
申请日2012.04.11
公开(公告)日2012.08.01
IPC分类号C02F3/30
摘要
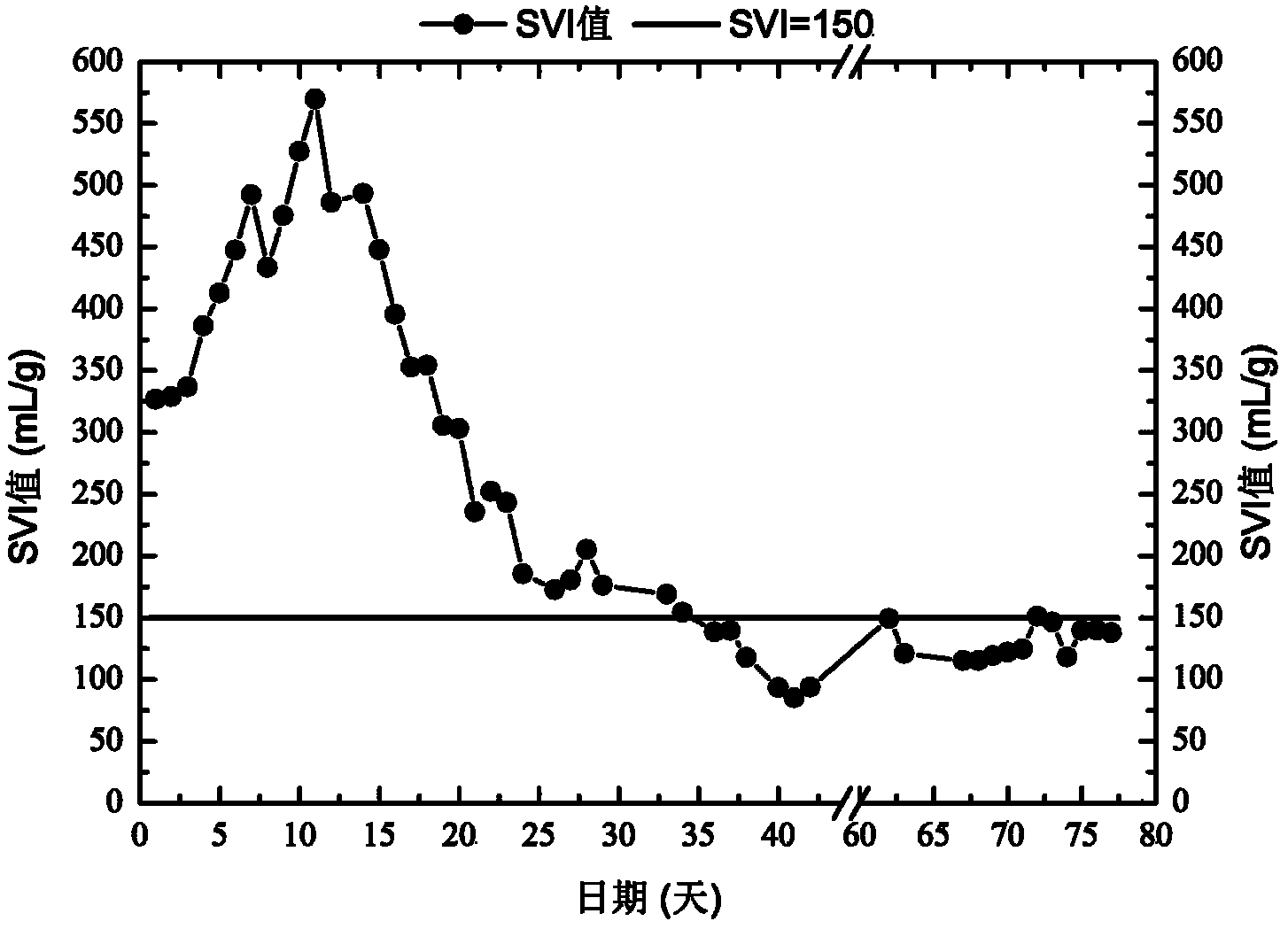
基于无硝化A/O生物除磷工艺丝状菌污泥膨胀的恢复方法属于城市生活污水处理与再生领域。借助A/O生物除磷反应器,分两阶段恢复丝状菌膨胀,首先保持负荷为0.40~0.50kgCOD/kgMLSS/d,调节回流比为75%~85%,控制好氧段曝气形成1.4mg/L~1.6mg/L,0.9mg/L~1.0mg/L,0.9mg/L~1.0mg/L的DO梯度曝气以淘汰丝状菌,当SVI值降低至180mL/g~250mL/g范围内时,降低回流比至45%~55%,降低曝气形成0.9mg/L~1.1mg/L,0.4mg/L~0.6mg/L,0.4mg/L~0.6mg/L的DO梯度。在此运行参数条件下,由DO和高负荷冲击(1.54kgCOD/kgMLSS/d)引起的丝状菌膨胀可以得到迅速恢复,SVI由569.8mL/g降至150mL/g以下,对于较轻的丝状菌膨胀恢复时间更短。
权利要求书
1.一种A/O工艺丝状菌污泥膨胀的恢复方法,其特征在于:在A/O工艺反 应器的好氧段添加穿孔隔板将好氧段分第一好氧段、第二好氧段、第三好氧 段,且步骤如下:
步骤一,丝状菌淘汰阶段:当系统内污泥发生丝状菌膨胀后,调节进水 负荷到0.40~0.50kgCOD/kgMLSS/d,通过在线仪器检测数据调节各段曝气严格 控制第一、二、三好氧段DO分别为1.4mg/L~1.6mg/L,0.9mg/L~1.0mg/L,0.9 mg/L~1.0mg/L;通过排除剩余污泥的形式保持系统的泥龄在4~7天,并保持回 流比为75%~85%,厌氧段水力停留时间为1~2h,好氧区水力停留时间为2~5h; 在此运行条件下,当反应器SVI值下降到180mL/g~250mL/g时,认为丝状菌淘 汰成功;
步骤二,强化污泥性能阶段:在步骤一基础上,保持进水负荷在 0.40~0.50kgCOD/kgMLSS/d不变,并将第一、二、三好氧段的溶解氧降低到0.9 mg/L~1.1mg/L,0.4mg/L~0.6mg/L,0.4mg/L~0.6mg/L,降低回流比到 45%~55%,厌氧段水力停留时间为1~2h,好氧区水力停留时间为2~5h;在此 运行条件下,当反应器出水中系统SVI值降至150mL/g以下并且保持SVI值不高 于150mL/g 10天以上,认为丝状菌污泥膨胀恢复成功。
说明书
基于无硝化A/O生物除磷工艺丝状菌污泥膨胀的恢复方法
技术领域
本发明属于城市生活污水处理与再生领域。具体涉及专用于常温 条件下城市生活污水无硝化厌氧/好氧(A/O)生物除磷工艺丝状菌污 泥膨胀的恢复方法。
背景技术
活性污泥法是污水生物处理中最常用的方法,污泥膨胀是活性污 泥法污水处理厂运行过程中的经常困扰人们的最棘手的问题,我国的 绝大部分城市污水处理厂每年都发生活性污泥膨胀,在各类型的活性 污泥工艺中都存在活性污泥膨胀的问题,较严重的污泥膨胀不仅使污 泥流失,出水悬浮物升高,极大的降低了系统的处理能力,而且一旦 发生活性污泥膨胀则难于控制,有时需要相当长的时间才能恢复,给 污水处理带来严重的影响。
引起污泥膨胀的因素有多种,环境条件如水质水量,水温等的剧 烈波动,运行参数如SRT(泥龄)、DO(溶解氧)、HRT(水力停留 时间)等的变化都可能导致活性污泥膨胀的发生。污泥膨胀最常见的 是由于丝状菌过度增殖而引起的丝状菌污泥膨胀,丝状菌的鉴别手段 复杂,引起的因素复杂,而且这些因素又是相互影响、相互关联、相 互制约的,加之其在生理上与菌胶团细菌的竞争优势,如何控制和恢 复丝状菌污泥膨胀一直是污水处理的难点和重点。
丝状菌膨胀是干扰活性污泥法系统正常运行的一个重要影响因 素,目前国内外对于如何控制,尤其是污泥膨胀后如何快速高效经济 的恢复系统的稳定运行仍然缺少一套公认的行之有效的方法。因此研 究丝状菌污泥膨胀的恢复具有重要意义。
发明内容
本发明的目的在于解决现有城市污水处理中特定因素引起的丝 状菌污泥膨胀的问题,基于负荷和溶解氧双基质控制原理,而提供一 种常温城市污水条件下无硝化生物除磷A/O工艺丝状菌污泥膨胀恢 复的方法。
一种A/O工艺丝状菌污泥膨胀的恢复方法,其特征在于:在A/O 工艺反应器的好氧段添加穿孔隔板将好氧段分第一好氧段、第二好氧 段、第三好氧段,且步骤如下:
步骤一,丝状菌淘汰阶段:当系统内污泥发生丝状菌膨胀后,调 节进水负荷到0.40~0.50kgCOD/kgMLSS/d,(MLSS为污泥浓度)通过在 线仪器检测数据调节各段曝气严格控制第一、二、三好氧段DO分别 为1.4mg/L~1.6mg/L,0.9mg/L~1.0mg/L,0.9mg/L~1.0mg/L;通过排 除剩余污泥的形式保持系统的泥龄在4~7天,并保持回流比为 75%~85%,厌氧段水力停留时间为1~2h,好氧区水力停留时间为 2~5h;在此运行条件下,当反应器SVI值(污泥体积指数)下降到 180mL/g~250mL/g时,认为丝状菌淘汰成功;
步骤二,强化污泥性能阶段:在步骤一基础上,保持进水负荷 在0.40~0.50kgCOD/kgMLSS/d不变,并将第一、二、三好氧段的溶解 氧降低到0.9mg/L~1.1mg/L,0.4mg/L~0.6mg/L,0.4mg/L~0.6mg/L, 降低回流比到45%~55%,厌氧段水力停留时间为1~2h,好氧区水力 停留时间为2~5h;在此运行条件下,当反应器出水中系统SVI值降至 150mL/g以下并且保持SVI值不高于150mL/g 10天以上,认为丝状菌 污泥膨胀恢复成功。
本发明在原A/O反应器基础上进行微小改进。即在好氧段添加穿 孔隔板将其分为第一好氧段、第二好氧段、第三好氧段,可以通过调 节曝气量来控制反应器废水中的每段的溶解氧浓度。反应器中安装在 线ORP(氧化还原电位)、pH、DO仪器,可以实时监测反应器内的参 数。
本发明主要通过控制负荷和溶解氧,并通过调整回流比,来实现 丝状菌污泥膨胀的恢复。
与现有丝状菌污泥膨胀的恢复方法相比较,本发明具有以下有益 效果:
1)本发明方法采用两阶段恢复方法,通过控制负荷和溶解氧, 并通过调节合适的回流比以及控制系统的泥龄,首次成功应用于常温 城市污水无硝化A/O生物除磷工艺丝状菌污泥膨胀的恢复,为污水处 理污泥膨胀的恢复技术提供了可靠依据。
2)本发明方法的恢复周期短,并且主要是调控负荷和溶解氧, 操作简单,调控方便,无需添加任何化学药剂,即从根本上解决了系 统的丝状菌污泥膨胀的问题,消除了传统上治标不治本的烦恼,更经 济有效地实现系统的稳定运行。
3)本发明方法的恢复费用只是正常的系统运行费用,无需其他 额外运行成本。





