
申请日2016.08.30
公开(公告)日2017.01.04
IPC分类号C02F9/10; C02F103/34
摘要
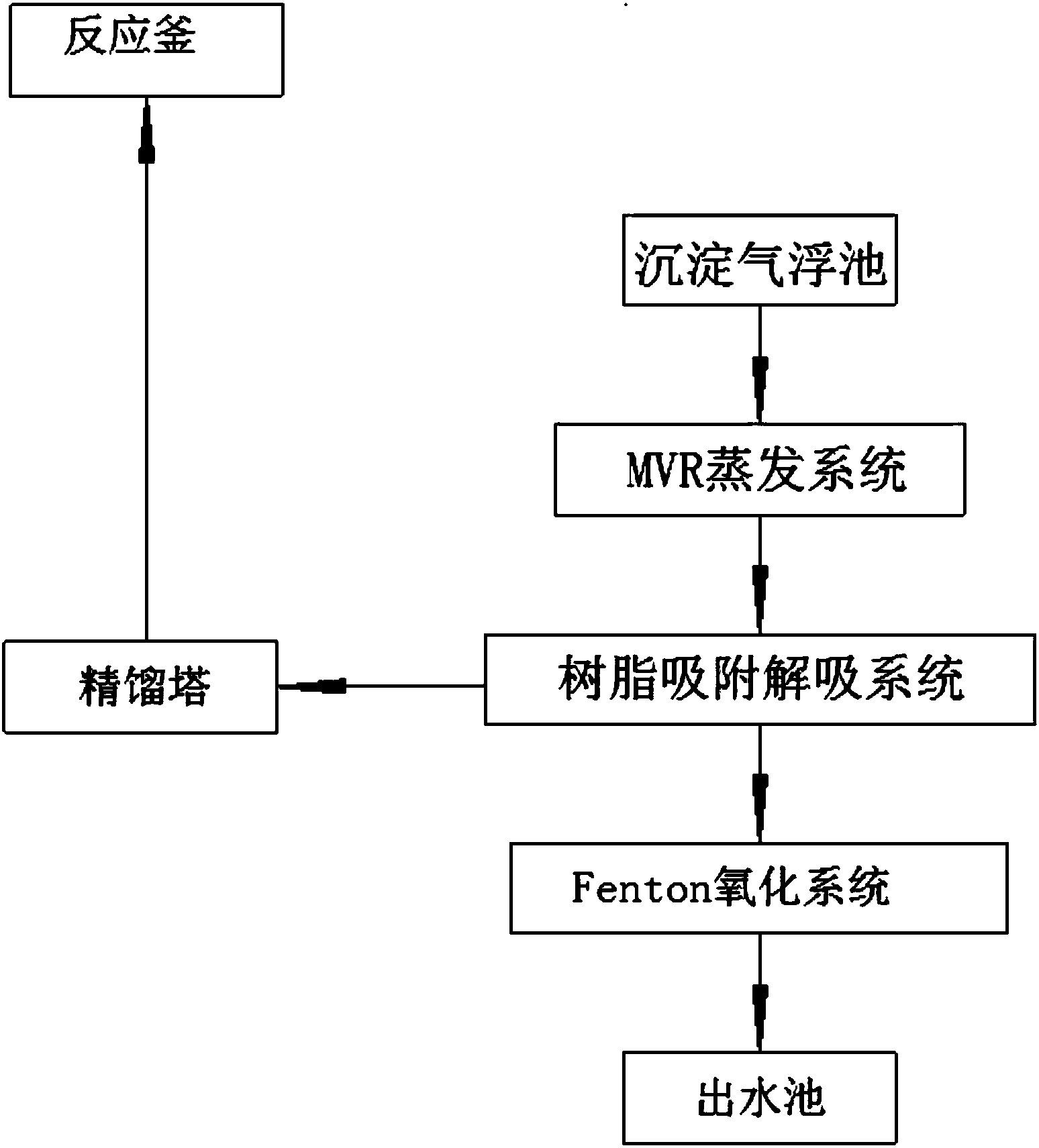
本发明公开了一种橡胶助剂废水资源化处理系统及其资源化处理方法,所述橡胶助剂废水资源化处理系统包括沉淀气浮池、MVR蒸发系统、树脂吸附解吸系统、Fenton氧化系统和出水池;所述沉淀气浮池、MVR蒸发系统、Fenton氧化系统和出水池上均设置有进口和出口,所述树脂吸附解吸系统上设置有进口、第一出口和第二出口;所述沉淀气浮池的出口与MVR蒸发系统的进口相连接,所述MVR蒸发系统的出口与树脂吸附解吸系统的进口相连接,所述树脂吸附解吸系统的第二出口和精馏塔的进口相连接。本发明工艺流程简单,能量和药品消耗少,不产生固废,可有效回收橡胶助剂残留原料,投资和运行费用低。
摘要附图
权利要求书
1.一种橡胶助剂废水资源化处理系统,其特征在于:所述橡胶助剂废水资源化处理系统包括沉淀气浮池、MVR蒸发系统、树脂吸附解吸系统、Fenton氧化系统和出水池;
所述沉淀气浮池、MVR蒸发系统、Fenton氧化系统和出水池上均设置有进口和出口,所述树脂吸附解吸系统上设置有进口、第一出口和第二出口;所述沉淀气浮池的出口与MVR蒸发系统的进口相连接,所述MVR蒸发系统的出口与树脂吸附解吸系统的进口相连接,所述树脂吸附解吸系统的第一出口与Fenton氧化系统的进口相连接,所述Fenton氧化系统的出口与出水池的进口相连接,所述树脂吸附解吸系统的第二出口和精馏塔的进口相连接。
2.根据权利要求1所述橡胶助剂废水资源化处理系统,其特征在于:所述沉淀气浮池设置有管道混合器,药剂聚合氯化铝和聚丙烯酰胺通过管道混合器混合后加入沉淀气浮池中,聚丙烯酰胺PAM的投加量为每吨废水10~30g,聚合氯化铝PAC的投加量为每吨废水50~200g。
3.根据权利要求1所述橡胶助剂废水资源化处理系统,其特征在于:所述树脂吸附解吸系统中设置有树脂,所述树脂为阳离子型树脂;所述树脂吸附解吸系统解吸后的解析液,通过第二出口进入到精馏塔。
4.权利要求1所述的橡胶助剂废水资源化处理系统的资源化处理方法,其特征在于包括以下步骤:
(1)橡胶助剂废水经沉淀气浮池的作用,将废水中的固体小颗粒和油状物质去除;
(2)经过气浮后的废水,经MVR蒸发系统,去除废水中的无机盐,蒸发液收集冷却;
(3)蒸发液通过树脂吸附解吸系统,把部分原料浓缩于解吸液中;
(4)解吸液通过精馏塔,分离原料和洗脱液甲醇,原料回用,甲醇作为洗脱液循环利用,精馏液返回反应釜;
(5)吸附后的废水经Fenton氧化系统处理后,达到排放标准,排至出水池。
5.根据权利要求4所述橡胶助剂废水的资源化处理方法,其特征在于:在步骤(3)中,step1吸附:蒸发器出来的蒸发液,温度由60℃冷却至27℃,然后进入到吸附解吸系统中,以吸附蒸发液中的少量原料;
Step2解吸:当树脂吸附柱吸附饱和后,用甲醇洗脱吸附到树脂上的少量原料;
Step3精馏:将解析液加热至饱和状态,进入到精馏塔中,对解吸液进行精馏,甲醇在塔顶60~68℃馏出,少量原料在塔底132~135℃馏出;
Step4循环回收:分离出的少量原料作为生产原料进入到合成反应釜中。
6.根据权利要求4所述橡胶助剂废水的资源化处理方法,其特征在于:在步骤(3)中,所述树脂吸附解吸系统中设置有树脂,所述树脂为阳离子型树脂;所述树脂的饱和吸附体积为树脂体积的95~110倍。
7.根据权利要求6所述橡胶助剂废水的资源化处理方法,其特征在于:在步骤(3)中,所述树脂吸附解吸系统解吸后的解析液调节pH值至7~11后,通过所述树脂吸附解吸系统的第二出口进入到精馏塔;精馏液最终返回到反应釜中。
8.根据权利要求4所述橡胶助剂废水的资源化处理方法,其特征在于:在步骤(5)中,Fenton氧化系统内设置有Fenton试剂,所述Fenton试剂为双氧水和七水硫酸亚铁的混合溶液,所述双氧水的质量分数为30%,所述双氧水的投加量为废水质量的0.1~2.0%,七水硫酸亚铁的投加量为废水质量的0.02~0.5%。
说明书
一种橡胶助剂废水资源化处理系统及方法
技术领域
本领域涉及工业废水处理领域,尤其是涉及一种橡胶助剂废水资源化处理系统及方法。
背景技术
橡胶助剂废水中含有苯并噻唑类物质、少量原料、氯化钠等多种污染物,目前一般的处理方法为预处理、蒸发、铁碳微电解、Fenton氧化、生化处理。该方法工艺流程长,预处理铁碳微电解和Fenton氧化工艺需要频繁调酸调碱,产生大量的铁泥,还需要进一步的处理。以混凝沉淀为例,处理1吨的废水,约产生200~300Kg的污泥,,这大大增加了污水处理的成本。
由于该废水含有胺类物质,生化处理需要考虑脱氮,目前常用的脱氮工艺为A/O工艺,即缺氧~好氧的生物处理工艺。由于该废水是工业废水,其中的营养物质不完全,需要额外添加营养物质,例如磷、钾等无机盐。同时还需要曝气,这就需要消耗大量的电能,据不完全统计,污水生化处理的花费中,曝气的费用约占60~80%。同时,生物处理工艺也会产生大量的污泥,如果处理不及时,还会产生二次污染。
为了对现有技术进行改进,人们进行了长期的探索,提出了各种各样的解决方案。例如,中国专利文献公开了一种微波强化微电解组合氧化处理橡胶助剂废水的方法[申请号:CN 201410478603.2],包括以下操作步骤:1)酸化反应处理:利用硫酸对橡胶助剂废水进行酸化,硫酸的加入量以调整废水pH值为准:控制废水的pH值在pH 2~5,酸化时间为5~30分钟;2)氧化处理:经过酸化反应处理的出水利用双氧水对橡胶助剂废水进行氧化处理,氧化剂的加入量为双氧水与橡胶助剂废水的COD比为0.05:1~1:1,氧化处理时间为10~30分钟;3)微电解反应处理:经过氧化反应处理的出水进入微电解反应器进行反应,通入空气,气水比10:1~30:1,反应时间为60~120分钟;4)微波反应处理:经过微电解反应处理后的橡胶助剂废水进入微波反应器处理,微波功率为300~600W,处理时间为2~10分钟;5)中和反应处理:微波反应处理出水进入中和反应池,投加石灰乳液,调整废水的pH7.5~9.0,反应处理时间为20~40分钟;6)分离处理:经过中和后的橡胶助剂废水进入分离池,静置5~10分钟后,放出下层乳状液;7)贮水池处理:经过分离处理后的橡胶助剂废水上清液移入贮水池备用,废水在贮水池内停留时间为30~60分钟。
上述方案虽然在一定程度上解决了现有技术不足,但是电解使得废水中的少量原料不能得到回收,废水处理成本仍然较高。目前,缺乏一种有效回收原料且成本低的一种橡胶助剂废水资源化处理系统及方法。
发明内容
为解决上述问题,本发明的目的是提供一种有效回收原料且成本低的一种橡胶助剂废水资源化处理系统及方法。
为实现上述技术目的,本发明采用的技术方案如下:本发明的一种橡胶助剂废水资源化处理系统,所述橡胶助剂废水资源化处理系统包括沉淀气浮池、MVR蒸发系统、树脂吸附解吸系统、Fenton氧化系统和出水池;
所述沉淀气浮池、MVR蒸发系统、Fenton氧化系统和出水池上均设置有进口和出口,所述树脂吸附解吸系统上设置有进口、第一出口和第二出口;所述沉淀气浮池的出口与MVR蒸发系统的进口相连接,所述MVR蒸发系统的出口与树脂吸附解吸系统的进口相连接,所述树脂吸附解吸系统的第一出口与Fenton氧化系统的进口相连接,所述Fenton氧化系统的出口与出水池的进口相连接,所述树脂吸附解吸系统的第二出口和精馏塔的进口相连接。
进一步地,所述沉淀气浮池设置有管道混合器,药剂聚合氯化铝和聚丙烯酰胺通过管道混合器混合后加入沉淀气浮池中,聚丙烯酰胺PAM的投加量为每吨废水10~30g,聚合氯化铝PAC的投加量为每吨废水50~200g。
进一步地,所述树脂吸附解吸系统中设置有树脂,所述树脂为阳离子型树脂;所述树脂吸附解吸系统解吸后的解析液,通过第二出口进入到精馏塔。
本发明所述的橡胶助剂废水资源化处理系统的资源化处理方法,包括以下步骤:
(1)橡胶助剂废水经沉淀气浮池的作用,将废水中的固体小颗粒和油状物质去除;
(2)经过气浮后的废水,经MVR蒸发系统,去除废水中的无机盐,蒸发液收集冷却;
(3)蒸发液通过树脂吸附解吸系统,把部分原料浓缩于解吸液中;
(4)解吸液通过精馏塔,分离原料和洗脱液甲醇,原料回用,甲醇作为洗脱液循环利用,精馏液返回反应釜;
(5)吸附后的废水经Fenton氧化系统处理后,达到排放标准,排至出水池。
进一步地,在步骤(3)中,step1吸附:蒸发器出来的蒸发液,温度由60℃冷却至27℃,然后进入到吸附解吸系统中,以吸附蒸发液中的少量原料;
Step2解吸:当树脂吸附柱吸附饱和后,用甲醇洗脱吸附到树脂上的少量原料;
Step3精馏:将解析液加热至饱和状态,进入到精馏塔中,对解吸液进行精馏,甲醇在塔顶60~68℃馏出,少量原料在塔底132~135℃馏出;
Step4循环回收:分离出的少量原料作为生产原料进入到合成反应釜中,甲醇继续用来洗脱树脂上吸附饱和的少量原料。
进一步地,在步骤(3)中,所述树脂吸附解吸系统中设置有树脂,所述树脂为阳离子型树脂;所述树脂的饱和吸附体积为树脂体积的95~110倍。
更进一步地,在步骤(3)中,所述树脂吸附解吸系统解吸后的解析液调节pH值至7~11后,通过所述树脂吸附解吸系统的第二出口进入到精馏塔;精馏液最终返回到反应釜中。
进一步地,在步骤(5)中,Fenton氧化系统内设置有Fenton试剂,所述Fenton试剂为双氧水和七水硫酸亚铁的混合溶液,所述双氧水的质量分数为30%,所述双氧水的投加量为废水质量的0.1~2.0%,七水硫酸亚铁的投加量为废水质量的0.02~0.5%。
有益效果:本发明工艺流程简单,能量和药品消耗少,不产生固废,可有效回收橡胶助剂残留原料,投资和运行费用低。本发明工艺流程简单,减少药品消耗,不产生固废,有效回收橡胶助剂生产的原料,节省生产过程的原料费用。工艺流程较短,设备投资费用较低。药品消耗较少,不产生固废,使该工艺的运行费用较低。废水的COD能够由10000mg/L左右下降到100mg/L以下,达到国家规定的排放标准。同时,减少废水处理过程中能量和药品消耗,降低处理过程中产生的固废量。回收少量原料,回收率达到85~95%,废水的COD达到国家排放标准。





