山东某制浆造纸企业主要生产高档包装纸、高档工业用原纸、高级文化办公用纸等,生产车间由数条木浆生产线和20余条抄纸生产线组成,废水排放量达到5~8万 m3/d,其中高浓化学浆黑液进入碱回收车间浓缩、燃烧,回收无机碱;化机浆车间制浆废水、抄纸车间纸机白水及生活污水进入污水处理厂,经过脉冲厌氧流化床反应器(PAFR)―改良型氧化沟(ABR+卡鲁塞尔氧化沟)―高级氧化工艺处理后达标排放。污水处理厂废水处理工程于2010年下半年开始规划建设,2011年7月份进水调试,2011年11月份正常运行至今。
1 工艺概况
1.1 设计进出水水质及水量
污水处理厂废水处理工程总设计规模为10万 m3/d,设计出水执行《制浆造纸工业水污染物排放标准》(GB 3544―2008)排放标准的要求。设计进出水水质如表 1所示。
| 项目 | COD/(mg.L -1 ) | BOD/(mg.L -1 ) | SS/(mg.L -1 ) | pH |
| 进水 | ≤3000 | ≤2500 | 6~9 | |
| 出水 | ≤70 | ≤20 | ≤30 | 6~9 |
由于污水处理厂废水主要来自原料木片的洗涤、化机浆生产过程以及纸机白水,污染物成分复杂,主要是一些分子结构较稳定的大分子污染物,如木质素、纤维素、半纤维素,及部分其他有机杂质和泥砂等无机物。废水COD、SS均较高,可生化性较差,属于较难处理的工业废水之一。
1.2 废水处理流程
废水处理工艺流程见图 1。
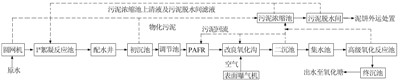
图 1 废水处理工艺流程
废水先经过圆网机滤去细小纤维和悬浮物后,自流进入1#絮凝反应池。絮凝反应池出水进入初沉池,沉淀污泥由刮吸泥机吸出,泵送至污泥浓缩池,出水自流进入调节池,进行水质与水量的调节。调节池中的废水经泵提升至PAFR,由脉冲布水器进行布水,在水解和产酸菌的作用下,废水中大分子有机物被分解成小分子有机物,废水中溶解性有机物显著增加,提高了废水的可生化性。PAFR出水进入改良型氧化沟,利用好氧菌的吸附、氧化分解废水中的有机物,氧化沟所需氧气由表面曝气机供给。氧化沟出水进入二沉池,泥水分离后,部分污泥回流至生化系统,部分污泥进入浓缩池。二沉池出水自流至集水池,再泵送至高级氧化系统进行进一步处理,出水达标排放。沉淀污泥、剩余污泥和化学污泥经浓缩、压滤、干化后作为燃料使用。
2 主要构筑物
2.1 圆网机平台
圆网机平台外形尺寸为长×宽 =41.0 m×16.0 m,筛网规格为0.178 mm (80目)。圆网机16台。圆网机过滤及清渣无需消耗动力,通过水力流动即可实现。
2.2 1#絮凝反应池
1#絮凝反应池外形尺寸为长×宽×高=16.0 m×16.0 m×6.0 m,HRT为15 min。根据进水水质有选择地投加絮凝剂。1#絮凝反应池1座。
2.3 初沉池
初沉池外形尺寸为 D 47.0 m×4.5 m,表面负荷为0.6 m3/(m2・h)。初沉池4座。
2.4 调节池
调节池面积为2 514.0 m2,高5.0 m,HRT为2.7 h。在废水进入生化处理系统之前,需预先调节水量、水质。调节池1座。
2.5 PAFR
PAFR设计流量为80 000 m3/d,PAFR外形尺寸为长×宽×高=70.0 m×38.0 m×13.0 m,有效水深12.0 m,有效容积61 270 m3,HRT为18.4 h。PAFR 2座。在PAFR内,废水经历整个厌氧过程,包括水解酸化阶段、产氢产乙酸阶段和产甲烷阶段。该反应器具有以下优点:
(1)脉冲布水器和颗粒污泥。PAFR内设有自动高效脉冲布水器(见图 2),仅消耗部分势能,无潜水搅拌等辅助设备。脉冲布水利用虹吸管中快速流动的水流将主管道中的空气带走,使主管道内形成一定的真空度,在管道内外大气压作用下池内的水进入主管道后排入池中。由于水流速度快,布水在短时间内即可完成,达到脉冲效果。脉冲作用将池底高浓度污泥搅起,使池内泥水充分混合,厌氧菌与废水中的有机物充分接触;底部采用穿孔布水管布水均匀,可使泥水充分混合,利用兼氧、厌氧菌等生物群体的综合作用,提高废水的可生化性。在PAFR启动阶段,接种在PAFR中的普通絮状污泥,通过脉冲布水的冲击作用形成连续的上升-下降过程,污泥不断互相碰撞、摩擦,易形成致密结构的颗粒化污泥。
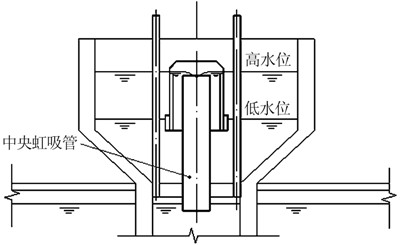
图 2 自动高效脉冲布水器
(2)三相分离功能。PAFR呈全封闭式,采用特有的泥水气三相分离系统,它既能收集分离器下的反应室产生的气体,又能使分离器上的悬浮物沉淀下来。
2.6 改良型氧化沟
改良型氧化沟采用“ABR+卡鲁塞尔氧化沟”的组合工艺,其以卡鲁塞尔氧化沟为主,辅以ABR,性能稳定,操作管理简便,维护工作量小,同时可以有效防止污泥膨胀。
2.6.1 ABR
ABR外形尺寸为长×宽×高 =108.0 m×36.0 m×5.5 m,有效容积为17 500 m3,水深4.5 m ,HRT为4.2 h。ABR相当于一个完全混合的恒化反应器,其HRT为2~14 h。HRT的确定是ABR设计的关键。系统HRT的设置应保证水中易降解的COD被自由游动菌充分吸收和利用,使其保持持续生长并不断随出水排出系统。如果HRT 选择得当,丝状菌在竞争中无法生存,从而不会引起污泥膨胀。ABR 1座。
2.6.2 氧化沟段
氧化沟段外形尺寸为长×宽×高 =102.4 m×56.05 m×5.5 m,廊道宽度为9 m,有效水深4.8 m,容积75 000 m3,HRT为18.0 h。设计COD负荷为87 545 kg/d,MLSS为4 500 mg/L,COD污泥负荷为0.324 kg/(kg・d)。设计水温为35~38 ℃,设计剩余污泥产量为28 850kg/d(水温38 ℃),设计污泥龄为10.1 d(水温38 ℃),最大需氧量为4 087 kg/h(水温38 ℃)。氧化沟段曝气装置采用倒伞型表面曝气机(充氧动力效率:2.1kg/kW;功率为132 kW的3套,功率为160 kW的15套)。氧化沟段3座。
2.7 二沉池
二沉池外形尺寸为 D 47.0 m×4.5 m,表面负荷为0.6 m3/(m2・h),为中间进水、周边出水、辐流式沉淀池。二沉池4座。
2.8 高级氧化系统
集水池外形尺寸为长×宽×高 =28.0 m×24.0 m×5.0 m,HRT为0.7 h,集水池1座;高级氧化反应池外形尺寸为长×宽×高 =28.0 m×27.0 m×7.5 m ,HRT为60 min,高级氧化反应池1座;终沉池外形尺寸为 D 47.0 m×4.5 m,表面负荷为0.6 m3/(m2・h ),终沉池4座。
3 工艺调试
3.1 PAFR调试
接种污泥取自原有厌氧池排出污泥,通过调节池提升泵将污泥提升至厌氧池。接种量SS以8~10 kg/m3(反应池)为宜。调试初期系统启动水量按照设计水量的30%,COD容积负荷在0.3~0.5 kg/m3左右。当COD去除率>45%、出水VFA<700 mg/L后,可以逐步提高进水量,每次提高幅度宜在设计进水量的10%左右。在调试初期,需加碱调节pH以确保厌氧出水pH在6.8~7.2。在污泥驯化阶段,为加快污泥颗粒化程度,出水内循环量可控制在100%~150%左右。每周1次对厌氧池2、4、6、8、10 m高处的污泥层进行取样观察,用100 mL量筒测定其5 min或30 min的沉降体积,分析其沉降性能。在运行过程中,根据厌氧微生物对m(COD)∶m(N)∶m(P)=350∶5∶1 的要求适量补充氮、磷。实际运行中氮源应适当提高,厌氧反应器出水NH4+-N在30 mg/L左右。
3.2 改良型氧化沟的调试
将好氧系统构筑物内充满新鲜废水,随后投加好氧菌种,菌种可选择污水处理厂二沉池的剩余污泥。与此同时,开启曝气设备及污泥回流系统,使好氧系统处于循环闷曝状态1~2 d左右。之后采取连续进水方式,进水量控制在设计流量的15%~30%,进水COD在1 000 mg/L左右,二沉池的污泥大部分回流至好氧进水单元。当生化系统COD去除率达到75%左右时,逐步增加好氧系统进水量。调试运行过程中,应注意以下几点:(1)控制生化系统的温度在15~35 ℃;(2)污水pH保持在6.0~9.0;(3)营养物的需要量约为m(COD)∶m(N)∶m(P)=100∶5∶1;(4)溶解氧一般应控制在2~4 mg/L;(5)定期或随时调节回流比和回流量,污泥回流比在50%~100%左右;(6)调节MLSS和SV,控制剩余污泥的排放量,好氧系统设计MLSS为3 000~5 000 mg/L,SV30一般控制在50%以下。
4 调试过程中的问题及相应对策
调试过程中存在的问题及采取的相应对策:
(1)PAFR出水pH低,VFA异常升高。调试过程中,PAFR连续几天出现出水pH低、VFA异常升高的情况。通过观察对比每天的实验记录,发现该时期进水pH与之前无明显变化;通过对比每天的进水水质及水量发现,进水水量基本维持恒定,但进水负荷明显升高。据此推测,上述情况可能是由于厌氧处理负荷过高导致有机酸积累引起的。
针对上述情况,在无法改变进水水质前提下,及时调整每天进水量,保证每天进入PAFR的总负荷基本恒定,同时增加厌氧污泥量。经过几天的调整,PAFR出水pH低、VFA异常升高的情况未再出现。
(2)改良型氧化沟ABR和氧化沟段均出现大量泡沫,氧化沟段出现部分污泥上浮。调试过程的一段时期内,ABR和氧化沟段出现大量泡沫,并且氧化沟段出现部分污泥上浮的情况。镜检观察到活性污泥中含有大量的丝状菌,据此判断部分污泥上浮为丝状菌大量繁殖引起的污泥膨胀。通过逐一排查引起污泥膨胀的因素,发现进水中氮、磷营养物质投加及时,pH在正常范围,溶解氧也基本维持在2.0~4.0 mg/L,由此最终确定污泥膨胀是由进水有机物质太少,生化池内F/M太低,导致微生物食料不足引起的;而大量泡沫的出现可能与系统的污泥停留时间较长、污泥回流率较低有关。
针对上述情况,采取了以下措施:适当提高进水负荷;加大排泥量,降低污泥龄,防止污泥老龄化;在ABR和氧化沟池壁周边增设喷淋装置,通过喷洒水流或水珠打碎浮在水面的气泡,减少泡沫。通过以上措施,ABR和氧化沟段出现大量泡沫及氧化沟段部分污泥上浮问题基本得到解决,整个好氧系统逐渐趋于正常。
(3)二沉池大量污泥上浮。二沉池的排泥装置采用的是双周边传动全桥式刮吸泥机,污水从池中心的进水管导流筒扩散,均匀地向周边辐射状流出,呈悬浮状的污泥经沉淀后沉积于池底(池底基本保持水平),上清液通过溢流堰板由出水槽排出池外。双周边传动全桥式刮吸泥机主梁下部连接管路支架、污泥刮集泥斗、吸泥管路等,利用液位差通过虹吸管将集泥槽的污泥排至中心排泥管自吸式排泥。虽然该装置无需动力,运行费用低,但虹吸管和吸泥管路很容易出现漏气的情况,虹吸被破坏,二沉池无法正常排泥。在调试运行初期,由于未能及时发现该问题,导致二沉池的大量污泥沉积于池底,污泥在二沉池内停留时间过长,发生酸化或反硝化反应导致大量污泥上浮。
基于上述情况,组织专业技术人员集中检修了所有刮吸泥机的吸泥管路,以避免管路漏气情况的发生;同时加强了二沉池刮吸泥装置的日常巡检。通过以上措施,基本保证了二沉池的正常运行。
5 系统运行效果及处理成本分析
5.1 系统运行效果
本工程采用PAFR―改良型氧化沟―高级氧化工艺处理制浆造纸废水取得较好的处理效果,出水水质稳定,达到《制浆造纸工业水污染物排放标准》(GB 3544―2008)的要求。系统运行效果见表 2。
| 处理单元 | COD | BOD 5 | SS | |
| 车间废水 | 3000 | 1000 | 2500 | |
| 初沉池出水 | 1500 | 700 | 175 | |
| PAFR出水 | 825 | 420 | 100 | |
| 改良型氧化沟+二沉池出水 | 289 | 29.4 | 56 | |
| 高级氧化系统出水 | 60 | 18.9 | 25.2 |
将系统连续运行1周的各工段出水COD数据绘制成图,如图 3所示。
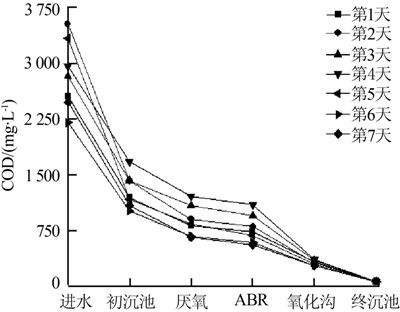
图 3 系统连续运行1周各工段出水COD
由图 3可知,系统进水COD在1周内出现了一定幅度的波动,其波动范围在2 100~3 500 mg/L。但经过PAFR―改良型氧化沟―高级氧化工艺处理后,出水COD变化幅度不大,均维持在60 mg/L以下。据此推测,该组合工艺具有较强的耐冲击力,不会因进水负荷的波动引起出水水质的剧烈变化。具体参见http://www.dowater.com更多相关技术文档。
5.2 运行成本分析
本废水处理工程规模为100 000 m3/d。
5.2.1 电费
总装机容量为6 029.7 kW,按实际运行功率4 639.0 kW核算,负荷系数取0.8,综合电价按0.60元/(kW・h)计,则电费为4 639.0÷100 000×24×0.8×0.6 =0.534元/m3。
5.2.2 药剂费
各项药剂费用如表 3所示。
| 药剂 | 单价/(元.t -1 ) | 消耗量/kg.m -3 | 价格/元.m -3 | |
| 物化加药系统 | 聚合氯化铝 | 1800 | 0.180 | 0.324 |
| 阴离子聚丙烯酰胺 | 15000 | 0.003 | 0.045 | |
| 硫酸根去除药剂 | 0.150 | |||
| 营养盐 | 0.130 | |||
| 高级氧化系统 | 过氧化氢(27.5%) | 600 | 0.830 | 0.500 |
| 阳离子聚丙烯酰胺 | 30000 | 0.001 | 0.030 | |
| 氯化亚铁(FeCl 2 .4H 2 O) | 750 | 0.500 | 0.375 | |
| 片碱(NaOH) | 2200 | 0.103 | 0.227 |
由表 3经计算可知,总的药剂费用为1.781元/m3。
5.2.3 工资福利费
平均工资为1 000元/(月・人),职工定员为48人,工资福利费为1 000×48÷30÷100 000=0.016元/m3。
则该废水处理工程直接运行费用为 0.534+1.781+0.016=2.331元/m3。

