
某酒精厂以玉米为原料生产酒精和生物蛋白饲料,年产酒精15000t,生物蛋白饲料10000t。其生产工艺为:玉米原料→粉碎(过筛)→配料→预煮→高压蒸煮→糖化→发酵→粗馏→精馏→酒精成品。粗馏下的醪液经板框压滤后产生的固形物经烘干、配兑、制成生物蛋白饲料。所排废水主要是粗馏塔的废醪液以及其他车间的冷却水、洗涤水和冲洗水等一些较低浓度的废水。工程采取了多项节水措施,如:(1)冷却水自低温至高温多次循环套用,最后用于拌料;(2)锅炉排水用作水膜除尘器的补充水;(3)醪液经固液分离后液体回用于拌料;(4)减少设备冲洗水等。项目废水排放量约为418m3/d。酒精废醪液以有机物为主,废水CODCr浓度高,本工程采用UASB-CASS处理系统对酒精废水进行处理,保证了废水出水水质能够稳定达标。
1 废水水质
工程废水水质情况见表1。废水排放量为418m3/d,设计水量为500m3/d,处理后出水水质要求达到GB8978-1996《污水综合排放标准》中的二级排放标准(表1)。
|
表1废水水质(mg/l) | ||||
|
|
pH |
COD |
BOD |
SS |
|
废水水质 |
3.9 |
21200 |
10600 |
3810 |
|
排放标准 |
6-9 |
150 |
30 |
150 |
2 处理工艺
2.1 工艺流程(图1)
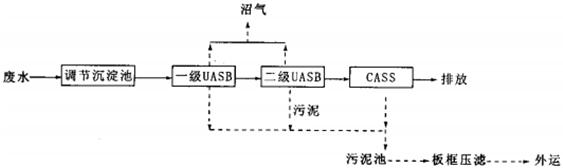 |
粗馏塔的废醪液经提取生物饲料后,其工艺废水首先进入调节沉淀池除去部分颗粒物,经调节水量、pH值,均化水质,然后进入UASB反应器,在此降解了大部分难降解有机物,提高废水的可生化性,出水再与工程所产生的无污染物水混合后进入CASS池,以去除可生物降解的污染物后达标排放。
2.2 工艺说明
本废水处理系统采用厌氧处理制取沼气,好氧处理达标排放的技术路线。
(1)调节沉淀池:首先采用将废水中较大的颗粒物去除,调节pH值,作为预处理工序,为后续生化处理工序创造条件,同时削减部分有机污染物。
(2)厌氧处理采用两级UASB反应器,UASB反应器主体为无填料的容器,废水由反应器底部进入,其中含有大量厌氧污泥。由于废水以一定的流速自下向上流动以及厌氧过程产生大量沼气的搅拌作用,废水与污泥充分混合,有机质被吸附分解。又由于反应器中可以形成沉淀性能非常好的颗粒污泥,能够允许较大的上升流速和很高的容积负荷,两级UASB处理对CODCr的去除率可以高达95%,BOD5去除率高达96%,是CODCr、BOD5的主要去除场所。
(3)好氧处理采用CASS反应池。由于厌氧处理出水可生化性很差,必须对好氧工艺加以强化,方可实现达标,根据我院对可生化性较差的废水进行好氧处理多年的应用与研究经验,采用CASS工艺是一种合适的选择。CASS工艺的曝气与非曝气阶段不断重复,将生物反应过程和泥水分离过程结合在一个池子中进行。其流程由进水、反应、沉淀、闲置等基本过程组成,实行连续进水、静态沉淀和间歇排水,对污染物质降解经历着“好氧-缺氧-厌氧”交替运行的过程,加之采用延时曝气与生物选择,有效地促进了难降解有机物的好氧生化。
CASS工艺的优点:运行费用省,自动化控制程度高,管理方便;氧的吸收率高;运行灵活,可根据实际情况改变运行方式。
2.3 主要构筑物及工艺参数
本废水处理工程主要构筑物为调节沉淀池、UASB反应器、CASS池、污泥浓缩池等。其设计参数见表2。
 |
3 运行效果(表3)
 |
4 经济技术分析
该酒精厂污水处理站设计处理水量500m3/d,工程总造价280万元,劳动定员6人。废水处理装置的运行费用约为2.52元/t,每吨水产生的沼气利用收益10元左右,因此该工程不仅解决了废水的污染问题,还带来了可观的经济效益。从经济上、技术上分析,该工程采用UASB-CASS处理系统工艺技术可靠、经济合理,能保证废水稳定达标排放。
5 结论及经验
(1)采用UASB-CASS工艺处理酒精废水具有工艺简单,运行可靠,节省投资,日常维护简单等特点,工程运行实践表明,该工艺运行稳定,各项污染物指标能够达到GB8978-1996《污水综合排放标准》二级标准的要求。
(2)UASB反应器的启动是整个工程能够顺利运行的关键,启动过程分成两个主要阶段进行:首先采用低浓度进水且保持进水浓度不变,逐渐增加进水量以提高有机负荷直至达到设计进水量;然后保持进水量不变,逐渐增加废水浓度以提高有机负荷直至达到设计进水浓度。当UASB反应器达到了设计的水质水量,反应器中形成颗粒污泥则进入稳定运行期。
(3)醪液废水经厌氧处理可产生大量的沼气,每吨醪液厌氧发酵约可获得沼气22m3。产生的沼气用于饲料热风炉烘干,剩余沼气通入锅炉内燃烧。每利用1m3沼气相当于产生0.5元的收益,具有良好的经济效益。


