
°°°°…к«л»’2011.12.27
°°°°єЂњ™(єЂЄж)»’2012.07.04
°°°°IPCЈ÷јаЇ≈C02F9/14; C02F3/28
°°°°’™“™
°°°°±ЊЈҐ√чєЂњ™ЅЋ“ї÷÷–¬–Ќµƒіуґєµ∞∞„ЈѕЋЃЄя–І—б—хі¶јн∆ч£ђ∞ьј®£ЇїмЇѕ«ш£Ї”√”ЏљЂЈі”¶∆чµ„≤њµƒљшЋЃ°Ґњ≈Ѕ£ќџƒа“‘Љ∞∆ш“ЇЈ÷јл«шїЎЅчµƒƒаЋЃїмЇѕќпїмЇѕ;—б—хЈҐ…ъ«ш£ЇїмЇѕ«ш–ќ≥…µƒƒаЋЃїмЇѕќпљш»лЄ√«ш£ђ‘ЏЄя≈®ґ»ќџƒа„ч”√ѕ¬£ђ”–їъќп„™їѓќ™’”∆ш£ђƒаЋЃїмЇѕќп±ї’”∆шћб…э÷Ѕ∆ш“ЇЈ÷јл«ш;∆ш“ЇЈ÷јл«ш£Ї±їћб…эїмЇѕќп÷–µƒ’”∆ш‘ЏіЋ”лƒаЋЃЈ÷јл£ђ’”∆ш±їіҐіж∆рјі£ђƒаЋЃїмЇѕќп‘т—Ў„≈їЎЅчє№ЈµїЎ÷ЅїмЇѕ«ш£ђ≥Ѕµн«ш£Ї—б—хЈҐ…ъ«шµƒƒаЋЃїмЇѕќп‘Џ≥Ѕµн«шљш––єћ“ЇЈ÷јл;Ћщ цїмЇѕ«ш∞ьј®єёће£ђ‘ЏЋщ цєёћеƒЏ…и÷√ґаЄцЅђљ””–љшЋЃє№µƒ–эЅч≤ЉЋЃ∆ч£ђЋщ ц–эЅч≤ЉЋЃ∆ч…и÷√”–ґаЄц≈з„м£ђ«“√њЄц≈з„мµƒ≥цЋЃЈљѕтЊщ”лєёћеƒЏ±Џµƒ«–ѕяЈљѕтѕаЌђ°£Єƒ…∆ЅЋЈі”¶∆ч÷–µƒіЂ÷ –Ієы£ђ”≈їѓЅЋЈі”¶∆чµƒі¶јн–Ієы°£
°°°°»®јы“™«у й
°°°°1.“ї÷÷–¬–Ќµƒіуґєµ∞∞„ЈѕЋЃЄя–І—б—хі¶јн∆ч£ђ∞ьј®£Ї
°°°°їмЇѕ«ш£Ї”√”ЏљЂЈі”¶∆чµ„≤њµƒљшЋЃ°Ґњ≈Ѕ£ќџƒа“‘Љ∞∆ш“ЇЈ÷јл«шїЎЅчµƒƒаЋЃїмЇѕќпїм Їѕ;
°°°°—б—хЈҐ…ъ«ш£ЇїмЇѕ«ш–ќ≥…µƒƒаЋЃїмЇѕќпљш»лЄ√«ш£ђ‘ЏЄя≈®ґ»ќџƒа„ч”√ѕ¬£ђ”–їъќп„™ їѓќ™’”∆ш£ђƒаЋЃїмЇѕќп±ї’”∆шћб…э÷Ѕ∆ш“ЇЈ÷јл«ш;
°°°°∆ш“ЇЈ÷јл«ш£Ї±їћб…эїмЇѕќп÷–µƒ’”∆ш‘ЏіЋ”лƒаЋЃЈ÷јл£ђ’”∆ш±їіҐіж∆рјі£ђƒаЋЃїмЇѕ ќп‘т—Ў„≈їЎЅчє№ЈµїЎ÷ЅїмЇѕ«ш£ђ
°°°°≥Ѕµн«ш£Ї—б—хЈҐ…ъ«шµƒƒаЋЃїмЇѕќп‘Џ≥Ѕµн«шљш––єћ“ЇЈ÷јл;
°°°°∆дћЎ’ч «£ЇЋщ цїмЇѕ«ш∞ьј®єёће£ђ‘ЏЋщ цєёћеƒЏ…и÷√ґаЄцЅђљ””–љшЋЃє№µƒ–эЅч≤ЉЋЃ ∆ч£ђЋщ ц–эЅч≤ЉЋЃ∆ч…и÷√”–ґаЄц≈з„м£ђ«“√њЄц≈з„мµƒ≥цЋЃЈљѕтЊщ”лєёћеƒЏ±Џµƒ«–ѕяЈљѕтѕа Ќђ°£
°°°°2.ЄщЊЁ»®јы“™«у1Ћщ цµƒі¶јн∆ч£ђ∆дћЎ’ч «£Ї–эЅч≤ЉЋЃ∆чµƒЄц эќ™4Єц£ђ«“∆љЊщЈ÷≤Љ‘Џ Ћщ цєёћеƒЏ£ђ√њЄц–эЅч≤ЉЋЃ∆чЄчЅђљ”“їћхљшЋЃє№°£
°°°°3.ЄщЊЁ»®јы“™«у1-2»ќ“їѕоЋщ цµƒі¶јн∆ч£ђ∆дћЎ’ч «£ЇЋщ ц√њЄц–эЅч≤ЉЋЃ∆ч…и”–6Єц≈з „м£ђ«“ґ‘≥∆µЎЈ÷≤Љ‘ЏЋщ ц–эЅч≤ЉЋЃ∆ч…ѕ°£
°°°°4.ЄщЊЁ»®јы“™«у3Ћщ цµƒі¶јн∆ч£ђ∆дћЎ’ч «£ЇЋщ цїЎЅчє№µƒ≥цњЏ…и÷√‘Џ–эЅч≤ЉЋЃ∆чµƒ’э …ѕЈљ°£
°°°°5.ЄщЊЁ»®јы“™«у1Ћщ цµƒі¶јн∆ч£ђ∆дћЎ’ч «£ЇЋщ ц—б—хЈҐ…ъ«шЈ÷ќ™µЏ“ї—б—х«шЇЌµЏґю—б —х«ш£ђ”–їъќп‘ЏµЏ“ї—б—х«ш„™їѓќ™’”∆ш£ђЋщ ц’”∆шљЂƒаЋЃїмЇѕќпћб…э÷Ѕ∆ш“ЇЈ÷јл«ш; £”а ≤њЈ÷љш»лµЏґю—б—х«шљш––Јі”¶°£
°°°°Ћµ√ч й
°°°°“ї÷÷–¬–Ќµƒіуґєµ∞∞„ЈѕЋЃЄя–І—б—хі¶јн∆ч
°°°°ЉЉ хЅм”т
°°°°±ЊЈҐ√ч…жЉ∞“ї÷÷—б—хі¶јн∆ч£ђЄь„Љ»ЈµЎЋµ£ђ…жЉ∞“ї÷÷”√”Џі¶јніуґєµ∞∞„Ј÷ЋЃµƒ—б—х і¶јн∆ч°£
°°°°±≥Њ∞ЉЉ х
°°°°ЈѕЋЃ—б—х…ъќпЉЉ х”…”Џ∆дЊёіуµƒі¶јнƒ№Ѕ¶ЇЌ«±‘Џµƒ”¶”√«∞Њ∞£ђ“ї÷± «ЋЃі¶јнЉЉ х—– Њњµƒ»»µг°£і”іЂЌ≥µƒ—б—хљ”і•є§“’ЈҐ’єµљѕ÷љсєгЈЇЅч––µƒUASBє§“’£ђЈѕЋЃ—б—хі¶јнЉЉ х“—»’«ч≥… м°£Ћж„≈…ъ≤ъЈҐ’є”л„ ‘і°Ґƒ№Їƒ°Ґ’ЉµЎµ»“тЋЎЉд√ђґ№µƒљш“ї≤љЌї≥ц£ђѕ÷”–µƒ—б —хє§“’”÷√жЅў„≈—ѕЊюµƒћф’љ£ђ”»∆д «»зЇќі¶јн…ъ≤ъЈҐ’єішјіµƒіуЅњЄя≈®ґ»”–їъЈѕЋЃ£ђ єµ√ —–ЈҐЉЉ хЊ≠Љ√Єь”≈їѓµƒ—б—хє§“’Ј«≥£±Ў“™°£ƒЏ—≠їЈ—б—хі¶јнЉЉ х(“‘ѕ¬Љт≥∆IC—б—хЉЉ х) ЊЌ «‘Џ’в“ї±≥Њ∞ѕ¬≤ъ…ъµƒЄя–Іі¶јнЉЉ х£ђЋь «20 јЉЌ80ƒкіъ÷–∆Џ”…Ї…јЉPAQUESєЂЋЊ —–ЈҐ≥…є¶£ђ≤ҐЌ∆»лєъЉ ЈѕЋЃі¶јнє§≥ћ –≥°£ђƒњ«∞“—≥…є¶”¶”√”ЏЌЅґєЉ”є§°Ґ∆°Њ∆°Ґ ≥∆ЈЇЌƒы √ Ћбµ»ЈѕЋЃі¶јн÷–°£ µЉщ÷§√ч£ђЄ√ЉЉ х»•≥э”–їъќпµƒƒ№Ѕ¶‘ґ‘ґ≥ђєэ∆’Ќ®—б—хі¶јнЉЉ х(»з UASB)£ђґш«“ICЈі”¶∆ч»Ёїэ–°°ҐЌґ„ …ў°Ґ’ЉµЎ °°Ґ‘Ћ––ќ»ґ®£ђ «“ї÷÷÷µµ√Ќ∆єгµƒЄя–І—б —хі¶јнЉЉ х°£
°°°°“‘UASBє§“’ќ™іъ±нµƒµЏ2іъ—б—хЈі”¶∆ч£ђ“јњњњ≈Ѕ£ќџƒаµƒ–ќ≥…ЇЌ»эѕаЈ÷јл∆чµƒ „ч”√£ђ єќџƒа‘ЏЈі”¶∆ч÷–÷ЌЅф£ђ µѕ÷ЅЋSRT>HRT(SRT£ЇSludge Retention Time£ђќџƒаЌ£Ѕф ±Љд£ђ“≤ЊЌ «ќџƒаƒаЅд;HRT£ЇHydraulic Retention Time£ђЋЃЅ¶Ќ£Ѕф ±Љд£ђ «÷Єіэі¶јнќџ ЋЃ‘ЏЈі”¶∆чƒЏµƒ∆љЊщЌ£Ѕф ±Љд£ђ“≤ЊЌ «ќџЋЃ”л…ъќпЈі”¶∆чƒЏќҐ…ъќп„ч”√µƒ∆љЊщЈі”¶ ± Љд°£)£ђі”ґшћбЄяЅЋЈі”¶∆чƒЏќџƒа≈®ґ»£ђµЂ «Јі”¶∆чµƒіЂ÷ єэ≥ћ≤Ґ≤їјнѕл°£“™Єƒ…∆іЂ÷ –Ієы£ђ „о”––ІµƒЈљЈ®ЊЌ «ћбЄя±н√жЋЃЅ¶ЄЇЇ…ЇЌ±н√ж≤ъ∆шЄЇЇ…[4]°£»їґшЄяЄЇЇ…≤ъ…ъµƒЊзЅ“љЅґѓ”÷ їб єЈі”¶∆чƒЏќџƒаі¶”ЏЌк»Ђ≈т’Ќ„іћђ£ђ є‘≠±ЊSRT>HRTѕтSRT=HRTЈљѕт„™±д£ђќџƒаєэ ЅњЅч І£ђі¶јн–Ієы±д≤о°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√чќ™ЅЋљвЊцѕ÷”–ЉЉ х÷–іж‘Џµƒќ ћв£ђћбє©ЅЋ“ї÷÷–¬–Ќµƒіуґєµ∞∞„ЈѕЋЃЄя–І—б—х і¶јн∆ч£ђЄƒ…∆ЅЋЈі”¶∆ч÷–µƒіЂ÷ –Ієы£ђ”≈їѓЅЋЈі”¶∆чµƒі¶јн–Ієы°£
°°°°ќ™ µѕ÷…ѕ цƒњµƒ£ђ±ЊЈҐ√чµƒЉЉ хЈљ∞Є «£Ї“ї÷÷–¬–Ќµƒіуґєµ∞∞„ЈѕЋЃЄя–І—б—хі¶јн∆ч£ђ ∞ьј®£Ї
°°°°їмЇѕ«ш£Ї”√”ЏљЂЈі”¶∆чµ„≤њµƒљшЋЃ°Ґњ≈Ѕ£ќџƒа“‘Љ∞∆ш“ЇЈ÷јл«шїЎЅчµƒƒаЋЃїмЇѕќпїм Їѕ;
°°°°—б—хЈҐ…ъ«ш£ЇїмЇѕ«ш–ќ≥…µƒƒаЋЃїмЇѕќпљш»лЄ√«ш£ђ‘ЏЄя≈®ґ»ќџƒа„ч”√ѕ¬£ђ”–їъќп„™ їѓќ™’”∆ш£ђƒаЋЃїмЇѕќп±ї’”∆шћб…э÷Ѕ∆ш“ЇЈ÷јл«ш;
°°°°∆ш“ЇЈ÷јл«ш£Ї±їћб…эїмЇѕќп÷–µƒ’”∆ш‘ЏіЋ”лƒаЋЃЈ÷јл£ђ’”∆ш±їіҐіж∆рјі£ђƒаЋЃїмЇѕ ќп‘т—Ў„≈їЎЅчє№ЈµїЎ÷ЅїмЇѕ«ш£ђ
°°°°≥Ѕµн«ш£Ї—б—хЈҐ…ъ«шµƒƒаЋЃїмЇѕќп‘Џ≥Ѕµн«шљш––єћ“ЇЈ÷јл;
°°°°Ћщ цїмЇѕ«ш∞ьј®єёће£ђ‘ЏЋщ цєёћеƒЏ…и÷√ґаЄцЅђљ””–љшЋЃє№µƒ–эЅч≤ЉЋЃ∆ч£ђЋщ ц–э Ѕч≤ЉЋЃ∆ч…и÷√”–ґаЄц≈з„м£ђ«“√њЄц≈з„мµƒ≥цЋЃЈљѕтЊщ”лєёћеƒЏ±Џµƒ«–ѕяЈљѕтѕаЌђ°£
°°°°”≈—°µƒ «£ђ–эЅч≤ЉЋЃ∆чµƒЄц эќ™4Єц£ђ«“∆љЊщЈ÷≤Љ‘ЏЋщ цєёћеƒЏ£ђ√њЄц–эЅч≤ЉЋЃ∆ч ЄчЅђљ”“їћхљшЋЃє№°£
°°°°”≈—°µƒ «£ђЋщ ц√њЄц–эЅч≤ЉЋЃ∆ч…и”–6Єц≈з„м£ђ«“ґ‘≥∆µЎЈ÷≤Љ‘ЏЋщ ц–эЅч≤ЉЋЃ∆ч…ѕ°£
°°°°”≈—°µƒ «£ђЋщ цїЎЅчє№µƒ≥цњЏ…и÷√‘Џ–эЅч≤ЉЋЃ∆чµƒ’э…ѕЈљ°£
°°°°”≈—°µƒ «£ђЋщ ц—б—хЈҐ…ъ«шЈ÷ќ™µЏ“ї—б—х«шЇЌµЏґю—б—х«ш£ђ”–їъќп‘ЏµЏ“ї—б—х«ш„™ їѓќ™’”∆ш£ђЋщ ц’”∆шљЂƒаЋЃїмЇѕќпћб…э÷Ѕ∆ш“ЇЈ÷јл«ш; £”а≤њЈ÷љш»лµЏґю—б—х«шљш––Јі”¶°£
°°°°±ЊЈҐ√чµƒ”–“ж–Ієы‘Џ”Џ£ЇћбЄяЅЋїмЇѕ«ш≤ЉЋЃµƒЊщ‘»–‘£ђћбЄяЅЋ—б—х‘Ћ––µƒ”–їъЄЇЇ…£ђ ICЈі”¶∆чƒЏќџƒа≈®ґ»Єя£ђќҐ…ъќпЅњіу£ђ«“іж‘ЏƒЏ—≠їЈ£ђіЂ÷ –ІєыЇ√£ђљшЋЃ”–їъЄЇЇ…њ…≥ђ єэ∆’Ќ®—б—хЈі”¶∆чµƒ3±ґ“‘…ѕ°£
°°°°ћбЄя—б—х‘Ћ––µƒњє≥еїчЄЇЇ…ƒ№Ѕ¶£ђі¶јнµЌ≈®ґ»ЈѕЋЃ(COD=2000°Ђ3000mg/L) ±£ђЈі ”¶∆чƒЏ—≠їЈЅчЅњњ…іпљшЋЃЅњµƒ2°Ђ3±ґ;і¶јнЄя≈®ґ»ЈѕЋЃ(COD=10000°Ђ15000mg/L) ±£ђ ƒЏ—≠їЈЅчЅњњ…іпљшЋЃЅњµƒ10°Ђ20±ґ°£іуЅњµƒ—≠їЈЋЃЇЌљшЋЃ≥дЈ÷їмЇѕ£ђ є‘≠ЋЃ÷–µƒ”–Ї¶ќп ÷ µ√µљ≥дЈ÷ѕ° Ќ£ђіуіуљµµЌЅЋґЊќпґ‘—б—хѕыїѓєэ≥ћµƒ”∞ѕм°£
°°°°ќ»ґ®≥цЋЃЋЃ÷ јы”ЏЇ√—х‘Ћ––£ђјы”√ґюЉґUASBіЃЅ™Ј÷Љґ—б—хі¶јн£ђњ…“‘≤є≥•—б—хєэ ≥ћ÷–KsЄя≤ъ…ъµƒ≤їјы”∞ѕм°£Јі”¶∆чЈ÷ЉґїбљµµЌ≥цЋЃVFA≈®ґ»£ђ—”≥§…ъќпЌ£Ѕф ±Љд£ђ є Јі”¶ЄьЉ”ќ»ґ®°Ґ≥дЈ÷°£
°°°°ЄљЌЉЋµ√ч
°°°°ЌЉ1 Њ≥цЅЋ±ЊЈҐ√ч—б—хі¶јн∆чµƒє§„чЅч≥ћ Њ“вЌЉ°£
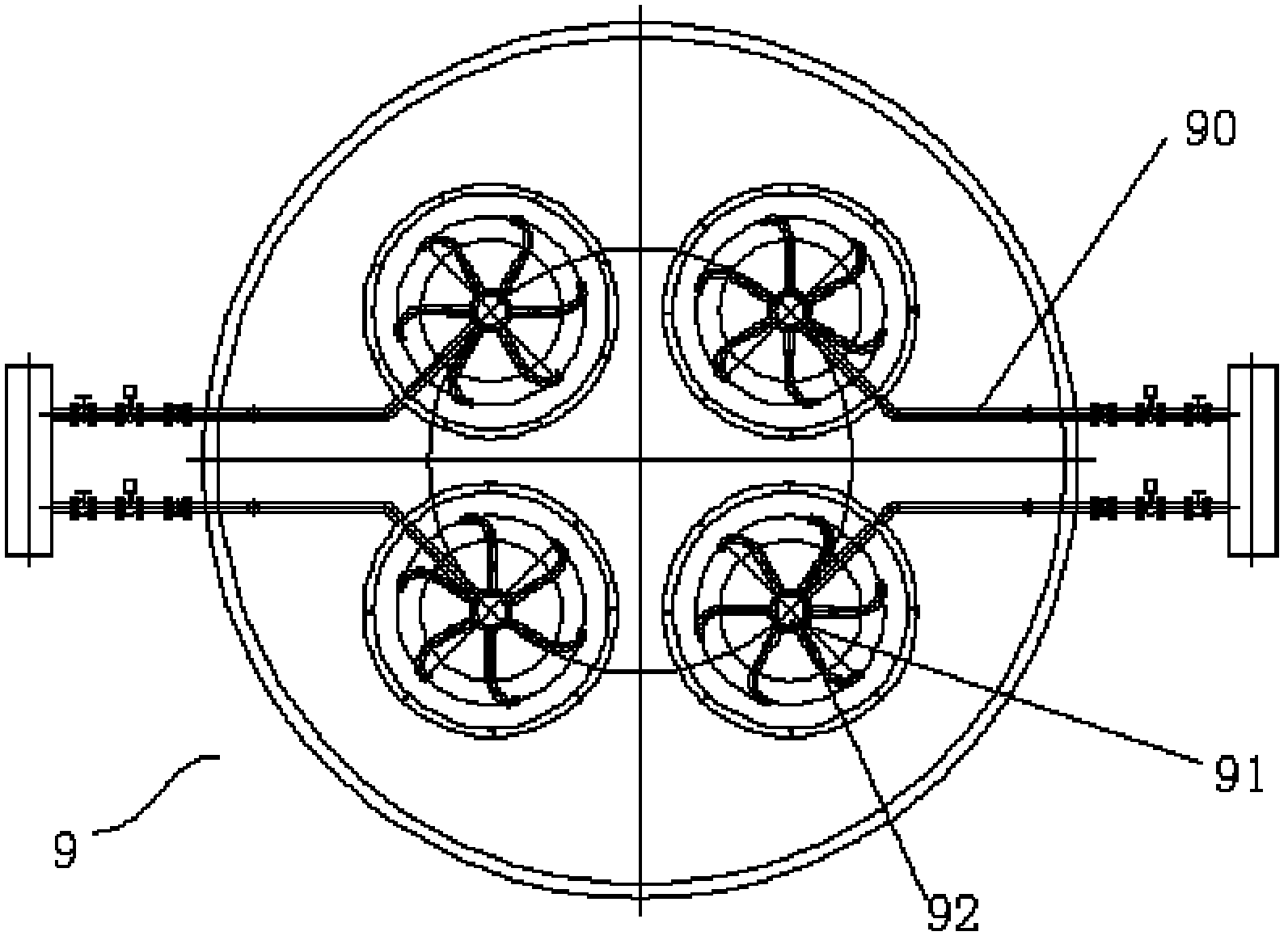
°°°°ЌЉ2 Њ≥цЅЋ±ЊЈҐ√ч–эЅч≤ЉЋЃ∆чµƒљбєє Њ“вЌЉ°£
°°°°Њяће µ ©Јљ љ
°°°°ѕ¬√жљбЇѕЄљЌЉґ‘±ЊЈҐ√чµƒЊяће µ ©Јљ љ„цљш“ї≤љЋµ√ч°£
°°°°≤ќњЉЌЉ1°ҐЌЉ2£ђ±ЊЈҐ√чµƒ—б—хі¶јн∆ч£ђ”…µЏ“їUASBЈі”¶∆ч3ЇЌµЏґюUASBЈі”¶∆ч 4іЃЅ™ґш≥…°£∞іє¶ƒ№їЃЈ÷£ђЈі”¶∆ч”…ѕ¬ґш…ѕє≤Ј÷ќ™5Єц«ш£ЇїмЇѕ«ш16°ҐµЏ1—б—х«ш10°Ґ µЏ2—б—х«ш11°Ґ≥Ѕµн«ш12ЇЌ∆ш“ЇЈ÷јл«ш1°£
°°°°їмЇѕ«ш16£ЇЈі”¶∆чµ„≤њљшЋЃ°Ґњ≈Ѕ£ќџƒаЇЌ∆ш“ЇЈ÷јл«шїЎЅчµƒƒаЋЃїмЇѕќп”––ІµЎ‘ЏіЋ «ш≥дЈ÷їмЇѕЇу‘ўљш»лµљ—б—хЈі”¶«ш°£µ„≤њ…и”–ґє«еЋЃµƒљшЋЃє№7£ђЌ®єэљшЅѕ±√ЇЌµзі≈ЅчЅњ Љ∆4ґ‘∆дљшЅѕљш––њЎ÷∆£ђ‘Џ∆дљшЅѕµƒє№ѕя…ѕїєњ…“‘‘ц…и“їЄц—б—хєёљшЅѕїмЇѕ∆ч2£ђљш––‘§ їмЇѕ;µЏ“ї—б—хЈҐ…ъ«ш10…и”–—б—хїЎЅчЋЃє№5£ђЅђљ”„≈—б—хєёљшЅѕїмЇѕ∆ч2£ђґа”аµƒ≥цЋЃ Ќ®єэ—б—хїЎЅчЋЃє№5љш»лµљ—б—хєёљшЅѕїмЇѕ∆ч2÷–£ђ µѕ÷ЅЋ—≠їЈїЎЅч°£Ћщ цїмЇѕ«ш16∞ь ј®єёће9£ђ‘ЏЋщ цєёћеƒЏ…и÷√ґаЄцЅђљ””–љшЋЃє№90µƒ–эЅч≤ЉЋЃ∆ч91£ђЋщ ц–эЅч≤ЉЋЃ∆ч91 …и÷√”–ґаЄц≈з„м92£ђ«“√њЄц≈з„м92µƒ≥цЋЃЈљѕтЊщ”лєёће9ƒЏ±Џµƒ«–ѕяЈљѕтѕаЌђ°£±ЊЈҐ√ч …и”–4ЄщљшЋЃє№90£ђЈ÷±рі”єёће9µƒ«∞ЇуЅљЄцќї÷√Њщ‘»µЎљш»лµљєёƒЏ£ђ4ЄщљшЋЃє№Ј÷±рЅђ љ”4Єц–эЅч≤ЉЋЃ∆ч91£ђ∆д‘ЏєёƒЏЄч’ЉЋƒЈ÷÷Ѓ“їµƒ√жїэ°£√њЄц≤ЉЋЃ∆ч…ѕ…и”–6Єц–эЅч≈з„м 92£ђ√њЄц≈з„м92µƒ≥цЋЃњЏЊщ”лєёће9ƒЏ±Џ≥…«–ѕяЈљѕт£ђљшЋЃ—Ў„≈«–ѕяЈљѕтљш»лµљєёƒЏ£ђ ≤Ґішґѓ–эЅч≤ЉЋЃ∆ч–э„™≈зЅч°£”≈—°µƒ «£ђ∆ш“ЇЈ÷јл«ш“э≥цµƒїЎЅчє№15µƒ≥цњЏ…и÷√‘Џ–эЅч ≤ЉЋЃ∆чµƒ’э…ѕЈљ£ђ’в—щїЎЅчє№15÷–µƒЅчЋЃ¬дѕ¬јіЇуЊЌ”лљшЋЃ≥дЈ÷µƒїмЇѕ£ђіпµљЅЋЊщ‘»≤Љ ЋЃµƒƒњµƒ°£
°°°°µЏ1—б—хЈҐ…ъ«ш10£ЇїмЇѕ«ш16–ќ≥…µƒƒаЋЃїмЇѕќпљш»лЄ√«ш£ђ‘ЏЄя≈®ґ»ќџƒаµƒ„ч”√ѕ¬£ђ іу≤њЈ÷”–їъќп„™їѓќ™’”∆ш°£їмЇѕ“Ї…ѕ…эЅчЇЌ’”∆шµƒЊзЅ“»≈ґѓ єЄ√Јі”¶«шƒЏќџƒа≥ ≈т’ЌЇЌЅч їѓ„іћђ£ђЉ”«њЅЋƒаЋЃµƒ±н√жљ”і•£ђќџƒа”…іЋґш±£≥÷„≈љѕЄяµƒїо–‘°£Ћж„≈’”∆ш≤ъЅњµƒ‘цґа£ђ “ї≤њЈ÷ƒаЋЃїмЇѕќп±ї’”∆шћб…э÷Ѕґ•≤њµƒ∆ш“ЇЈ÷јл«ш1£ђ £”аµƒ≤њЈ÷њ…“‘Ќ®єэ»эѕаЈ÷јл∆ч13 љш––∆ш°Ґ“Ї°Ґєћ»эѕаЈ÷јл£ђ“‘љш»лµЏ2—б—хЈҐ…ъ«ш11°£
°°°°∆ш“ЇЈ÷јл«ш1£Ї±їћб…эїмЇѕќп÷–µƒ’”∆ш‘ЏіЋ”лƒаЋЃЈ÷јл≤ҐµЉ≥ці¶јнѕµЌ≥£ђ’”∆шЌ®єэіҐ іж∆рјі£ђƒаЋЃїмЇѕќп‘т—Ў„≈їЎЅчє№15ЈµїЎµљ„оѕ¬ґЋµƒїмЇѕ«ш£ђ”лЈі”¶∆чµ„≤њµƒќџƒаЇЌљш ЋЃ≥дЈ÷їмЇѕ£ђ µѕ÷ЅЋїмЇѕ“ЇµƒƒЏ≤њ—≠їЈ°£
°°°°µЏ2—б—хЈҐ…ъ«ш11£ЇЊ≠µЏ1—б—хЈҐ…ъ«ші¶јнЇуµƒЈѕЋЃ£ђ≥э“ї≤њЈ÷±ї’”∆шћб…эЌв£ђ∆д ”аµƒґЉЌ®єэ»эѕаЈ÷јл∆ч13љш»лµЏ2—б—х«ш°£Є√«шќџƒа≈®ґ»љѕµЌ£ђ«“ЈѕЋЃ÷–іу≤њЈ÷”–їъќп “—‘ЏµЏ1—б—хЈҐ…ъ«ш±їљµљв£ђ“тіЋ’”∆ш≤ъ…ъЅњљѕ…ў°£’”∆шЌ®єэ’”∆шє№µЉ»л∆ш“ЇЈ÷јл«ш1£ђ ґ‘µЏ2—б—х«шµƒ»≈ґѓЇ№–°£ђ’вќ™ќџƒаµƒЌ£Ѕфћбє©ЅЋ”–јыћхЉю°£
°°°°≥Ѕµн«ш14£ЇµЏ2—б—хЈҐ…ъ«шµƒƒаЋЃїмЇѕќп‘Џ≥Ѕµн«шљш––єћ“ЇЈ÷јл£ђ…ѕ«е“Ї”…≥цЋЃє№ ≈≈„я£ђ≥Ѕµнµƒњ≈Ѕ£ќџƒаЈµїЎµЏ2—б—хЈҐ…ъ«шµƒќџƒаі≤°£
°°°°і”ICЈі”¶∆чє§„ч‘≠јн÷–њ…Љы£ђЈі”¶∆чЌ®єэ2≤гјі µѕ÷SRT>HRT£ђїсµ√Єяќџƒа≈®ґ»; Ќ®єэіуЅњ’”∆шЇЌƒЏ—≠їЈµƒЊзЅ“»≈ґѓ£ђ єƒаЋЃ≥дЈ÷љ”і•£ђїсµ√ЅЉЇ√µƒіЂ÷ –Ієы°£
°°°°Јі”¶∆ч≤ъ…ъµƒ…ъќп∆шіњґ»Єя£ђCH4ќ™70%°Ђ80%£ђCO2ќ™20%°Ђ30%£ђ∆дЋь”–їъќп ќ™1%°Ђ5%£ђњ…„чќ™»ЉЅѕ”√”ЏЈҐµз°£ћбЄяЅЋїмЇѕ«ш≤ЉЋЃµƒЊщ‘»–‘£ђћбЄяЅЋ—б—х‘Ћ––µƒ”– їъЄЇЇ…£ђICЈі”¶∆чƒЏќџƒа≈®ґ»Єя£ђќҐ…ъќпЅњіу£ђ«“іж‘ЏƒЏ—≠їЈ£ђіЂ÷ –ІєыЇ√£ђљшЋЃ”–їъ ЄЇЇ…њ…≥ђєэ∆’Ќ®—б—хЈі”¶∆чµƒ3±ґ“‘…ѕ°£
°°°°ћбЄя—б—х‘Ћ––µƒњє≥еїчЄЇЇ…ƒ№Ѕ¶£ђі¶јнµЌ≈®ґ»ЈѕЋЃ(COD=2000°Ђ3000mg/L) ±£ђЈі ”¶∆чƒЏ—≠їЈЅчЅњњ…іпљшЋЃЅњµƒ2°Ђ3±ґ;і¶јнЄя≈®ґ»ЈѕЋЃ(COD=10000°Ђ15000mg/L) ±£ђ ƒЏ—≠їЈЅчЅњњ…іпљшЋЃЅњµƒ10°Ђ20±ґ°£іуЅњµƒ—≠їЈЋЃЇЌљшЋЃ≥дЈ÷їмЇѕ£ђ є‘≠ЋЃ÷–µƒ”–Ї¶ќп ÷ µ√µљ≥дЈ÷ѕ° Ќ£ђіуіуљµµЌЅЋґЊќпґ‘—б—хѕыїѓєэ≥ћµƒ”∞ѕм°£
°°°°ќ»ґ®≥цЋЃЋЃ÷ јы”ЏЇ√—х‘Ћ––£ђјы”√ґюЉґUASBіЃЅ™Ј÷Љґ—б—хі¶јн£ђњ…“‘≤є≥•—б—хєэ ≥ћ÷–KsЄя≤ъ…ъµƒ≤їјы”∞ѕм°£Јі”¶∆чЈ÷ЉґїбљµµЌ≥цЋЃVFA≈®ґ»£ђ—”≥§…ъќпЌ£Ѕф ±Љд£ђ є Јі”¶ЄьЉ”ќ»ґ®°Ґ≥дЈ÷°£
°°°°„џ…ѕЋщ цљцќ™ЈҐ√чљѕЉ—µƒ µ ©јэ£ђ≤ҐЈ«”√јіѕёґ®±ЊЈҐ√чµƒ µ ©ЈґќІ°£ЉіЈ≤“ј±ЊЈҐ√ч…к «л„®јыЈґќІµƒƒЏ»ЁЋщ„чµƒµ»–І±дїѓЉ∞–ё ќ£ђљ‘”¶ ф”Џ±ЊЈҐ√чµƒЉЉ хЈґ≥л°£





