
申请日2013.12.10
公开(公告)日2014.04.02
IPC分类号C02F103/16; C02F9/10
摘要
本发明提供了一种稀土钠皂化废水综合回用处理方法,它先对钠皂化废水进行沉淀、超滤和除油预处理,然后再用电渗析系统、机械可压缩式再蒸发(MVR)系统、纳滤处理。本发明创新采用“预处理+膜集成技术+MVR”技术处理稀土冶炼废水,将最终透过液回用于生产中,利用超滤、电渗析、纳滤膜、MVR各自的特点,对冶炼废水进行浓缩脱盐处理,废水中盐分转变为固体结晶,淡水可作为纯水回用,废水、萃取剂可回收,循环利用水资源;实现在达到较高的萃取剂、水回收率的前提下,最终较经济地实现工业化生产运行,为企业创造效益,降低30%以上生产运行成本,提高稀土冶炼企业的市场竞争力。
权利要求书
1.稀土钠皂化废水综合回用处理方法,其特征在于它对钠皂化废水进行步骤(1)和(2)的预处理:
(1)、用沉淀池及超滤系统对钠皂化废水进行处理,钠皂化废水先进入沉淀池进行沉淀,出水进入超滤系统,超滤系统产水进入步骤(2)的处理,浓水则回沉淀池沉淀;
(2)、用除油系统进行处理,除油系统产水进入步骤(3)的处理;
(3)、用电渗析系统进行处理,经过电渗析系统处理后的浓水进入步骤(4),淡水则进入步骤(5)处理;
(4)、用机械可压缩式再蒸发(MVR)系统进行处理,经过MVR系统处理后的浓盐水通过结晶离心后变为固体盐,蒸发冷凝水进入步骤(5)处理;
(5)、用纳滤系统对步骤(4)中MVR系统的蒸发冷凝水及步骤(3)中电渗析的淡水进行处理,纳滤系统产水作为纯水在厂区使用,浓水则进返回步骤(3)的电渗析系统进水端再处理。
2.如权利要求1所述的稀土钠皂化废水综合回用处理方法,其特征在于在步骤(1)中,超滤的回收率控制在95%以上,对悬浮固体总量的去除率达到95%以上;经过步骤(1)处理后的产水质参数为:NaCl=10-15%(质量百分比),TSS<10mg/L;稀土离子为35-55mg/L,油份为10-30mg/L。
3.如权利要求1或2所述的稀土钠皂化废水综合回用处理方法,其特征在于在步骤(2)中,处理后产水的油份浓度≤3mg/L。
4.如权利要求1、2或3所述的稀土钠皂化废水综合回用处理方法,其特征在于所述废水通过步骤(3)电渗析浓缩后,浓水的氯化钠浓度高于15%(质量百分比)的浓度,而淡水的氯化钠低于0.3%的浓度。
5.如权利要求1所述的稀土钠皂化废水综合回用处理方法,其特征在于所述步骤(4)后,MVR系统将浓盐水结晶为固体氯化钠晶体。
6.如权利要求1所述的稀土钠皂化废水综合回用处理方法,其特征在于纳滤系统产水的氯化钠含量<0.002%(质量百分比)。
7.如权利要求1所述的稀土钠皂化废水综合回用处理方法,其特征在于所述除油系统采用粗粒化床。
说明书
稀土钠皂化废水综合回用处理方法
技术领域
本发明涉及一种稀土钠皂化废水综合回用的工艺。
背景技术
稀土作为一种战略资源,一直受到世界许多国家的高度重视。我国的稀土产业虽然在整个国民经济中所占比重非常小,年产值在10亿美元以内,但因其特有的战略地位,受到了各级政府部门的高度重视,尤其是近10年来,随着稀土产品在多项应用领域的发展,国家对稀土产业的关注与重视程度也日益增加,多次出台产业政策,一方面促进稀土产业的整体结构优化,另一方面促进稀土工业的发展。稀土冶炼,是稀土分离中的主要方法,在稀土产业链中占据着承上启下的位置,是稀土从原矿到应用之间不可缺少的一个环节,在过去10多年间, 我国稀土冶炼工艺发展很快,全国已建成的各类稀土冶炼企业近百家,是国内稀土产业中发展最快的一项,因此,发展稀土冶炼行业节能减排和水资源回用的清洁生产技术具有相当重要的意义。
皂化废水油的来源主要是Nd/Sm分组、Ce/Pr分离、P204提钕、La/Ce分离、Pr/Nd分离、Ca/La分离过程中,以P507+煤油+NaOH+HCl体系对上述稀土矿物进行分离萃取。P507属于萃取剂、煤油属于有机溶剂、氢氧化钠和盐酸为辅助化工原料,废水中油的来源就是在萃取完后的萃取余液中剩余的大量的与P507结合形成的有机相。皂化废水呈酸性,黄棕色,浑浊,水量较大,主要污染物为稀土颗粒悬浮物、油类、氨氮以及钠离子;
稀土是不可再生的重要战略资源,在国民经济各部门中的应用日益广泛。经过多年发展,我国稀土产业规模不断扩大,但稀土行业发展中仍存在非法开采、产能过剩、生态环境破坏和资源浪费等问题,严重影响了行业的健康发展。统计数据显示,目前,我国的稀土储量占全球36%,产量则占世界97%。由于过度开发,我国的稀土资源储量下降迅速,稀土生产过程中的环境污染问题日益突出。以氨氮为例,稀土行业每年产生的废水量达2000多万吨,其中氨氮含量300~5000mg/L,超出国家排放标准十几倍至上百倍。由于没有针对稀土工业特点的污染物排放标准,长期以来,稀土工业企业污染物排放管理和建设项目的环境影响评价、设计和竣工验收等,只能执行综合类污染物排放标准,稀土行业生产过程中排放的特征污染物始终未能得到有效控制。
稀土冶炼属于湿法冶炼,因此在生产过程中会产生大量的废水,特别是在氯化稀土向碳酸稀土或氧化稀土转化过程中产生的大量的高浓度含铵或酸性废水。高浓度含铵废水比较难处理,至今没有有效处理方法。酸性废水由于其为草酸和盐酸的混合溶液循环再利用很困难,使此废水的治理一直是稀土冶炼厂环境治理 的重点和难点。国内稀土冶炼厂一般将其作为废水采用酸碱中和法进行处理后达标排放,这不仅浪费了资源,同时加重了环境保护的负担。
发明内容
本发明所要解决的技术问题是提供一种稀土钠皂化废水综合回用处理方法,能够对稀土皂化废水废水进行综合处理。为此,本发明采用以下技术方案:
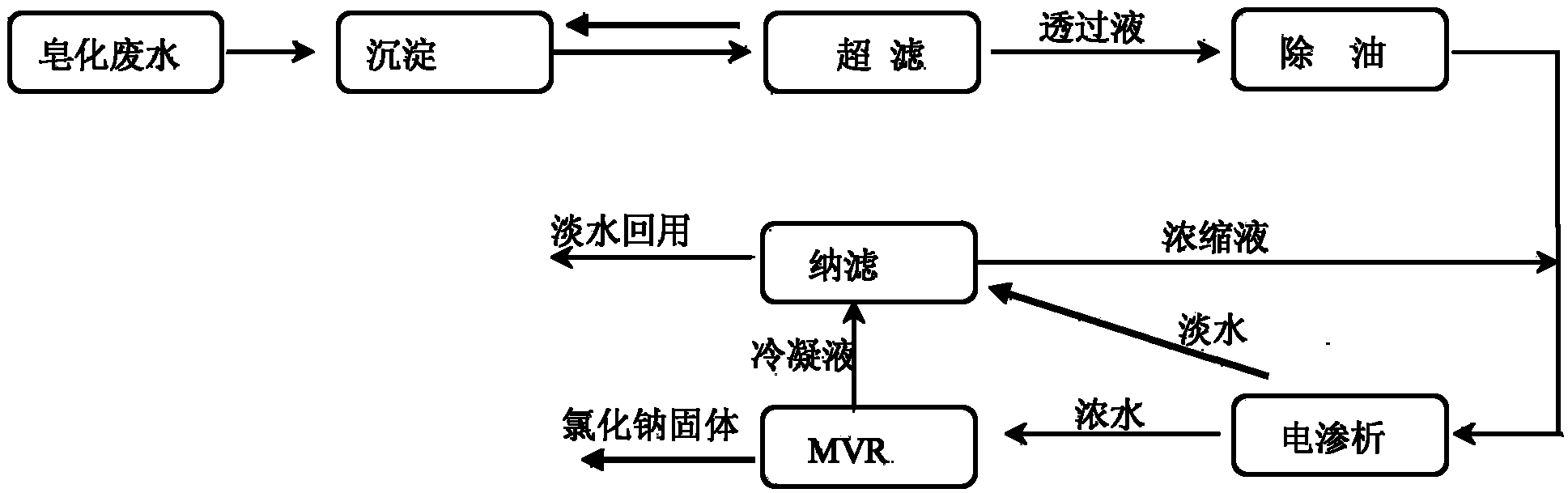
稀土钠皂化废水综合回用处理方法,其特征在于它对钠皂化废水进行步骤(1)和(2)的预处理:
(1)、用沉淀池及超滤系统对钠皂化废水进行处理,钠皂化废水先进入沉淀池进行沉淀,出水进入超滤系统,超滤系统产水进入步骤(2)的处理,浓水则回沉淀池沉淀;
(2)、用除油系统进行处理,除油系统产水进入步骤(3)的处理;
(3)、用电渗析系统进行处理,经过电渗析系统处理后的浓水进入步骤(4),淡水则进入步骤(5)处理;
(4)、用机械可压缩式再蒸发(MVR)系统进行处理,经过MVR系统处理后的浓盐水通过结晶离心后变为固体盐,蒸发冷凝水进入步骤(5)处理;
(5)、用纳滤系统对步骤(4)中MVR系统的蒸发冷凝水及步骤(3)中电渗析的淡水进行处理,纳滤系统产水作为纯水在厂区使用,浓水则进返回步骤(3)的电渗析系统进水端再处理。
在采用上述技术方案的基础上,本发明还可采用以下进一步的技术方案:
在步骤(1)中,超滤的回收率控制在95%以上,对悬浮固体总量的去除率达到95%以上;经过步骤(1)处理后的产水质参数为:NaCl=10-15%(质量百分比),TSS<10mg/L;稀土离子为35-55mg/L,油份为10-30mg/L;
在步骤(2)中,处理后产水的油份浓度≤3mg/L。
所述废水通过步骤(3)电渗析浓缩后,浓水的氯化钠浓度高于15%(质量百分比)的浓度,而淡水的氯化钠低于0.3%的浓度。
所述步骤(4)后,MVR系统将浓盐水结晶为固体氯化钠晶体。
纳滤系统产水的氯化钠含量<0.002%(质量百分比)。
超滤系统采用的膜组件为中空纤维膜片,膜材料选自聚丙烯、聚偏氟乙烯、聚氯乙烯、聚醚砜。
纳滤系统采用的膜组件为卷式膜组件,膜材料选自聚酰胺、聚砜、聚醚砜。
由于采用上述技术方案,本发明工艺具有以下技术效果:
(1)、开发新型除油技术,预处理除去废水中油类等引起COD的有机物、悬浮物等,防止膜的污染和堵塞,使得废水在后续膜集成处理中更加高效、稳定,并回收油性萃取剂,产水油分<3mg/L,可进入后续电渗析/纳滤系统;
(2)、利用电渗析膜,对冶炼废水进行脱盐浓缩,可将氯化钠浓度浓缩至15%以上;
(3)、对电渗析处理后的淡水进行深度脱盐,纳滤系统产水的氯化钠含量<0.002%,可直接回用至生产车间,真正实现零排放;
(4)利用MVR蒸发系统,彻底将盐分转变为固体,作为工业盐使用,极大的减少了环境的废水排放量,且蒸发冷凝水可以重复处理,最终水变为纯水回用;
(5)、创新采用“预处理+膜集成技术+MVR”技术处理稀土冶炼废水,将最终透过液回用于生产中,利用超滤、电渗析、纳滤膜、MVR各自的特点,对冶炼废水进行浓缩脱盐处理,废水中盐分转变为固体结晶,淡水可作为纯水回用;
(6)、回收废水、萃取剂,循环利用水资源,降低生产成本;
(7)、经过电渗析膜浓缩后,废水中盐含量提高2倍以上,有效降低进入MVR蒸发器的水量,极大的降低运行成本;
(8)、创新地将膜集成技术之间匹配,膜集成技术与萃取剂回收,实现在达到较高的萃取剂、水回收率的前提下,最终较经济地实现工业化生产运行,为企业创造效益,降低30%以上生产运行成本,提高稀土冶炼企业的市场竞争力。





