
����������2012.04.27
��������(����)��2012.08.22
����IPC�����C02F9/14; C02F103/16; C02F101/16
����ժҪ
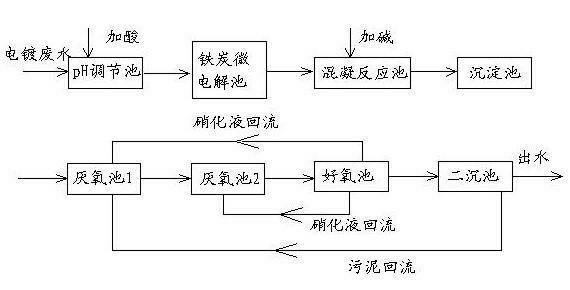
������������һ����Ե�Ʒ�ˮ�ܵ���ȥ�����������巽��Ϊ��Ʒ�ˮ���ξ���pH���ڳء���̿���װ�á�������Ӧ�ء������ء�һ�������ء����������ء������ء������صȲ��衣�����˷���������Ʒ�ˮ���ؽ��������ܹ���Чȥ������ˮCOD��100mg/L��������5mg/L�������0.5mg/L���ܵ���30mg/L�����ﵽ�����Ⱦ���ŷű�(GB21900-2008)�����а������������ڵ����Ⱦ���ŷű���
����Ȩ��Ҫ����
����1.һ����Ե�Ʒ�ˮ�ܵ���ȥ�����������������ڣ��÷����������²��裺
����(1)��Ʒ�ˮ������դȥ�����������pH���ڳأ�ͨ��ϡ�����ϡ������ڵ�Ʒ�ˮ��������;
����(2)��pH���ڳس�ˮ������̿���װ�ã����װ�ò��õײ�����������̿��������Ӧʱ�䲻����24Сʱ;
����(3)������ˮ����������Ӧ�أ�ͨ��ϡNaOH ��Ca(OH)2��������ǿ����ҩ�������ڵ�Ʒ�ˮ���ʼ��ԣ�ʹ���ؽ�����������;
����(4)��������Ӧ�س�ˮ���������أ����й�Һ���룬����Һ����һ��������;
����(5)��һ���������ڣ�������д���������Լ��ѽ����л��������;ͬʱ��������̼Դ��ʹ������к���������ķ��������ã�һ��������DO��0.5 mg/L��ˮ��ͣ��ʱ��Ϊ8~24h;
����(6)������������أ����������һ��ȥ���л��ͬʱ���ò����̼Դ��һ�����з�������������Ҫ��������̼Դ������������DO��0.5 mg/L��ˮ��ͣ��ʱ��Ϊ4~12h;
����(7)��������أ���������л���Ľ���Ͱ������������ã�ͨ�������ý��������ú��γɵ������ηֱ������һ��������������;���������ε�ȥ���������������¶�Ϊ20~35�棬ˮ��ͣ��ʱ��Ϊ12~36h��DOΪ2~5mg/L����Ч����Ũ��MLSS������3500mg/L�������ػ�����һ�������صĻ������ٱȿ�����2~8:1;�����ػ��������������صĻ������ٱȿ�����2~4:1;
����(8)��������أ��������������һ�������أ���������֮��Ϊ��1~3:1������Һ�ų���
����2.����Ȩ��Ҫ����1������ȥ�����������������ڣ�����(1)�У�����pH��1.0~5.0��
����3.����Ȩ��Ҫ����1������ȥ�����������������ڣ�����(2)�У�����̿����У���ⷴӦʱ��Ϊ1~6h��
����4.����Ȩ��Ҫ����1������ȥ�����������������ڣ�����(3)�У����ڵ�Ʒ�ˮpH��7.5~ 12��
����5.����Ȩ��Ҫ����4������ȥ�����������������ڣ�����(3)�У����ڵ�Ʒ�ˮ pH��7.5~10��
����6.����Ȩ��Ҫ��1������ȥ�����������������ڣ�����(7)�У���������DOΪ2~4mg/L����Ч����Ũ��MLSSΪ3500mg/L~6500mg/L��
����7.Ȩ��Ҫ��1������ȥ�����������������ڣ�����(7)�У������ػ�����һ�������صĻ������ٱȿ�����2~6��1;�����ػ��������������صĻ������ٱȿ�����2~3��1��
����8.��Ȩ��Ҫ����1��ȥ�����������������ڣ������ػ�����һ�������صĻ������ٱȿ�����2��1��
����˵����
����һ����Ե�Ʒ�ˮ�ܵ���ȥ������
������������
��������������ˮ�������������漰��Ʒ�ˮ�ܵ����������������˵��һ�������ﻯ�ֶκ������������ȥ����Ʒ�ˮ�ܵ��ķ�����
������������
������������õ绯ѧ�����Խ����ͷǽ����������װ�Ρ���������ȡijЩ�µ����ܵ�һ�ֹ��չ��̡���Ʒ�ˮ���ƹ��նࡢ��ˮ�ɷֽ�Ϊ���ӣ�������Ҫ��Դ�ڵ�����������е�ǰ�����еij�����ϴ���Ƽ���ϴ����Ʒ�Һ����ˮ��������������ˮ���ŷŵȡ�
����Ŀǰ������Ʒ�ˮ�ķ�����Ҫ������������ѧ����������ѧ��������ȡ�������������ָ�����������÷����ˮ����Ҫ������״̬����Ⱦ���ʣ����Ʒ�ˮ�еij��͡�����Ũ������ˮ��. �����ڴ�����Ʒ�ˮ�Ĺ����У���������ֻ����Ϊ�������������е�һ�����ڣ����ٵ���ʹ�á���ѧ������Ҫ������ѧ����������ѧ��ԭ������ѧ����������������������������γ����������������������ѧ�кͷ��ȡ�������ѧ������Ҫ���������������ӽ���������ȡ��������̿����������ⷨ�ȣ�ǰ���ַ���������ռ���������ת���øߡ��ж�����Ⱦ���⡣20����80 ���, �����������������ˮ��Ϊ�����������Ա�о����¿���, ������Ч�ʸߡ�ѡ����ǿ��������������ŵ�, ������ɶ�����Ⱦ, �ҷ�ˮ�����ɱ���, ������������˹㷺ע��, �õ��˽Ͽ�ķ�չ��
����ר������CN 102101733 A������м�����绯ѧ���մ�������ۺϷ�ˮ������Ϊ�绯ѧ�Ͷ�����������ϵͳ��ר������ CN 102115295 A ���ø�Ч������������+����+���˴�����Ʒ�ˮ����ˮǰͶ�Ӷ��������Ա�֤��ˮ�ﵽ�������Ⱦ���ŷű���GB21900-2008��������Ͼ��幤��ר����δ˵����ר��CN 102115277A �в���һ�廯���ɴ�괦������������Ʒ�ˮ������8�����ܴﵽ�������Ⱦ���ŷű���GB21900-2008�е������ŷű���ר������ CN 101597129B����BM��Ͷ��������������������Ʒ�ˮ��ר������CN 1327039Cͨ��BM��Ͷ���ھ�̬�������������BM��Ӧ�س�ˮCODcr���ؽ������Ӵﵽ������ˮ�ۺ��ŷű�(GB8978-1996)��
�������桶�����Ⱦ���ŷű���GB21900-2008�±��䲼�Ժ��������ؽ�����Ⱦָ�����COD���������ܵ������ȱ���ֵ���ر����±�����ҵ��ˮ���ŷſ��ܵ�ָ�����Ҫ��Ҫ���ܵ���30 mg/L�������ڶഫͳ�ķ�ˮ������ʩ�������±���Ҫ����˶���̽����Ѱ�Ҿ�����Ч�Ĵ����������ܶ�����ҵ�Դ˾�û����Ч�Ĵ���������
������������
������������Ҫ����ļ���������������м����IJ��㣬�ṩһ�ֹ��ո�Ϊ����������Ч���õ���Ե�Ʒ�ˮ�ܵ���ȥ��������
������������Ҫ����ļ���������ͨ�����µļ���������ʵ�ֵġ� ��������һ����Ե�Ʒ�ˮ�ܵ���ȥ�����������ص��ǣ��÷����������²��裺
����(1)��Ʒ�ˮ������դȥ�����������pH���ڳأ�ͨ��ϡ�����ϡ������ڵ�Ʒ�ˮ��������;
����(2)��pH���ڳس�ˮ������̿���װ�ã����װ�ò��õײ�����������̿��������Ӧʱ�䲻����24Сʱ;
����(3)������ˮ����������Ӧ�أ�ͨ��ϡNaOH ��Ca(OH)2��������ǿ����ҩ�������ڵ�Ʒ�ˮ���ʼ��ԣ�ʹ���ؽ�����������;
����(4)��������Ӧ�س�ˮ���������أ����й�Һ���룬����Һ����һ��������;
����(5)��һ���������ڣ�������д���������Լ��ѽ����л��������;ͬʱ��������̼Դ��ʹ������к���������ķ��������ã�һ��������DO��0.5 mg/L��ˮ��ͣ��ʱ��Ϊ8~24h;
����(6)������������أ����������һ��ȥ���л��ͬʱ���ò����̼Դ��һ�����з�������������Ҫ��������̼Դ������������DO��0.5 mg/L��ˮ��ͣ��ʱ��Ϊ4~12h;
����(7)��������أ���������л���Ľ���Ͱ������������ã�ͨ�������ý��������ú��γɵ������ηֱ������һ��������������;���������ε�ȥ���������������¶�Ϊ20~35�棬ˮ��ͣ��ʱ��Ϊ12~36h��DOΪ2~5mg/L����Ч����Ũ��MLSS������3500mg/L�������ػ�����һ�������صĻ������ٱȿ�����2~8:1;�����ػ��������������صĻ������ٱȿ�����2~4:1;
����(8)��������أ��������������һ�������أ���������֮��Ϊ��1~3:1������Һ�ų���
����������������̼ԴΪ���м����г����̼Դ��
������������Ե�Ʒ�ˮ�ܵ���ȥ���������������У���һ����ѡ�ļ������������������£�
����1������(1)�У���ѡ����pH��1.0~5.0��
����2������(2)�У�����̿����У���ⷴӦʱ����ѡΪ1~6h��
����3������(3)�У���ѡ���ڵ�Ʒ�ˮpH��7.5~ 12����һ����ѡ��pHֵ������7.5~10��
����4������(7)�У���������DO��ѡΪ2~4mg/L����Ч����Ũ��MLSS��ѡΪ3500mg/L~6500mg/L��
����5������(7)�У������ػ�����һ�������صĻ������ٱ���ѡ������2~6��1;�����ػ��������������صĻ������ٱ���ѡ������2~3��1��
����6�������ػ�����һ�������صĻ������ٱ���ѡ������2��1��
�������������������õĶ�����Ҫ��ԭˮCOD��1000 mg/L��������100 mg/L�������100 mg/L���ܵ���250 mg/L�ĵ�Ʒ�ˮ���������������մ���֮��ˮCODŨ�ȡ�100 mg/L����ˮ����Ũ�ȡ�5 mg/L����ˮ�ܵ�Ũ�ȡ�30 mg/L���ﵽ�����Ⱦ���ŷű�(GB 21900-2008)��
���������������ؽ���Ũ�Ƚϸߵĵ�Ʒ�ˮ������Ч���Ϻã���������������Ե�Ʒ�ˮ�ܵ���ȥ�����������ʺϵ�Ʒ�ˮ��Ҳͬ���ʺ���ҩ��ˮ��ʳƷ��ˮ�����ͷ�ˮ�Ȼ�����ˮ�Լ�������ˮ��������ˮ�Ĵ�����
���������м�����ȣ��������������ŵ���Ҫ�����ڣ�
����1����������ˮ����ָ����ȫ�ﵽ�����Ⱦ���ŷű�(GB 21900-2008)���ر��ǽ��Ŀǰ��Ʒ�ˮ�����������ܵ����ܴ�����⣬����������ҵ������ˮ���ڻ�������Ⱦ���⡣
����2�������������뵥���Ļ�ѧ����ȣ��������Խ�Լ���гɱ���ά�ɱ������Ҵ���Ч�ʸߡ���������ǿ����ˮˮ���ȶ���������Ⱦ�����⡣





