近年来,随着我国炼油企业加工高硫、高酸和重质化原油比例的不断提高,炼油废水中硫化物、环烷酸、酚类、噻吩和吡啶等污染物的含量显著增加,废水的可生化性变差,导致“超滤—反渗透”工艺单元进水的有机物质量浓度偏高,膜通量下降,废水回用率降低。因此,需在“隔油—浮选—生化—活性炭吸附”处理工艺的基础上增加新的处理工艺,以提高有机物去除率,满足“超滤—反渗透”单元的进水要求。
固定床三维电极反应器是在阴阳主电极间引入颗粒活性炭粒子作为感应电极,在适当的电压下,粒子电极的感应阳极一端发生阳极反应,感应阴极一端发生阴极反应。三维电极反应器使电化学反应由主电极扩展至感应粒子电极,可缩短污染物的迁移距离,提高污染物的降解效率。与臭氧氧化、催化湿式氧化等高级氧化技术相比,三维电极反应器操作条件温和,可通过改变电压、电流等方法调节反应过程。
本工作以不锈钢板为阴阳主电极,以柱状活性炭为感应粒子电极,构建了固定床三维电极反应器,用其深度处理炼油废水,并对各工艺参数进行了优化。
1 实验部分
1.1 材料、试剂和仪器
实验用水为某炼厂炼油废水处理工艺二沉池出水, COD=86.7~70.2 mg/L,BOD5/COD<0.1,ρ(NH3-N)=6. 1~9. 2 mg/L,TP<0. 5 mg/L,pH=6.0~8.5。水样采集后于4 ℃保存,使用前放置至室温,每批次实验在12 h内完成。
重铬酸钾、浓硫酸、氢氧化钠:分析纯。用氢氧化钠配制质量分数10%的氢氧化钠溶液置于碱储罐中备用;用浓硫酸配制体积分数为20%的硫酸溶液置于酸储罐中备用。
MDS-COD型微波消解仪:上海新仪微波化学科技有限公司;BODTrakTM型BOD5分析仪、CEL800型多参数水质分析仪、DR5000型分光光度计:HACH公司。
1.2 实验方法
实验流程的示意图见图1。固定床三维电极反应器由有机玻璃制成,尺寸450 mm×150mm×200 mm,有效容积为8L;阴阳电极均采用150 mm×200 mm×2 mm的不锈钢板,极板间距为150 mm;阴阳电极之间填充柱状活性炭,填充量为反应器容积的2/3。柱状活性炭直径4 mm、长6~8mm,使用前用自来水清洗,并置于炼油废水中吸附饱和。
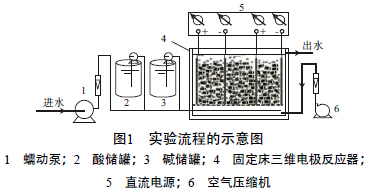
炼油废水经酸碱调节pH后,泵入固定床三维电极反应器,在反应器内的不锈钢电极板上施加一定电压,通过空气压缩机调整曝气量,一定的水力停留时间后,出水由反应器上部溢流排出,测定出水COD,计算COD去除率。
1.3 分析方法
采用重铬酸钾法测定COD;采用玻璃电极法测定废水pH。
2 结果与讨论
2.1 施加电压对COD去除率的影响
阴阳主电极间的电压是固定床三维电极反应器内活性炭粒子产生感应电位的基础,电压的大小关系到活性炭粒子感应电位的大小。同时,施加电压的高低直接影响不锈钢阳极的腐蚀速率,进而影响到Fe2+及Fe3+的产率。因此,极板间适当的电压是决定电化学过程中电氧化、Fenton试剂氧化和絮凝等反应效果的关键因素。
在水力停留时间60 min、废水pH=7.0、曝气量120L/h的条件下,施加电压对废水COD去除率的影响见图2。由图2可见:随施加电压的增加,COD去除率逐渐提高;当施加电压大于10 V时,COD的去除率增幅趋缓。施加电压的提高使反应过程中的电流密度不断增大,水的分解等副反应增强。
因此,在保证COD去除率的前提下,应采用较低的施加电压,以有效降低能耗,提高电解效率。综合考虑,选择施加电压为10 V较适宜。

2.2 水力停留时间对COD去除率的影响
在施加电压10 V、废水pH=7.0、曝气量120L/h的条件下,水力停留时间对废水COD去除率的影响见图3。由图3可见:随水力停留时间的延长,COD去除率逐渐提高;当水力停留时间超过60 min时,COD去除率的增幅趋缓。因此,选择水力停留时间为60 min较适宜。

2.3 废水pH对COD去除率的影响
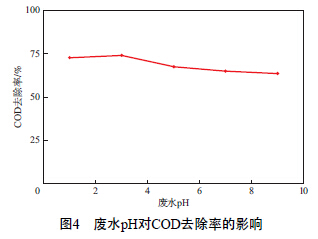
在施加电压10 V、曝气量120L/h、水力停留时间60 min的条件下,废水pH对COD去除率的影响见图4。由图4可见:随废水pH的增大,COD去除率逐渐降低;当废水pH=3.0时,COD去除率最高(为74.1%)。这是因为,在酸性条件下,阴极发生氧气的两电子还原反应生成H2O2,并通过Fe2+的催化作用生成·OH,对有机物进行氧化降解。当废水pH逐渐增大时,Fenton试剂氧化反应逐渐削弱,对有机物的降解效率降低[12]。
由图4还可见:当废水pH>5.0时,COD去除率下降趋势趋缓。因为废水pH增大时,阳极溶解的Fe2+在曝气条件下生成Fe3+,并进一步反应生成Fe(OH)3,对水中有机污染物的絮凝作用增强,部分补偿了Fenton试剂氧化反应的作用效果;当废水pH=7.0时,COD去除率为64.9%,出水COD=27.1 mg/L,能满足“超滤—反渗透”单元对进水COD的要求(COD<30.0 mg/L)。故选择废水pH=7.0较适宜。
2.4 曝气量对COD去除率的影响
在施加电压10 V、废水pH=7.0、水力停留时间60 min的条件下,曝气量对COD去除率的影响见图5。

由图5可见:在无曝气的条件下, COD去除率为29.8%;随曝气量逐渐增加COD去除率逐渐提高;当曝气量为120L/h时,COD去除率为64.9%;进一步增加曝气量,COD去除率升的增幅趋缓。这是因为,固定床三维电极反应器中污染物的降解是一个动态吸附—电解—脱附的微观过程,适量的曝气既有利于阴极发生O2的还原反应,又有利于有机物在活性炭载体上吸附—脱附的动态平衡,过高的曝气量不仅影响了有机物在活性炭表面的吸附,还增加了颗粒活性炭之间的磨损,不利于固定床三维电极反应器的长期运行,故选择曝气量为120L/h较适宜。具体参见http://www.dowater.com更多相关技术文档。
3 结论
a)以不锈钢板为阴阳主电极、以柱状活性炭为感应粒子电极,构建了固定床三维电极反应器。
b)采用该反应器深度处理炼厂炼油废水的优化工艺参数为:施加电压10V,水力停留时间60min,废水pH=7.0,曝气量120L/h。在此条件下,处理后出水的COD=27.1 mg/L,能满足“超滤—反渗透”单元对进水COD的要求(COD<30.0 mg/L)。

