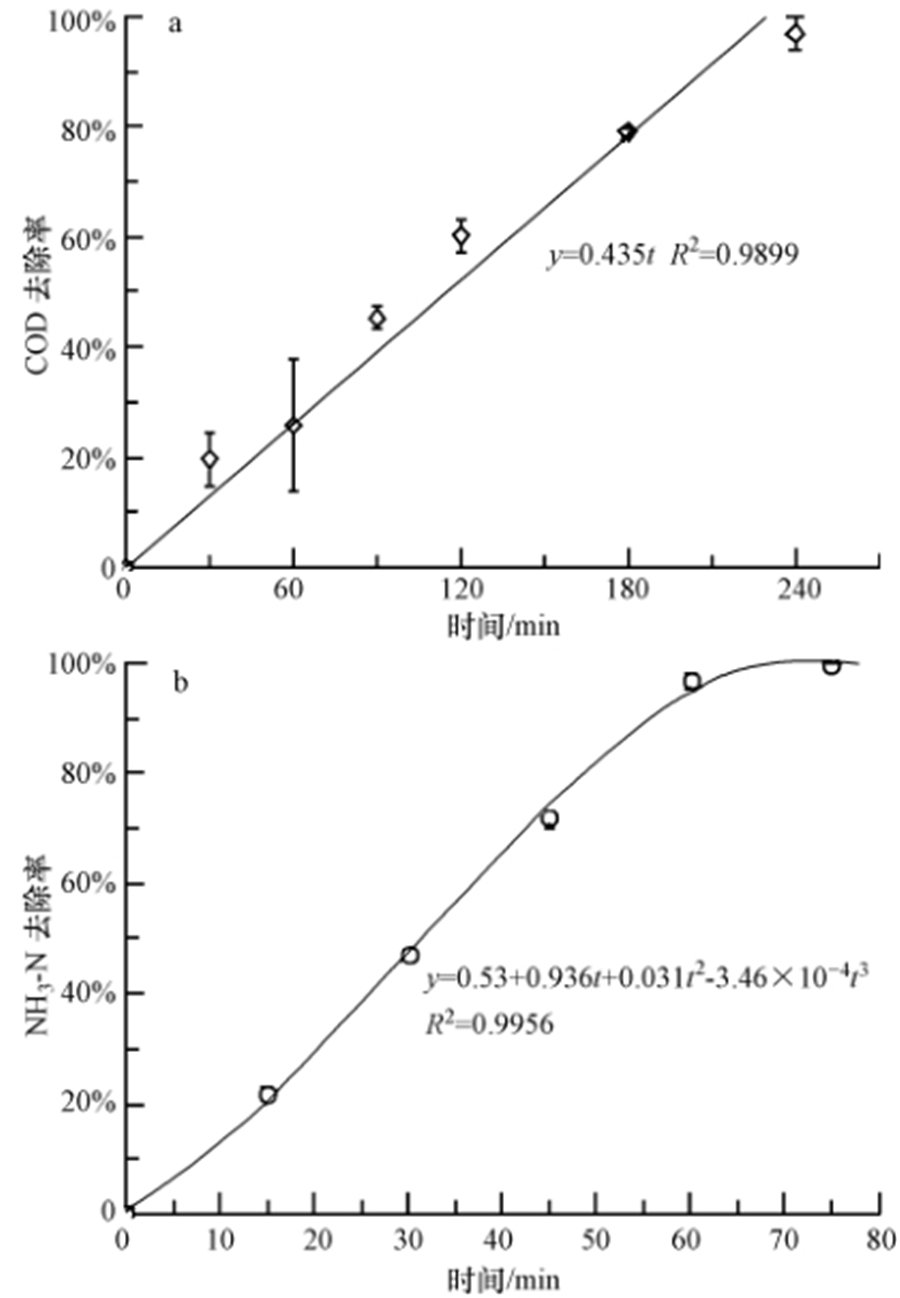
����ͼ 7 COD��NH3-Nȥ�����������
����4 ����
����1)������ʯ(BDD)�缫�绯ѧ����ե�˷�ˮ��һ����Ч�ĸ��������գ���COD��NH3-N�������õ�ȥ��Ч��.�����ܶȡ�ϡ�ͱ���Ӱ��绯ѧ�������̵���Ҫ���أ���ʼpHֵ��������Ե绯ѧ��������Ӱ���С.
����2)BDD�缫�绯ѧ����ե�˷�ˮ�������˹���Ϊϡ�ͱ�1 �� 2��������pHֵ�������ܶ�50 mA �� cm-2��������15 mm���ڴ������µ绯ѧ����ե�˷�ˮ240 minʱ��COD��NH3-Nȥ���ʷֱ�Ϊ96.9%��100%.
����3)BDD�缫�绯ѧ����ե�˷�ˮʱ��CODȥ�����������Է���y=0.435t��R2ֵΪ0.9899;NH3-Nȥ�����������ʽ��Ϸ���y=0.53+0.936t+0.031t2-3.46��10-4t3��R2ֵΪ0.9956.

