申请日2016.01.19
公开(公告)日2016.06.15
IPC分类号C10B53/00; C10B57/10; C10K1/00; F23G7/00
摘要
本发明公开了一种利用循环流化床热解气化炉热解气化处理污泥工艺及装置,将污泥脱水,将含污泥含水率降至60%以下;将脱水后的污泥烘干破碎,先将污泥烘干,使含水率控制在35%以内,然后将烘干后的污泥破碎成粒径0~15mm的污泥粉;将破碎后的污泥粉送入循环流化床热解气化炉内进行热解气化处理;将步骤三气化产生的可燃气进行回收利用。本发明可实现大规模连续化生产,减量化显著,无害化彻底,无二次污染,运行费用低,产生大量可燃气体,可以节约大量的煤炭、石油、天然气等一次能源,其节约的一次能源当量碳排放可以在国际市场上进行碳汇交易,获得可观的收益。
权利要求书
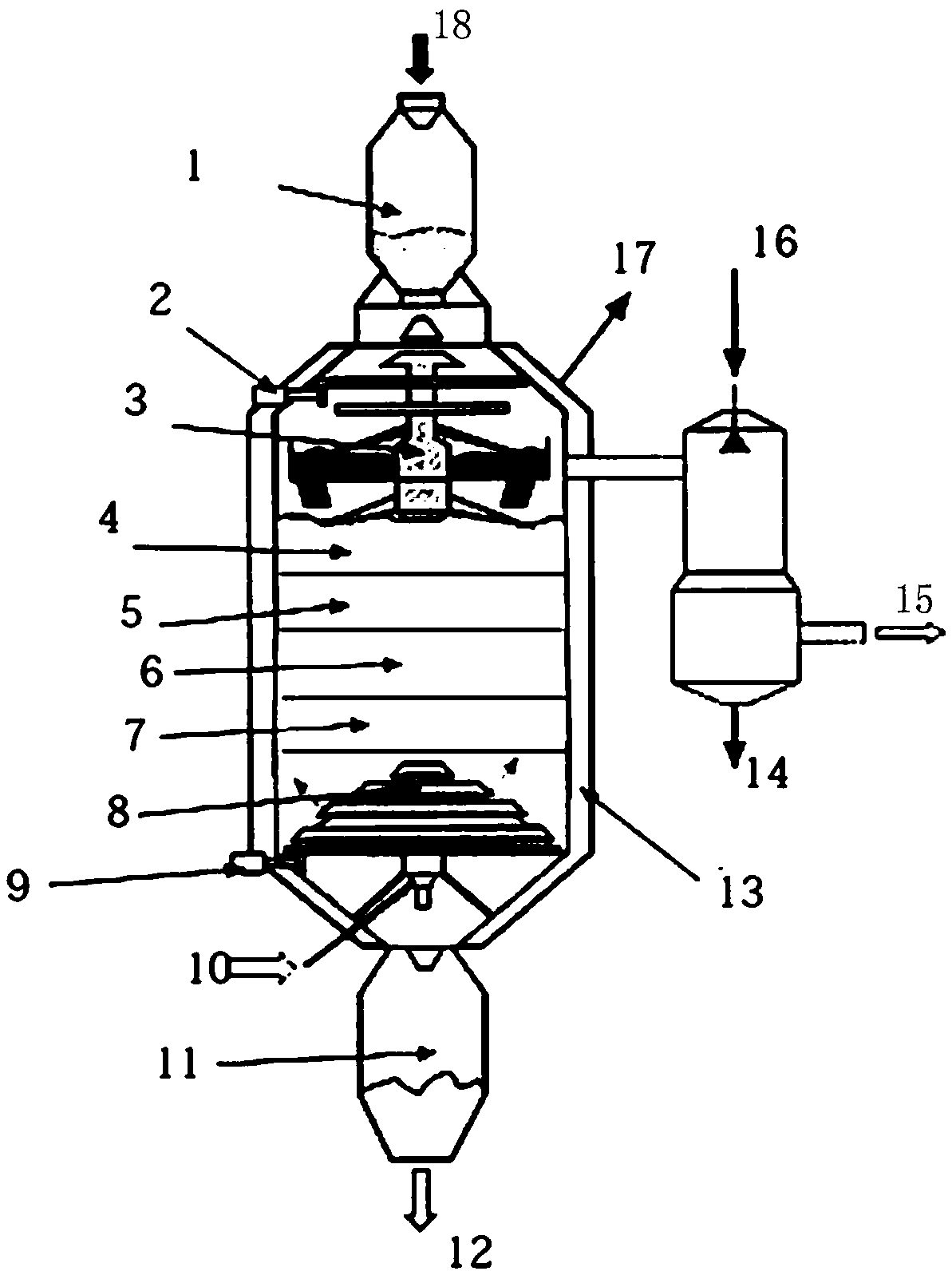
1.一种循环流化床热解气化炉,包括污泥料仓、炉体和密闭灰仓,以及冷却塔,其特征是:在所述炉体内腔上部中心设置有物料分配器,物料分配器受分配驱动器驱动旋转;在所述炉体内腔下部中心设置有炉篦,炉篦受炉篦驱动器驱动旋转;在所述物料分配器与炉篦之间自上而下依次设置有干燥区、挥发区、气化区和燃烧区;炉体上方与污泥料仓连通,炉体下方与密闭灰仓连通;蒸汽与空气进口管道从炉体下方的炉篦中心进入炉体内;炉内气体出口与冷却塔连通。
2.根据权利要求1所述的循环流化床热解气化炉,其特征是:在所述炉体外侧设置有散热夹套,其上部为蒸汽夹套并设置蒸汽排出口,其下部为保护水夹套并设置有连接入口。
3.根据权利要求1所述的循环流化床热解气化炉,其特征是:所述分配驱动器为电机驱动,在电机端部安装有驱动齿轮,在物料分配器上安装有锥齿轮,所述驱动齿轮与锥齿轮啮合驱动。
4.根据权利要求1所述的循环流化床热解气化炉,其特征是:所述炉篦驱动器为电机驱动,在电机端部安装有驱动齿轮,在炉篦底部安装有锥齿轮,所述驱动齿轮与锥齿轮啮合驱动。
5.一种利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:工艺步骤如下:步骤一,将污泥脱水,将含污泥含水率降至60%以下;步骤二,将脱水后的污泥烘干破碎,先将污泥烘干,使含水率控制在35%以内,然后将烘干后的污泥破碎成粒径0~15mm的污泥粉;步骤三,将破碎后的污泥粉送入循环流化床热解气化炉内进行热解气化处理;步骤四,将步骤三气化产生的可燃气进行回收利用;
其中步骤三中:污泥粉在循环流化床热解气化炉内自上而下逐步经过干燥、挥发、气化和燃烧过程,最后使炉内产生的气体通过管道排出收集,有机物残渣和无机物经过高温燃烧后变成无害的熔渣通过排渣口排出,其中:干燥段温度为90~150℃,挥发段温度为200℃~450℃,气化段温度为450℃~1200℃,燃烧段温度为1200℃~1300℃。
6.根据权利要求5所述的利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:所述步骤三污泥粉在循环流化床热解气化炉内具体热解气化处理工艺为:烘干后的污泥粉被送至料仓后,落入分配驱动器,由分配驱动器来驱动物料分配器,在物料分配器上,污泥粉被均匀分配,而后进入炉内,进入干燥区,在干燥区,污泥被二次干燥,而后进入挥发区,在挥发区完成气体上移挥发外溢,而后进入气化区,在气化区污泥粉中的有机物被热解气化成可燃气体,气化区过后的污泥粉进入燃烧区,在燃烧区污泥粉中的有机物残渣和无机物完成有氧燃烧,为污泥热解气化过程持续不断地提供热量,在燃烧区污泥与炉篦接触,炉篦的相对运转使炉渣排出,气化产生的可燃气经过管道进入冷却塔,将可燃气冷却,去除气体内水份,水分从冷却塔排水口排出,冷却后的气体通过输送管道进行回收利用。
7.根据权利要求5所述的利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:在步骤二的污泥粉中混掺煤粉、农作物废弃物、木材废弃物或者动物粪便的一种或几种后再进入步骤三的循环流化床热解气化炉。
8.根据权利要求5所述的利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:所述步骤一中的污泥为热值大于800kcal/kg的所有污泥。
9.根据权利要求5所述的利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:所述步骤二中污泥烘干所用设备为桨叶烘干机、网带式烘干机、旋转窑烘干机、箱式烘干机或者塔式烘干机。
10.根据权利要求5所述的利用循环流化床热解气化炉热解气化处理污泥工艺,其特征是:所述步骤二中污泥破碎所用设备为圆锥破碎机、环锤破碎机、反击式破碎机或者鄂式破碎机。
说明书
利用循环流化床热解气化炉热解气化处理污泥工艺及装置
技术领域
本发明涉及环保技术领域,尤其涉及一种利用城市污泥,制药厂污泥,皮革污泥,纸类和印染类等含有有机组分的污泥进行气化生成可燃气体的工艺及装置。
背景技术
随着我国水环境污染的加剧,以及污水处理厂建设工程的提速,污水处理厂污泥的处理处置已经成为一个全国性的问题。大量的污泥没有得到安全的处理处置,从而造成对环境的二次污染,在很大程度上影响了建设污水处理厂的效果。处理污泥需要遵循“三化”原则,即减量化、无害化、资源化。首先,污泥中的污染物很多,尤其是国内,太多的工业废水进入市政污水处理厂,产生的污泥重金属含量很高,再加上一些抗生素、持久性有机污染物、环境技术等等,实际上在国内很多污泥都可以称之为危险废弃物,这种情况下寻求一种妥善的处理方法是显得尤为重要;填埋法是将污泥经过简单灭菌处理后直接倾倒于低地或谷地,它投资少、见效快、容量大,通常是污水厂建设立项中的首选方式,但填埋方式也存在着自身无法弥补的缺陷,一方面填埋本身并不能最终消除污染,而只是延缓了污染产生的时间,因此存在着二次污染的隐患;另一方面填埋场占用了大量的土地资源,成为城市发展的掣肘。
堆肥法是将污泥通过堆肥的方式进行无害化、稳定化处理后作肥料、园林植土、生活垃圾填埋覆土等。表面看来,堆放方式可以有效处理污泥中的病菌、病毒、虫卵等有害物质,实现污泥的资源化利用。实际上,由于污泥中含有一定量的重金属、有机污染物和病原菌等,在堆肥农用上具有一定环境风险,施用后需对施用污泥的土壤、底下水及作物等进行长期定点监测,且需控制其最大施用量及连续施用年限。静态堆肥工艺,生产周期长,占用土地多,臭气与蚊蝇对周围环境的影响严重,通常只能选址在远离市区的偏远地方,因而交通运输问题仍无法解决,运输成本较高,也存在运输环境问题。若采用工业化、自动化程度高的动态发酵仓工艺,一次性投资及运行费将大大增加。同时因为污泥成分复杂,由于重金属在土壤中具有累积效应,会对土壤造成重金属污染等环境问题。
焚烧法是污泥处置中最彻底的处理的一种手段,可使污泥得到了最大限度的无害化和减量化。但是污泥焚烧需要在高温下运行,工艺技术复杂,装置一次性投资以及运转维护费用过大,同时焚烧过程中会产生含有二噁英的烟气污染大气,加剧了城市雾霾污染的程度。另外,焚烧费用比较高,燃烧过程中还需要喷煤粉或柴油等一类能源,一般地区没有办法接受,再次,焚烧过程中产生的二噁英消除是个很大的难题。
检索到对比文件1公告号为“CN104031687A”的发明专利,虽然公开了一种利用污泥气化生成可燃气体的工艺,但是该工艺采用的是立式旋转工艺,立式旋转工艺需要3-5公分粒径的块料,造粒环节复杂,耗能大,块料反应接触面积有效,燃烧不充分,燃烧气化速率低,气化程序过长,物料停留时间长,存在物料堆积问题,热能利用效率低下,能源转换率低。
发明内容
为解决各类污泥处理过程中存在着的各种缺陷或产生的二次污染问题,本发明的目的是提供一种切实可行、达到污泥处理的减量化、无害化、资源化的利用污泥气化生成可燃气体的工艺,具体为一种利用循环流化床热解气化炉热解气化处理污泥工艺及装置,该工艺技术操作管理方便,自动化运行监控易于实现,工程投资和运行费用低廉,能够完全消化掉污泥,生大量的可燃气体,杜绝或避免污泥处理中产生二噁英等有害气体,易于在全行业推广应用。
为实现本发明目的,本发明采用如下技术方案:一种循环流化床热解气化炉,包括污泥料仓、炉体和密闭灰仓,以及冷却塔,其特征是:在所述炉体内腔上部中心设置有物料分配器,物料分配器受分配驱动器驱动旋转;在所述炉体内腔下部中心设置有炉篦,炉篦受炉篦驱动器驱动旋转;在所述物料分配器与炉篦之间自上而下依次设置有干燥区、挥发区、气化区和燃烧区;炉体上方与污泥料仓连通,炉体下方与密闭灰仓连通;蒸汽与空气进口管道从炉体下方的炉篦中心进入炉体内;炉内气体出口与冷却塔连通。
基于上述技术方案,在所述炉体外侧设置有散热夹套,其上部为蒸汽夹套并设置蒸汽排出口,其下部为保护水夹套并设置有连接入口。
基于上述技术方案,所述分配驱动器为电机驱动,在电机端部安装有驱动齿轮,在物料分配器上安装有锥齿轮,所述驱动齿轮与锥齿轮啮合驱动。
基于上述技术方案,所述炉篦驱动器为电机驱动,在电机端部安装有驱动齿轮,在炉篦底部安装有锥齿轮,所述驱动齿轮与锥齿轮啮合驱动。
一种利用循环流化床热解气化炉热解气化处理污泥工艺,其工艺步骤是:步骤一,将污泥脱水,将含污泥含水率降至60%以下;步骤二,将脱水后的污泥烘干破碎,先将污泥烘干,使含水率控制在35%以内,然后将烘干后的污泥破碎成粒径0~15mm的污泥粉;步骤三,将破碎后的污泥粉送入循环流化床热解气化炉内进行热解气化处理;步骤四,将步骤三气化产生的可燃气进行回收利用;
其中步骤三中:污泥粉在循环流化床热解气化炉内自上而下逐步经过干燥、挥发、气化和燃烧过程,最后使炉内产生的气体通过管道排出收集,有机物残渣和无机物经过高温燃烧后变成无害的熔渣通过排渣口排出,其中:干燥段温度为90~150℃,挥发段温度为200℃~450℃,气化段温度为450℃~1200℃,燃烧段温度为1200℃~1300℃。
基于上述技术方案,所述步骤三污泥粉在循环流化床热解气化炉内具体热解气化处理工艺为:烘干后的污泥粉被送至料仓后,落入分配驱动器,由分配驱动器来驱动物料分配器,在物料分配器上,污泥粉被均匀分配,而后进入炉内,进入干燥区,在干燥区,污泥被二次干燥,而后进入挥发区,在挥发区完成气体上移挥发外溢,而后进入气化区,在气化区污泥粉中的有机物被热解气化成可燃气体,气化区过后的污泥粉进入燃烧区,在燃烧区污泥粉中的有机物残渣和无机物完成有氧燃烧,为污泥热解气化过程持续不断地提供热量,在燃烧区污泥与炉篦接触,炉篦的相对运转使炉渣排出,气化产生的可燃气经过管道进入冷却塔,将可燃气冷却,去除气体内水份,水分从冷却塔排水口排出,冷却后的气体通过输送管道进行回收利用。
基于上述技术方案,在步骤二的污泥粉中混掺煤粉、农作物废弃物、木材废弃物或者动物粪便的一种或几种后再进入步骤三的循环流化床热解气化炉。
基于上述技术方案,所述步骤一中的污泥为热值大于800kcal/kg的所有污泥。
基于上述技术方案,所述步骤二中污泥烘干所用设备为桨叶烘干机、网带式烘干机、旋转窑烘干机、箱式烘干机或者塔式烘干机。
基于上述技术方案,所述步骤二中污泥破碎所用设备为圆锥破碎机、环锤破碎机、反击式破碎机或者鄂式破碎机。
本发明有益效果如下:1.大规模连续化生产:单体气化装置可日处理200吨含水率小于60%的污泥。并在全封闭状态下运行,不产生二次污染因子。2.减量化显著:污泥采用气化工艺处理后,可一次性减量60%以上甚至达到90%减量。3.无害化彻底:原生污泥经过高温气化处理,即可完成100%杀灭各种有害菌,完全去除臭味,有机物残渣和无机物经高温燃烧后成为了熔渣,微量的重金属由离子态变化为固相状态。4.无二次污染:不产生二噁英有害气体,由于是在贫氧状态下进行热解气化,有效地避开了产生二噁英的条件。5.运行费用低:污泥热解气化不需要外界一次辅助能源,如煤,自动化运行和管理可节约大量人力成本。6.产生大量可燃气体:一吨含水率小于30%的污泥平均可气化生成1600Nm3左右的可燃气体。可以节约大量的煤炭、石油、天然气等一次能源,其节约的一次能源当量碳排放可以在国际市场上进行碳汇交易,获得可观的收益。

