
申请日2011.10.14
公开(公告)日2012.04.18
IPC分类号C02F1/52; C02F9/14
摘要
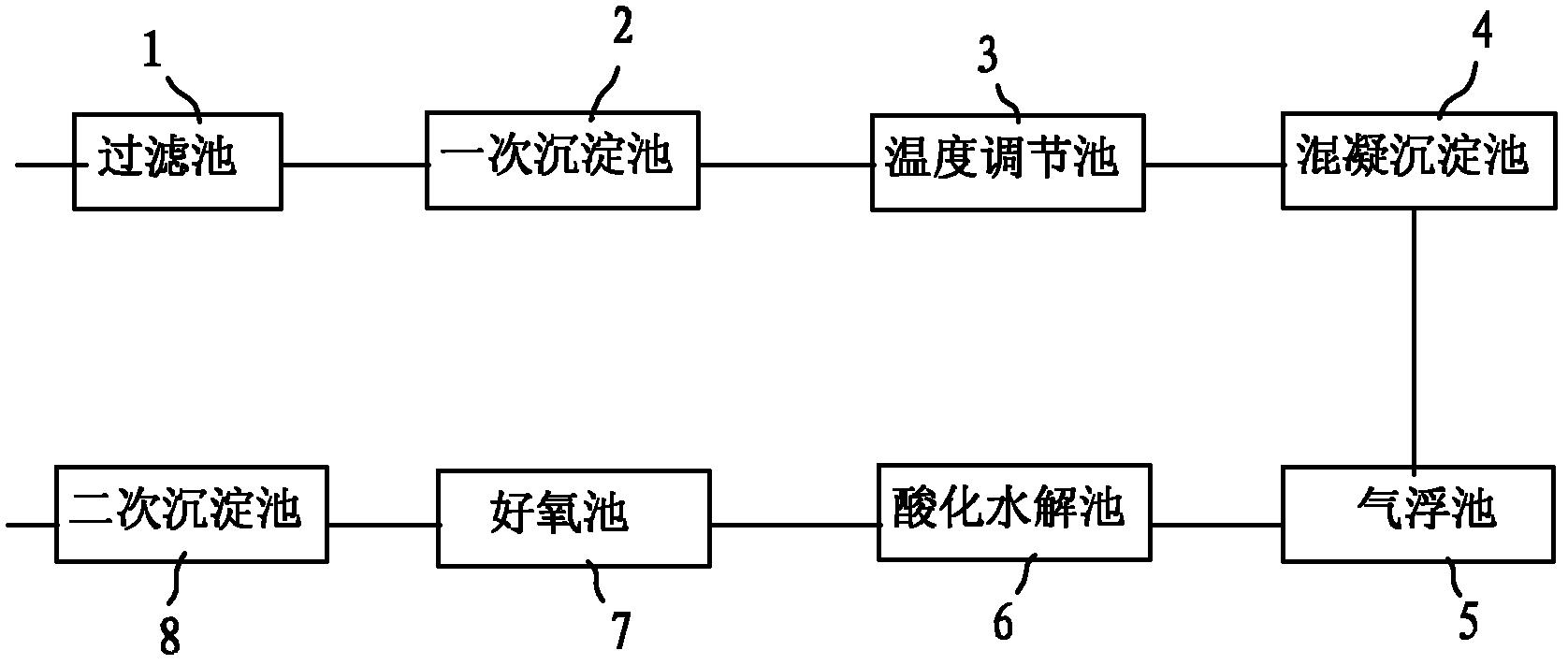
本发明公开了一种综合处理酸洗工艺废水和制革工艺废水的系统及方法,该系统包括依次通过管道连接的过滤池、一次沉淀池、温度调节池、混凝沉淀池、气浮池、酸化水解池、好氧池和二次沉淀池。该方法包括将制革工艺废水依次通过过滤池和一次沉淀池,然后通入温度调节池,调节温度至17~30℃后与投加有铁屑和硅酸钠的酸洗工艺废水混合;将混合废水通入混凝沉淀池,加入CaO调节pH值至8~9,除去沉淀;将从混凝沉淀池溢出的上清通入气浮池,除去悬浮物;接着依次通过酸化水解池和好氧池,除去残留的有机物;最后通入二次沉淀池。本发明方法可以同时处理两种废水,所耗资源成本低廉、用量少,运行成本低,设备投资小,有利于大范围推广。
权利要求书
1.一种综合处理酸洗工艺废水和制革工艺废水的系统,其特征在于, 包括依次通过管道连接的过滤池、一次沉淀池、温度调节池、混凝沉淀池、 气浮池、酸化水解池、好氧池和二次沉淀池。
2.根据权利要求1所述的系统,其特征在于,所述的混凝沉淀池上 设有溢流装置。
3.一种利用权利要求1所述系统综合处理酸洗工艺废水和制革工艺 废水的方法,包括:
将制革工艺废水依次通过过滤池和一次沉淀池,除去固体物质,然后 通入温度调节池,调节温度至17~30℃后与投加有铁屑和硅酸钠的酸洗工 艺废水混合,得到混合废水;将混合废水通入混凝沉淀池,加入CaO调 节pH值至8~9,除去生成的沉淀;将从混凝沉淀池溢出的废水上清通入 气浮池,除去悬浮物;接着依次通过酸化水解池和好氧池,除去残留的有 机物;最后通入二次沉淀池进行二次沉降。
4.根据权利要求3所述的方法,其特征在于,所述的酸洗工艺废水 与所述的制革工艺废水的质量比为1∶4~1∶10。
5.根据权利要求3所述的方法,其特征在于,以每吨酸洗工艺废水 计,铁屑的投加量200~280g。
6.根据权利要求3所述的方法,其特征在于,以每吨酸洗工艺废水 计,硅酸钠的投加量为80~200g。
7.根据权利要求3所述的方法,其特征在于,所述的混凝沉淀池底 部设有搅拌器,搅拌速度为100~150r/min。
8.根据权利要求3所述的方法,其特征在于,处理时,所述的气浮 池中废水的表面负荷为3.5~5.5m3/m2・h,上升流速为1~1.2mm/s,停留时间 为20~30min。
说明书
综合处理酸洗工艺废水和制革工艺废水的系统及方法
技术领域
本发明涉及水污染处理技术领域,尤其涉及一种综合处理酸洗工艺废水和制革工艺废水的系统及方法。
背景技术
钢铁工业用水量和所产生的废水量非常大,每练1t钢大约需要200~250m3的水。轧钢主要包括热轧和冷轧两种工艺,它们所产生的污水水质有很大的不同:其中冷轧废水污染物种类繁多,成分也非常复杂,主要含有Cr6+、Cr3+和金属铁、镍等物质。由于Cr6+具有很强的毒性,必须将其还原成Cr3+生成氢氧化物沉淀去除。而热轧废水中的污染物质主要为轧机轧辊辊道和钢材的表面进行喷淋冷却过程中带入的大量氧化铁皮,各润滑点含油类物质,系统漏油、渗油以及生产过程中油管爆裂造成的油类污染物以及其他固体杂质。
目前国内外钢铁行业酸洗废水处理主要包括化学沉淀法、喷雾焙烧回收盐酸法和流化床法等工艺,其中化学沉淀法是目前国内所采用的主要方法,它的最大缺点是污泥量大,污泥脱水困难,容易造成二次污染,且难于回收利用。焙烧回收盐酸法和流化床法可回收得到再生产品,但年处理量在上万吨规模时,其新建工程和设备添置上投资巨大,建设周期较长。真空浓缩法和纳米膜过滤法也存在同样的问题。
制革厂的混合污水处理的方法种类繁多,在废水排放标准控制严格的地方,其工艺是先将各类污水(脱脂、脱毛浸灰、鞣质等废液)单独处理后再进行混合处理,但往往基建费用高,处理成本大。
发明内容
本发明提供了一种综合处理酸洗工艺废水和制革工艺废水的系统,该系统可以同时处理两种废水,投资和运行成本低。
一种综合处理酸洗工艺废水和制革工艺废水的系统,包括依次通过管 道连接的过滤池、一次沉淀池、温度调节池、混凝沉淀池、气浮池、酸化水解池、好氧池和二次沉淀池。
所述混凝沉淀池上设有溢流装置,并且混凝沉淀池底部设有搅拌器。
一种利用上述系统综合处理酸洗工艺废水和制革工艺废水的方法,包括:
将制革工艺废水依次通过过滤池和一次沉淀池,除去固体物质,然后通入温度调节池,调节温度至17~30℃后与投加有铁屑和硅酸钠的酸洗工艺废水混合,得到混合废水;将混合废水通入混凝沉淀池,加入CaO调节pH值至8~9,除去生成的沉淀;将从混凝沉淀池溢出的废水上清通入气浮池,除去悬浮物;接着依次通过酸化水解池和好氧池,除去残留的有机物;最后通入二次沉淀池进行二次沉降。
制革工艺废水主要来源于鞣前准备,鞣制和其他湿加工工段。污染最严重的是脱脂废水、浸灰脱毛废水、铬鞣废水,这3种废水约占总废水量的50%,但却包含了绝大部分的污染物,即80%的CODcr,75%的BOD5,70%的Ss,93%的硫化物,50%的氯化钠以及95%的铬化合物。
冷轧薄板酸洗工艺废水为酸洗薄板后的废水,各主要成分的含量大约为:Fe2+/Fe3+1000~2000mg/L,CODcr 631mg/L,Ss 54mg/L,pH 2~3。
由于制革工艺废水中含有毛发、边角料等大颗粒固体物质,通过过滤池和沉淀池可以去除。调节制革工艺废水的温度可以采用与废热水(火力发电厂废水)混合,也可以采用加热设备加热。
处理时,所述的酸洗工艺废水与所述的制革工艺废水的质量比为1∶4~1∶10。需要在酸洗工艺废水中投加铁屑,以每吨酸洗工艺废水计,投加量优选为200~280g。这主要是为了混合后的废水中Fe2+/Fe3+浓度维持在200mg/L左右。硅酸钠是一种常见絮凝剂,溶于水形成胶状物,以每吨酸洗工艺废水计,其投加量优选为80~200g。硅酸钠的投加量主要考虑硅元素与废水中铁元素的摩尔比大致维持在25∶1。
由于制革工艺废水pH为8~11,含有S2-等阴离子,而酸洗工艺废水pH为2~3,含有Fe2+等金属离子,混合时发生如下反应:
H++OH-=H2O;S2-+M2+=MS↓
由于酸洗工艺废水中投加有铁屑,具有强氧化能力的物质被铁屑和Fe2+还原,如六价铬离子被还原成三价铬离子,而生成Fe3+。混合废水中 添加CaO,pH值达8~9,酸洗工艺废水与制革工艺废水混合后的pH值大约为2.7~7,以每吨混合废水计,调节混合废水pH至8~9大约需要CaO的量为0.5~40g。混合废水中的OH-可以与金属离子发生反应,生成难溶物或胶体物:
Fe2++2OH-=Fe(OH)2↓;Fe3++3OH-=Fe(OH)3↓;Cr3++3OH-=Cr(OH)3↓
混凝沉淀池中的胶状物和生成的沉淀物沉降至底部,在混凝沉淀池底部设置搅拌装置,对混合废水进行搅拌可以提高反应效率和混凝效率,搅拌速率优选为100~150r/min。
从混凝沉淀池溢出的混合废水进入气浮池,处理时,气浮池中废水的表面负荷为3.5~5.5m3/m2・h,上升流速为1~1.2mm/s,停留时间为20~30min,可以去除如油脂等与水密度接近的悬浮物。
水解酸化池包括水解和酸化两阶段,水解的目的是将废水中的非溶解性有机物转变为溶解性有机物,酸化的目的是将废水中可溶的难生物降解的有机物转变为易生物降解的有机物,提高废水的可生化性,以利于后续的好氧生物处理。
经水解酸化处理的废水中溶解态的COD大部分被去除或者降解成易生物降解的低分子有机物。进入好氧池后,大部分氨氮和剩余部分COD被去除,同时好氧池的上清液回流到水解酸化池,发生反硝化脱氮反应,水体中的硝态氮大部分被去除。
本发明方法可以同时处理两种废水,所耗资源成本低廉、用量少,运行成本低,设备投资小,有利于大范围推广。





