紫胶是由紫胶虫寄生在树上所分泌的一种天然树脂,主要由羟基脂肪酸、倍半萜烯酸组成。被广泛应用于日用化工、国防军工、电子电器、食品医药、油漆涂料、塑料橡胶、出版印刷等行业和部门,具有重要的经济价值。
紫胶生产废水来源于对粗粒胶进行深加工过程中所产生的废水,主要污染物是加工过程中带入溶液中的高分子有机树脂(紫胶) 和另外的一些有机污染物; 漂白紫胶生产的基本工序是先将颗粒胶溶于碱性水溶液中,过滤、除去杂质并冷却后,用次氯酸钠溶液漂白,然后用稀酸酸化,析出的漂白胶经过水洗后脱水干燥得到产品; 加工工艺使废水中含有大量的盐,且可能含有微量NaClO 强氧化剂。
目前,国内外关于紫胶废水处理的研究鲜有报道,工程中主要以酸碱中和、混凝沉淀等简单预处理为主。经调查,曾有单位取中和沉淀后压滤出水进行A2 /O 工艺实验,仅能将CODCr由2300 mg /L 降解至800 mg /L,去除率65.2%,依旧无法达到排放标准。
本次实验是应中国最大紫胶生产厂之邀,在厂区内进行的小试实验,目的是为了最终实现废水达标排放。该厂此前曾经邀请过多家单位对其生产废水设计治理方案。但至今仍无技术能够解决生产废水达标排放问题,该公司目前只能尽量降低生产废水污染物含量,并继续寻找解决排放问题的出路。
1 紫胶废水特点
紫胶生产废水处理难点是: ①漂白紫胶生产废水中污染物浓度较高; ②水中含有少量的NaClO,NaClO 具有非常强的氧化性,也是一种消毒剂,对微生物有强烈的杀灭作用; ③废水中含盐量较高,原水含盐量已超过10 000 mg /L,破坏细胞壁内外渗透压平衡,抑制微生物正常的新陈代谢; ④生产废水含盐量有一定的变化。
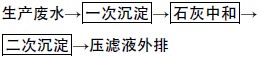
该厂现有主要污水处理工艺:
2 材料与方法
2.1 试验装置
羟基催化氧化装置主要由反应器、电极板、颗粒性电极、曝气设备及开关电源组成。羟基催化氧化反应在反应器中完成,电极板为不锈钢板,颗粒性电极由沸石、活性炭及催化剂颗粒组成。
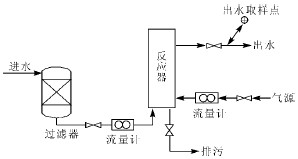
图1 羟基催化氧化装置示意图
2.2 试验药剂
纽森特-VPG 高效耐盐生物酶(上海裕胜环保科技有限公司) ; 杰威高效复合生物酶(上海裕胜环保科技有限公司) ; ZL 微生物絮凝剂(自制) 。
2.3 试验水质
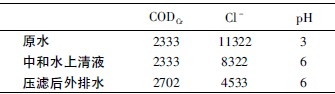
通过对厂区现有污水处理工艺分析,选择了3种水样进行试验: 分别是生产工艺产生的原水、原水经初沉石灰中和后的上清液,以及压滤后外排水,试验水质见表1。
表1 试验水质 mg/L
3 结果与讨论
3.1 生化试验
取5 mg 纽森特-VPG 高效耐盐生物酶溶于500 mL 蒸馏水中曝气1 h 激活,配制浓度为10mg /L生物酶溶液。将激活后生物酶溶液按5、10、15mg /L 浓度投入紫胶废水原水进行可生化性实验分析。CODCr检测结果见表2。
表2 原水耐盐生物酶曝气试验 h,mg /L

CODCr实测最佳数据为2 333 mg /L 降至2 167mg /L。实验证明,紫胶废水原水对生物酶催化反应具有很强的抑制性,分析原因主要为两点:
(1) 废水中高盐分及ClO-离子抑制酶的活性,使生物酶无法发挥降解有机物的作用;
(2) 废水中的高分子有机物降解键能高于酶促反应活化能。
3.2 羟基催化氧化实验
(1) 羟基催化氧化原理。羟基自由基・OH 是迄今为止唯一能对各种有机污染物实现无选择氧化,而且可以完全矿化为二氧化碳和水的超强氧化剂。其氧化电位高达2.80,其电子亲和能为569.3kJ。催化羟基氧化技术选择各类非均相高效复合催化剂作为反应槽主体,在气、电、磁复合场强及催化剂颗粒的作用下迅速调动羟基自由基・OH 的生成。羟基自由基・OH 在直接氧化有机物的同时,过程中不断激发的・O、・HOO、・O2等高活性自由基,这些高活性自由基进一步参与有机物降解反应,形成一连串深度氧化环节即链式反应。
(2) 羟基催化氧化实验。经过对原水、中和水上清液、压滤外排水进行分析,压滤外排水悬浮物、沉淀物指标最低,最适宜作为羟基催化氧化装置进水。选择压滤外排水进行羟基催化氧化试验。
恒定电压30 V,初始电流27.6 A,运行40 min,重复试验2 次。电流随时间变化趋势见图2,分别在10、20、30、40 min 取样分析CODCr,结果见图3。
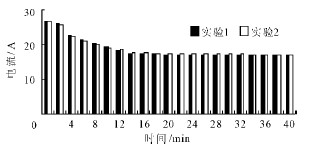
图2 反应器电流随时间变化情况
综合分析图2、图3,反应前20 min 电流变化明显,同时CODCr去除量占整个反应总量的86%; 后20min 电流几乎无变化,CODCr去除量也只有总量的14%。说明紫胶废水的羟基催化氧化作用在20 min内基本完成,使用羟基催化氧化技术处理紫胶废水,最佳停留时间应在20 min 左右,增加停留时间对提高CODCr去除率并不明显,并且会提高系统能耗。
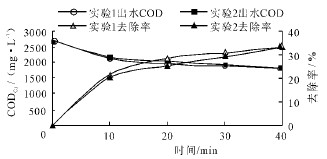
图3 羟基氧化出水CODCr分析
3.3 微生物絮凝试验
羟基催化氧化反应出水进一步进行微生物絮凝试验,发现絮凝效果很好; 絮凝沉淀后上清液色度、浊度指标已接近清水但由于现场试验条件限制,未作色度、浊度指标检测。结合原水絮凝沉淀试验,证明羟基催化氧化处理后废水的可絮凝性大大提高。但现场实测CODCr数据显示絮凝前后CODCr去除率小于预期效果。经综合分析实验环节及检测环节问题发现,由于紫胶废水含盐量过高,导致投加硫酸汞无法将Cl-被完全掩蔽,使得Cl-对CODCr测定造成了干扰,使得CODCr检测结果偏高。具体参见http://www.dowater.com更多相关技术文档。
对压滤外排水、羟基出水及絮凝出水水样进行硝酸银滴定法检测Cl-,针对投加、不投加掩蔽剂进行CODCr检测,检测数据如表3。
表3 各工段出水CODCr结果校正分析 mg /L

4 结论及建议
基于尽量不改变企业原系统流程实现达标改造的原则,可以从原系统中和后压滤出水着手。经过一级羟基催化氧化+ 微生物絮凝沉淀处理,经校正分析CODCr可从2 000 mg /L 左右降至600 mg /L 左右,组合去除率达到65%,重复试验亦证明去除效果较稳定。虽已有效降低大多数水质指标,CODCr指标仍不能达到国家二级排放标准(GB8978-1996) 。但由于羟基催化氧化处理具有提高废水可生化性的作用,B /C 从0.12 提升至0.39,同时去除32%盐分。
建议在原工艺后添加羟基催化氧化及好氧生物降解工艺,并添加沉淀池以保证达标出水。改造工艺流程为:


