
申请日2017.05.18
公开(公告)日2017.07.14
IPC分类号C02F9/04
摘要
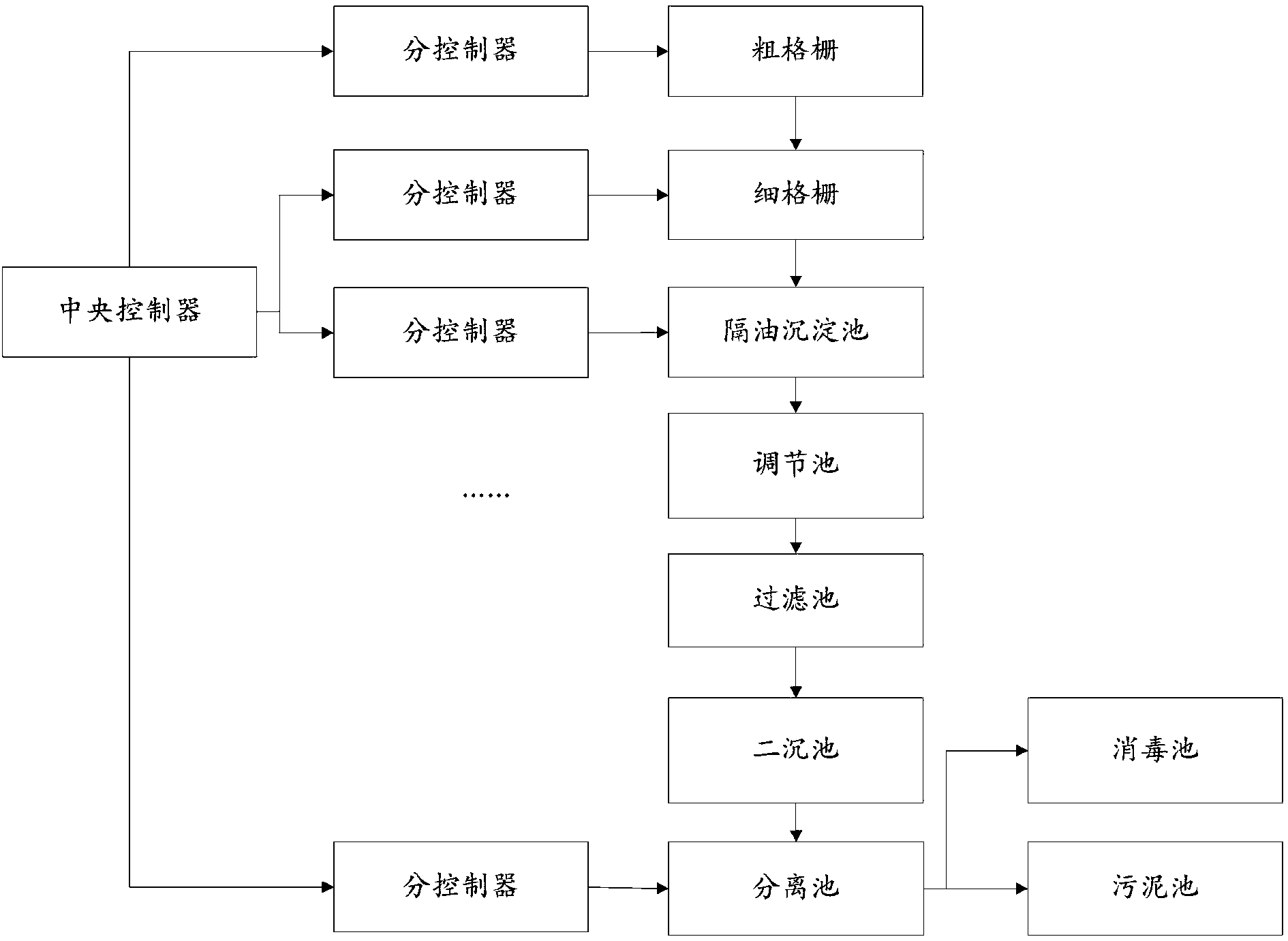
本发明提供了一种全自动污水监测反馈控制系统,所述系统包括中央控制器、多个分控制器和多个流程部件,分控制器与流程部件一一对应,一个分控制器控制其对应的一个流程部件,各个分控制器均受控于所述中央控制器,所述系统沿污水流向依次包含下述流程部件:粗格栅、细格栅、隔油沉淀池、调节池、过滤池、二沉池和分离池;进一步地,本发明还能够通过各个分控制器对各个流程部件进行精确的控制,中央控制器根据传感器网反馈的信息驱动各个分控制器实现对于流程部件的反馈控制,精确度高,自动化程度高,显著节省人力成本。
权利要求书
1.一种全自动污水监测反馈控制系统,其特征在于,所述系统包括中央控制器、多个分控制器和多个流程部件,分控制器与流程部件一一对应,一个分控制器控制其对应的一个流程部件,各个分控制器均受控于所述中央控制器,所述系统沿污水流向依次包含下述流程部件:粗格栅、细格栅、隔油沉淀池、调节池、过滤池、二沉池和分离池。
2.根据权利要求1所述的一种全自动污水监测反馈控制系统,其特征在于:
所述粗格栅由粗格栅控制器控制,所述细格栅由细格栅控制器控制;
当所述粗格栅中栅前和栅后的液位差达到第一阈值,所述粗格栅控制器开启粗格栅入口,并启动粗格栅中的除污机,完成一个运行周期后,由粗格栅控制器控制第一输送机,将栅渣输送至第一螺旋压榨机后外运;
当所述细格栅中栅前和栅后的液位差达到第二阈值,所述细格栅控制器开启细格栅入口,并启动细格栅中的除污机,完成一个运行周期后,由细格栅控制器控制第二输送机,将栅渣输送至第二螺旋压榨机后外运。
3.根据权利要求1所述的一种全自动污水监测反馈控制系统,其特征在于:
所述调节池由调节池控制器控制,所述调节池控制器通过控制所述调节池表曝机的转速达到控制调节池溶解氧的目的;
当溶解氧值达到下限时,调节池控制器控制表曝机由低速运行转入高速运行;当溶解氧值达到上限时,调节池控制器控制表曝机由高速运行转入低速运行;当溶解氧值达到上限时,调节池控制器控制表曝机停止运行。
4.根据权利要求3所述的一种全自动污水监测反馈控制系统,其特征在于:
所述调节池控制器还用于根据所述调节池中溶解氧含量对可调节堰板高度进行控制;
当溶解氧值达到下限时调节池控制器启动可调节堰板使沟中水位提高;当溶解氧值达到上限时调节池控制器启动可调节堰板使沟中水位降低。
5.根据权利要求1所述的一种全自动污水监测反馈控制系统,其特征在于:所述系统还包括多个传感器网,所述多个传感器网均与所述中央控制器通信连接;每个传感器网只包括一种类型的传感器,每个传感器网只设置于一个流程部件之中;
所述传感器网以流程部件对应的编号和传感器网中的传感器类型命名。
6.根据权利要求5所述的一种全自动污水监测反馈控制系统,其特征在于:
每个传感器网中均包括多个传感器和一个传感控制中枢,所述多个传感器均与所述传感控制中枢通信连接,所述传感控制中枢与所述中央控制器通信连接。
说明书
一种全自动污水监测反馈控制系统
技术领域
本发明涉及污水处理领域,尤其涉及一种全自动污水监测反馈控制系统。
背景技术
在人们的生产和生活活动中,每天都在使用和接触着水。在这一过程中,水受到人类活动的影响,其物理、化学性质发生变化,就变成了污染过的水,简称为污水。污水主要包括以下三种:
(1)生活污水:它是人们在日常生活中使用过的,并被生活废料所污染过的水,包括厨房和卫生间用水。成分:含有泥沙、油脂、皂液、果核、纸屑、食物屑、病菌、粪尿和杂物等,其中无机物占40%,有机物占60%,与工业废水相比,污染物浓度较低。
(2)工业废水:来自工厂车间和厂矿,是指在工矿企业生产活动中使用过的水。包括:生产污水:指在生产过程中形成,并已被废料(生产原料、半成品或成品等)污染过的水,需进行净化处理。生产废水:它也是在生产过程中形成,但并未直接参与生产工艺,未被废料污染的水,因此不需净化处理。与生活污水相比,工业废水污染物浓度高,毒性大。不同企业,工业废水的污染物浓度、种类不同,因此不能通过一种通用技术和工艺来治理,往往要求在排出工厂前,处理到符合排放标准才能排放。所以在工厂内需建污水处理站。
(3)被污染的雨水:主要指初期雨水,指雨水流经地表时受到的污染,也需净化处理。
上述这三种污水在城市里最后都要汇集在一起,进行处理,我们称为城市污水。对于城市污水的处理一直是城市管理的重中之重,而水质监测作为污水处理的重要一环其作用性不言而喻,因此,亟需提出一种自动化程度高、监测范围广、监测数据可靠性高、控制能力强的污水控制系统。
发明内容
为了解决上述技术问题,本发明提出了一种全自动污水监测反馈控制系统。
本发明具体是以如下技术方案实现的:
一种全自动污水监测反馈控制系统,所述系统包括中央控制器、多个分控制器和多个流程部件,分控制器与流程部件一一对应,一个分控制器控制其对应的一个流程部件,各个分控制器均受控于所述中央控制器,所述系统沿污水流向依次包含下述流程部件:粗格栅、细格栅、隔油沉淀池、调节池、过滤池、二沉池和分离池。
进一步地,所述粗格栅由粗格栅控制器控制,所述细格栅由细格栅控制器控制;
当所述粗格栅中栅前和栅后的液位差达到第一阈值,所述粗格栅控制器开启粗格栅入口,并启动粗格栅中的除污机,完成一个运行周期后,由粗格栅控制器控制第一输送机,将栅渣输送至第一螺旋压榨机后外运;
当所述细格栅中栅前和栅后的液位差达到第二阈值,所述细格栅控制器开启细格栅入口,并启动细格栅中的除污机,完成一个运行周期后,由细格栅控制器控制第二输送机,将栅渣输送至第二螺旋压榨机后外运。
进一步地,所述调节池由调节池控制器控制,所述调节池控制器通过控制所述调节池表曝机的转速达到控制调节池溶解氧的目的;
当溶解氧值达到下限时,调节池控制器控制表曝机由低速运行转入高速运行;当溶解氧值达到上限时,调节池控制器控制表曝机由高速运行转入低速运行;当溶解氧值达到上限时,调节池控制器控制表曝机停止运行。
进一步地,所述调节池控制器还用于根据所述调节池中溶解氧含量对调节池堰板高度进行控制;
当溶解氧值达到下限时调节池控制器启动可调节堰板使沟中水位提高;当溶解氧值达到上限时调节池控制器启动可调节堰板使沟中水位降低。
进一步地,所述系统还包括多个传感器网,所述多个传感器网均与所述中央控制器通信连接;每个传感器网只包括一种类型的传感器,每个传感器网只设置于一个流程部件之中;
所述传感器网以流程部件对应的编号和传感器网中的传感器类型命名。
进一步地,每个传感器网中均包括多个传感器和一个传感控制中枢,所述多个传感器均与所述传感控制中枢通信连接,所述传感控制中枢与所述中央控制器通信连接。
本发明提供了一种全自动污水监测反馈控制系统,具有如下有益效果:
(1)加入了能够实现全方位、广监测并且同时具备高监测能力以及数据处理能力的传感器网,所述传感器网中的传感器能够进行大范围的监测,所述传感器中的传感控制中枢能够根据传感器的布设条件、自身性能精确衡量传感器对于最终的得到参考值的贡献程度,综合各个传感器的测量数据准确估计流程部件的物理量的状态;
(2)通过各个分控制器对各个流程部件进行精确的控制,中央控制器根据传感器网反馈的信息驱动各个分控制器实现对于流程部件的反馈控制,精确度高,自动化程度高,显著节省人力成本。





