锰在自然界中的含量十分丰富,我国锰矿储量达4×108 t,居世界第4 位。然而在锰矿的开采过程中会产生大量的酸性含锰废水,废水主要来自采矿废水和选矿废水。任意排放大量含锰废水会对生态环境造成严重危害,污染地下水和地表水,会使水产生嗅味,出现色度,对植物也有较大的危害;另一方面也严重影响工农业生产和人类健康,在卫生洁具和工业产品上形成斑点〔1〕,人体摄入过量的锰会损坏人类的中枢神经系统,产生不可逆的神经系统疾病〔2〕。
对含锰废水的处理主要有絮凝沉淀法、传统化学沉淀法、电解法等方法。A. Shafaei 等〔3〕用电解法处理锰质量浓度在100 mg/L 以内的废水时,对锰的去除率达到90%以上,但对于高浓度含锰废水的处理效果却较差。樊玉川〔4〕利用石灰+PAC 混凝沉淀法处理含锰废水,锰质量浓度由397mg/L 降到0.2mg/L。何强等〔5〕采用化学沉淀/混凝沉淀联合工艺处理某电解锰厂的废水,出水水质达到了国家一级排放标准。丁希楼等〔6〕对于矿山酸性废水的处理研究表明,石灰石与石灰联合使用比单独用石灰可节省20%~ 30%的药剂费。在美国、日本,对于矿山酸性废水,一般先用石灰石中和酸性废水,中和之后再用石灰来提高废水的pH。综上所述,混凝沉淀法和化学沉淀法处理含锰废水的研究比较多,技术也比较成熟,但是采用石灰石、石灰分段中和沉淀、混凝法组合工艺处理高浓度酸性含锰废水的报道较少,笔者在小试的基础上提供工艺实例。
1 废水概况
江西某锰矿山产生的综合废水,包括废石场废水、中段水仓废水等,每天间歇排放,排放量为200 m3/d、pH 为2.5~3.5、Mn 为1 600~2 000 mg/L、SS 为 180~220 mg/L。
根据受纳水体和当地环保部门的要求,排水严格执行《废水综合排放标准》(GB 8978―1996)中第二类污染物最高允许排放浓度中一级标准,即pH 为6~9、Mn≤2 mg/L、SS≤70 mg/L。
2 小试试验部分
2.1 试剂与仪器
主要仪器:721 可见分光光度计、pHS-25 数字酸度计、TA6-1 型程控混凝试验搅拌仪。主要试剂:焦磷酸钾、乙酸钠、高碘酸钾、锰标准液、氧化钙、聚合氯化铝、聚丙烯酰胺,分析纯,国药集团化学试剂有限公司。
2.2 试验方法
分段沉淀法在保证出水可达标排放的基础上,还能节约药剂费用,因此确定采用“石灰石沉淀+过滤+石灰沉淀+混凝沉淀”的分段沉淀工艺,即第一步先用廉价的石灰石去除废水中50%以上的锰;第二步加入石灰,使大部分的锰从离子态转化为氢氧化物沉淀下来,有利于后续混凝沉淀的进行;第三步先调节废水pH,然后加入PAC、PAM 去除其中大量的悬浮物,保证Mn 达标排放。具体操作步骤:取1 L 矿山废水于烧杯中,先用石灰石粉末调节废水pH 至5~7,此时有大量黄色絮状沉淀物产生,取沉淀分离后的上清液用石灰调节废水pH 至12 左右,进行二次沉淀处理。待二次沉淀分离完全后,取上清液进行混凝沉淀处理,先用硫酸调节废水pH 至7~9,然后加入聚合氯化铝(PAC),搅拌10 min,再加入聚丙烯酰胺(PAM),搅拌5 min,静置,取上清液测定其中锰的浓度。锰的测定按照《水质锰的测定高碘酸钾分光光度法》(GB 11906―1989)中规定的方法进行,测定的是水体中的总锰。
在原水中锰的质量浓度为1 827 mg/L,废水初始pH≈3 情况下,以锰的去除率为考察指标,结合药剂投加量和沉淀速度,通过试验确定了最佳处理条件,其中石灰石投加质量浓度为5.0 g/L,pH=6.1;石灰投加质量浓度为1.6 g/L,pH=12.0;PAC、PAM投加质量浓度分别为120、2 mg/L,pH=8.0。在最佳条件下,最终出水中锰的质量浓度为0.45 mg/L,SS 为10 mg/L,达到《污水综合排放标准》(GB 8978― 1996)中一级标准的要求。
3 工程工艺方案确定及设计
3.1 工艺流程
在前期小试的基础上,确定了工艺流程,见图 1。

采用间歇处理方式,每次可处理100 m3 废水。正常运行时,生产排放的含锰废水经格栅进入调节池,调节池中的废水在重力作用下自流进入反应池 1,加石灰石调节废水pH 至6.0±0.5,连续搅拌1 h 后,用水泵抽升至板框压滤机进行泥水分离,出水进入反应池2,向反应池2 中加入石灰调节废水 pH 至12.0±0.5,连续搅拌1 h,之后沉淀2 h,上清液排入混凝沉淀池。向混凝沉淀池中加入硫酸,调节废水pH 至8.0±0.2,然后加入质量分数为10% 的PAC 溶液,搅拌30 min 后加入0.1%的PAM 溶液继续搅拌30 min,再经2 h 的沉淀后上清液达标排放。
反 应池2 和混凝沉淀池的污泥用螺杆泵抽至板框压滤机,滤液流入反应池2,干污泥运送到矿区的锰渣回收站回收利用。
在反应池2、混凝沉淀池中安装pH 在线仪,严格监控池中pH 的变化。可在最后一级混凝沉淀池中取水样测试,保证出水达标排放。
3.2 主要构(建)筑物及设备
各主要构(建)筑物的尺寸及主要设备见表 1。

4 工程调试及运行效果
4.1 工程调试
根据工程操作经验,在实际投加药剂时用量要大于实验室小试的量。考虑到废水水质和总量的变化,因此把pH 的变化看做一个重要指标,每步加药后查看pH 的变化。在反应池1、2 中加入药剂的乳浊液,实际效果较好。
4.1.1 反应池1、2 调试
在反应池1 中加入5.5 g/L 的石灰石才能达到设计要求,而实验室小试时投加质量浓度为5.0 g/L。调试时反应池2 中投加石灰2.0 g/L,也比实验室小试的用量大。可以根据在线pH 仪读数的变化来考察搅拌效果,当pH 在很小范围内波动时,则可以确定混合反应完全,停止搅拌。一般情况下,搅拌1 h 可以达到工艺要求,当水质变化较大时,应根据实际情况调整。
4.1.2 混凝沉淀单元调试
根据实验室小试烧杯实验确定的最佳投加质量浓度,PAC 为120 mg/L,PAM 为2 mg/L。依据烧杯试验的结果,在现场通过调整搅拌转速和加药量,经过 10 d 调试发现在PAC、PAM 加药质量浓度分别为 145、3 mg/L 的情况下,矾花大而密实容易沉淀,并且出水比较清澈。因此确定上述工况为运行工况。
4.2 运行效果
4.2.1 运行结果监测
工程经1 个月调试后,国家法定环境监测单位对工程出水连续监测了10 d,各处理单元进出水水质见表 2。
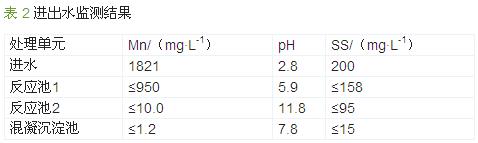
由监测结果可以看出,出水达到《污水综合排放标准》(GB 8978―1996)中一级标准的要求。
4.2.2 问题与讨论
(1)实际生产过程中,废水的总量和水质有较大变化,所以有必要在工艺前段建设大的调节池,以保证工艺的稳定运行。
(2)在混凝沉淀池中,由于pH 对混凝沉淀效果影响很大,因此应严格控制pH。然而实际运行过程中,pH 并不容易控制,因此要想精确控制pH,硫酸就必须缓慢加入,且应适当稀释后加入。
(3)混凝沉淀池调试时,在加入PAC、PAM 后搅拌速度对处理效果有较大的影响。现场多次调试发现在加入药剂之后,开始搅拌转速大效果好,后面转速可以小点。前面快速搅拌的目的是为了使混凝剂快速、均匀地分散到水中,以避免药剂分散不均匀,造成局部药剂浓度过高,影响混凝剂自身水解及其与水中胶体的作用; 后面慢速搅拌是为了促使快速搅拌时生成的微絮凝体进一步成长成粗大、密实的絮凝体,以实现固液分离。具体参见http://www.dowater.com更多相关技术文档。
5 运行费用和工程效益分析
整个工程总投资150.8 万元,运行费用为3.8 元/m3,其中电费0.5 元/m3,药剂费用3.0 元/m3,人工费用0.3 元/m3。经过处理后的废水达到了国家一级排放标准,有着巨大的环境效益,同时达标的出水可回用于生产,节约了生产成本和水资源。产生的锰渣可以回收提取锰,节约资源,有较大的经济效益。
6 结论
采用“石灰石沉淀+过滤+石灰沉淀+混凝沉淀” 可以有效处理酸性含锰废水,在处理工艺正常运行时,出水达到《污水综合排放标准》(GB 8978― 1996)中一级排放标准。分段沉淀法在实际应用中,可以有效地节约药剂,且处理效果明显。工程实践证明,采用此工艺处理酸性含锰废水,具有管理方便、操作简单、投资省、效果好等优点,在处理高浓度含锰酸性废水方面具有广阔的应用前景。

