半焦俗称兰炭,是目前广受市场欢迎的新型碳素材料,具有高固定炭、高化学活性、高比电阻、低灰、低硫、低铝、低磷的“三高四低”的特点,已逐步取代冶金焦而作为铁合金、化工、治练、化肥、电石、硅铁、碳化硅、化肥等高耗能产品行业的重要原料。新疆依托区域煤炭资源优势,已逐渐成为全国主要的半焦生产基地。半焦生产是通过将煤炭在中低温状态下(约600℃) 进行干馏所制,与焦炭的高温(约1 000℃) 干馏相比较,因半焦干馏温度较低,半焦废水中含有大量未被高温氧化的污染物,污染物浓度要比焦化废水高出10 倍左右,成分更复杂多变、毒性大,除含有硫化物、氰化物等无机污染物,还含有大量酚类、萘、蒽、苯并芘等单环和多环类化合物,以及含氮、硫、氧的杂环化合物等有机污染物,属于典型的难生物降解有机废水。铁炭微电解法因其适用范围广、处理效果好、成本低廉等特点目前被广泛用于难生物降解废水的预处理过程,目前用铁炭微电解法处理半焦废水的研究还鲜见报道。本研究以现场生产废水为研究对象,采用铁炭微电解/Fenton 试剂工艺对半焦废水进行预处理,探索微电解/Fenton 试剂法处理高浓度生物难降解半焦废水的机理及适宜操作条件,为解决半焦废水污染问题提供新的思路。
1 实验部分
1. 1 实验水样
实验用水来源于新疆呼图壁县某半焦生产企业,该企业半焦年产量60 万t,每天产生半焦废水约200 m3,测定其COD 为18 000~25 000 mg /L,氨氮为1 800~4 000 mg /L,pH 为7. 5~9. 0。
1. 2 实验材料
废铁屑取自乌鲁木齐市某机械加工厂,铁屑依次用洗衣粉、10% NaOH 溶液浸泡,去除铁屑表面油污后,再用5% 稀硫酸浸泡至产生大量气泡,使铁屑活化。
微电解阴极材料活性炭、焦炭和兰炭采购于市场,粉煤灰和炉渣取自某热电厂。阴极材料在半焦废水中浸泡48 h,使其达到吸附饱和,消除吸附作用对微电解去除效果影响。
1. 3 实验方法
1. 3. 1铁炭微电解
采用静态烧杯实验。取不同铁炭比的铁屑和阴极材料混合后置于250 mL 烧杯中,加入100 mL 废水,静置反应一定时间后,取反应出水测定COD浓度。
1. 3. 2 Fenton 试剂工艺
在室温下,取100 mL 的微电解出水置于250mL 烧杯中,边搅拌边加入一定量的30% 的H2O2,形成Fenton 试剂,反应一定时间后出水,取上清液测定COD 浓度。
1. 3. 3连续实验
实验系统主要由微电解反应器和Fenton 试剂反应器组成,见图1。微电解反应器为100 mm×400 mm的有机玻璃柱,Fenton 反应器为塑料桶。半焦废水由集水桶出水,自下而上流过微电解反应柱,并从反应柱上部出口流出,进入Fenton 试剂反应器,加入H2O2反应完成后由反应器上端出水。
1. 4 分析方法
按照国家标准(GB 11914-1989) 采用重铬酸钾法测定废水中COD 含量,按式(1) 计算COD 的去除率:

式中: COD0由图2 可知,不同阴极材料与废铁屑构成的微电解反应系统对污染物COD 处理效果差别较大,其中铁屑/活性炭系统COD 去除率最高,铁屑/炉渣系统COD 去除效果最低,不同阴极材料对COD 的处理效果顺序依次为铁屑/活性炭>铁屑/焦炭>铁4400和CODt分别是反应开始和反应t 时刻样品的化学需氧量,mg /L。
2 实验结果与讨论
2. 1 铁炭微电解对COD 去除
2. 1. 1阴极材料对COD 处理效果的对比分析
分别取50 mL 粒径3~10 mm的活化铁屑和50 mL 活性炭(2~7 mm) 、焦炭(2~7 mm) 、兰炭(2~7 mm) 、粉煤灰(< 2 mm) 和炉渣(2~7 mm)混合均匀装入烧杯,引入pH 为8. 07 的半焦废水,分别测定不同反应时间出水的COD 浓度,结果如图2 所示。
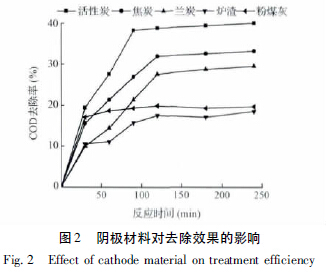
由图2 可知,不同阴极材料与废铁屑构成的微电解反应系统对污染物COD 处理效果差别较大,其中铁屑/活性炭系统COD 去除率最高,铁屑/炉渣系统COD 去除效果最低,不同阴极材料对COD 的处理效果顺序依次为铁屑/活性炭> 铁屑/焦炭> 铁屑/兰炭>铁屑/粉煤灰>铁屑/炉渣。原因主要是由于活性炭、焦炭、兰炭的有效炭成分含量比粉煤灰和炉渣中有效炭成分含量高,反应器中废铁屑和有效炭形成的微电池数量众多,故活性炭、焦炭、兰炭填料对污染物的去除率明显高于粉煤灰和炉渣。故研究采用铁屑/活性炭系统对半焦废水进行实验研究。
2. 1. 2填料粒径对COD 处理效果的影响
分别取50 mL 不同粒径的铁屑和50 mL 活性炭均匀混合装入烧杯,引入pH 为8. 17 的半焦废水,反应120 min 后,测定出水中的COD 浓度,研究填料粒径对COD 处理效果的影响,结果见表1。
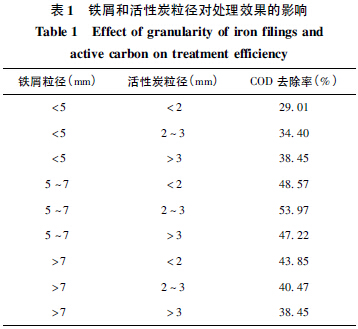
由表1 可知,当铁屑粒径小于5 mm时,随活性炭粒径增加,COD 去除率从29. 01% 提高到38. 45%; 当铁屑粒径为5~7 mm时,随活性炭粒径增加,COD 去除率先增加后减小,最高可达到53. 97%; 当铁屑粒径大于7 mm时,随活性炭粒径的增加,COD 去除率逐渐降低,由43. 85% 降至38. 45%。当活性炭粒径一定时,COD 处理效果随铁屑粒径增加,COD 去除率先增加后减小,当铁屑粒径为5~7 mm时,去除率最高。综合分析,在铁屑和活性炭粒径均较小时,微电解对COD 去除率很低,仅达到29% 左右,主要原因是铁、炭粒径过细,铁屑的结块现象比较严重,铁炭和废水不能充分接触,去除效率下降。当填料粒径增大,可消除填料板结对处理效果的影响,但由于粒径过大,在相同体积时,铁炭微电池数量相对减少,污染物去除效果同样下降。因此,研究确定最佳填料粒径为铁屑粒径为5~7 mm,活性炭粒径为2~3 mm。
2. 1. 3反应时间对COD 处理效果的影响
将50 mL 粒径5~7 mm的铁屑和50 mL 粒径2~ 3 mm 的活性炭混合均匀后装入反应烧杯,引入pH 为8. 03 的半焦废水,控制半焦废水在烧杯中的停留时间,测定出水中COD 浓度,分析反应时间对COD 处理效果的影响,结果见图3。

由图3 可知,随着反应时间的增加,废水中污染物COD 浓度逐渐降低,COD 去除率逐渐增加。在0~ 60 min 内去除率增加比较明显,COD 去除率由38. 19%提高到49. 63%,60 min 之后去除率略有下降,到90 min 以后COD 浓度基本保持不变,维持在10 g /L 左右,去除率维持在43%以上,因此,确定最佳反应时间为90 min。
2. 1. 4铁炭比对处理效果的影响分析
反应器中铁屑和活性炭的比例关系将影响处理效果。在铁屑量(50 mL) 固定的条件下,按不同铁炭体积比于反应器中均匀混入2~3 mm的活性炭,引入pH 为8. 12 半焦废水,反应90 min 后测定出水中的COD 浓度,分析铁炭比对处理效果的影响,结果见图4。
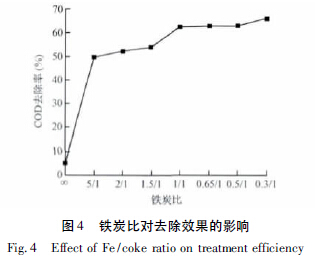
从图4 可知,铁炭混合填料的处理效果比单独采用铁作为填料的处理效果好,微电解法对COD 的去除率随铁炭比的减少而逐渐增加,当铁炭比达到1∶ 1 时,COD 去除率达到62%,再减少铁炭比对污染物去除率影响不大。主要原因为在铁屑量一定的条件下,随着活性炭体积的增加,铁炭形成的微电池数目增多,COD 去除率增加,当加入的活性炭量达到一定值后,微电池数目达到极限,COD 去除率基本保持不变,因此最佳铁炭比为1∶ 1。
2. 1. 5 pH 对COD 处理效果的影响
pH 是影响COD 处理效果的重要影响因素。实验将50 mL 粒径5~7 mm的铁屑和50 mL 粒径2 ~3 mm的活性炭混合均匀后装入烧杯,调节进水pH为1、2、3、4、5、6、7、8、9、10、11,反应90 min 后,测定出水中的COD 浓度,分析进水pH 对处理效果的影响,结果见图5。
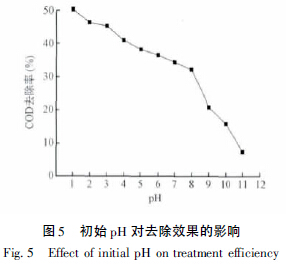
由图5 可知,随着pH 的增加,COD 去除率不断降低,这也与相关文献报道的结论相一致。当pH从1 增加到8,COD 去除率从50. 2% 降低至32. 2%,当pH 进一步增加,COD 去除率急剧下降,从32. 2%降低至7. 4%,这是因为酸性条件下,电极间电位差最大,微电解反应趋势大,发生析氢腐蚀作用强,从而处理效果好。通常条件下,半焦废水中因含有大量的氨氮,pH 在8. 1 左右,呈弱碱性,在运用过程中调酸会使反应过程耗铁量增大,从而增加废液的处理成本,因此在处理过程中维持废水的pH 在8. 1 左右。
2. 2 Fenton 试剂法对COD 的去除
2. 2. 1 H2O2
投加量对处理效果的影响取上述最佳条件下微电解反应器的出水,按不同体积比加入30% 的H2O2溶液,搅拌反应3 h 后测定COD 浓度,分析H2O2投加量对COD 处理效果的影响,结果见图6。
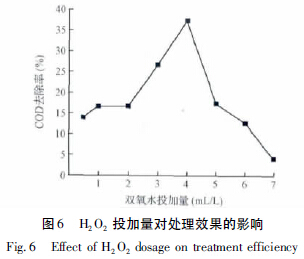
由图6 可知,随着H2O2用量的增加,COD 去除率先上升后下降。当H2O2投加量小于4 mL /L 时,COD 去除率随H2O2用量的增加由13. 9% 升高到37. 27%,当H2O2用量继续增加,COD 去除率逐渐降低,当H2O2投加量为7 mL /L 时,去除率仅为3. 99%。原因主要是微电解出水中含有较多的Fe2 + ,添加的H2O2与Fe2 + 反应,产生氧化性极强的·OH,·OH 能氧化分解难降解有机污染物。随着H2O2浓度的增加,·OH 量增加,有利于降解有机物,但是H2O2浓度过高时,过量的H2O2不但不能通过分解产生更多的羟基自由基,反而在反应一开始就把Fe2 + 迅速氧化成Fe3 + ,使反应在Fe3 + 催化下进行,如此既消耗H2O2,又抑制·OH 的产生。因此,实验确定H2O2最佳投加量为4 mL /L 左右。
2. 2. 2反应时间对处理效果的影响
取微电解反应出水,加入4 mL /L 的H2O2,控制不同的反应时间,测定出水中COD 浓度,分析反应时间对Fenton 试剂法处理效果的影响,结果见图7。

如图7 所示,COD 的去除率随着Fenton 试剂反应时间的增加呈上升趋势。Fenton 试剂初始反应速度很快,反应开始前90 min,COD 浓度逐渐下降,由初始的11. 8 g /L 降低至8. 2 g /L,COD 去除率达到30. 2%,而后随反应时间增加,COD 浓度基本保持不变,维持在8~8. 5 g /L 之间,去除率增加速度变缓,基本稳定在32%左右。考虑到增加反应时间必将造成反应器的增加,故确定Fenton 试剂法反应时间为90 min。
2. 3 处理工艺对废水可生化性的影响
在上述最佳实验条件下分别对单独铁炭微电解出水和微电解+ Fenton 试剂法出水组合工艺进行可生化性实验对比研究,结果见图8。
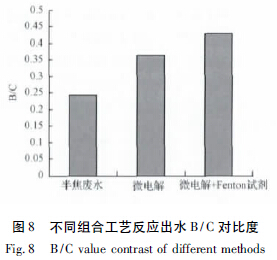
由图8 可知,半焦废水的B /C 为0. 24,属于较难生化处理废水,需要采用预处理工艺对其处理后提高其B /C 才能满足生化处理要求。经过微电解处理后半焦废水B /C 由原水的0. 24 上升至0. 37,废水可生化性得到显著提高,达到可生化处理要求。通过进一步采用微电解+ Fenton 试剂法处理后出水的B /C 可由原来的0. 24 提高到0. 43,满足易生化处理要求,因此采用微电解+ Fenton 试剂法工艺预处理半焦废水后出水的可生化更好,采用此组合工艺对处理半焦废水是可行的。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1) 铁炭微电解/Fenton 试剂法联合处理半焦废水的最适条件为: 铁屑粒径为5~7 mm,活性炭粒径为2~3 mm,铁炭体积比为1∶ 1,微电解反应时间为90 min,不调整进水pH; H2O2的投加量为4 mL /L,Fenton 试剂反应时间为90 min。
(2) 在最佳实验条件下,半焦废水COD 去除率可达55%以上,B /C 由处理前的0. 24 提高到0. 43,可生化性能良好,铁炭微电解/Fenton 试剂法可作为半焦废水一种有效的预处理方式。

