
申请日2018.06.08
公开(公告)日2018.11.23
IPC分类号D21H15/10; D21H15/02; D21H13/24; D21F11/02; B01D69/10; B01D69/06; C02F3/10; C02F3/12
摘要
本发明公开了一种用于水处理的MBR平板膜的湿法基材无纺布,其原料纤维包括主体纤维和热熔粘结纤维;所述主体纤维的材质为PET;所述热熔粘结纤维包括表层和内芯;所述表层的材质为改性COPET;所述内芯的材质为PET;所述主体纤维的重量比为总重量的50~70%,所述热熔粘结纤维的重量比为总重量的30~50%。而制备方法是由原料亲水预处理,抄网造成纤维网,烘干处理,热熔辗压,热辗压厚度控制,质量检测与收卷着6个步骤完成。该步骤与最终所得成品具有质量上乘,性能稳定,一致性优,工艺流程短,连续性好,一次成型,生产成本低,易操作控制,设备简单,投资少等特点。
权利要求书
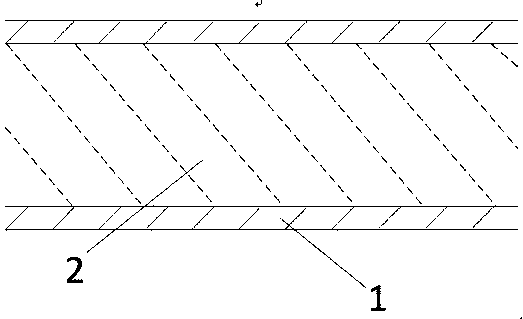
1.一种用于水处理的MBR平板膜的湿法基材无纺布,其特征在于:其原料纤维包括主体纤维和热熔粘结纤维;所述主体纤维的材质为PET;所述热熔粘结纤维包括表层(1)和内芯(2);所述表层(1)的材质为改性COPET;所述内芯(2)的材质为PET;所述主体纤维的重量比为总重量的50~70%,所述热熔粘结纤维的重量比为总重量的30~50%。
2.根据权利要求1所述用于水处理的MBR平板膜的湿法基材无纺布,其特征在于:所述热熔粘结纤维的纤维直径为0.5~2dtex,纤维长度为2~5mm;所述主体纤维的纤维直径为0.3~2dtex,纤维长度为2~5mm。
3.根据权利要求1所述用于水处理的MBR平板膜的湿法基材无纺布,其特征在于:所述表层(1)熔点温度为110°C~195°C,内芯(2)熔点温度为250℃;所述主体纤维熔点温度为250℃;所述原料纤维的吸湿率为0.4%,热收缩率为8~12%。
4.一种制备如权利要求1所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于,该制备方法依次包括以下步骤:
a,原料纤维的亲水性预处理:步骤a选用亲水高效的表面活性剂,将抄造循环处理液和原料纤维放入打浆机内,通过加入配制好的循环处理水,打浆分散制备成纤维浆料;将纤维浆料投入储浆缸内,并开启储浆缸的搅拌机,将纤维浆料稀释分散至纤维呈单根状且悬浮与水中,制得经亲水处理的抄造纤维浆料;
b,抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,经流量控制器控制工艺流量,所述网前水箱内设置水流分配器和水流喷射管;纤维浆料经网前箱流至倾斜抄造网进行脱水成纤维湿网;
c,烘干处理:通过水平网将步骤b制备的纤维湿网导入平网带上,连续进入烘箱烘干处理,烘箱温度控制在原料纤维熔点温度以下;用加热金属棍在上,传动棍在下的第一热轧机将纤维网和传输平网一同进行热压,纤维网初步粘结,脱网后可继续输送至第二热轧机实施;
d,热熔辗压:将经第一热轧机初步粘结的纤维网导入第二热轧机实施热熔辗压而制得产生强度的所述基材无纺布,且两个轧辊中的上辊为导热油加热的金属镜面辊,其辊面温度高于纤维熔点温度,下辊以复合辊作为传动棍;
e,热辗压厚度控制:将经步骤d所制得的基材无纺布连续导入第三轧机实施无纺布的厚度轧制,调节轧辊压力,制得符合厚度要求的基材无纺布;所述第三热轧机上辊为导热油加热的金属镜面辊,辊面温度低于纤维熔点温度,下辊以复合棍作为传动辊;
f,质量检测与收卷:将步骤e制得的基材无纺布制成品导入缺陷和厚度检测系统,自动检测记录数据,由收卷计米器计数收卷。
5.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:步骤a所述纤维上网的流量为40~60M³每小时;所述抄造循环处理液中水:活性剂的比例为1000:4~6;所述纤维浆料中纤维原料打浆比为1000:30~40;所述储浆缸内的水和纤维比重为1000:0.5~0.9。
6.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:步骤b抄造纤维网脱水是用真空泵抽吸脱水的,其纤维直径用粗纤维、中纤维、较细纤维和超细纤维,四种不同直径的纤维组成的纤维网。
7.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:所述步骤c烘干处理的烘箱温度为50~80°C,纤维网通过烘箱的时间为1.5~2min,第一轧机带网轧制,金属辊表面温度为130~160°C,线压力为轧辊自重。
8.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:所述步骤d热熔辗压金属辊表面温度210~232°C,轧辊线压力为70~90kg/cm,复合辊表面温度为110~120°C,硬度为70~90度。
9.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:所述步骤e热辗压厚度控制:金属镜面辊表面温度160~190°C,复合棍表面温度为100~120°C,轧辊线压力为60~100kg/cm间调节无纺布厚度。
10.根据权利要求4所述用于水处理的MBR平板膜的湿法基材无纺布的制备方法,其特征在于:所述步骤a原料亲水预处理,步骤b抄网造成纤维网,步骤c烘干处理,步骤d热熔辗压,步骤e热辗压厚度控制,步骤f质量检测与收卷6个步骤是连续同步进行。
说明书
一种用于水处理的MBR平板膜的湿法基材无纺布及其制备方法
技术领域
本发明涉及一种基材无纺布,尤其是一种用于涂布制备MBR平板膜的基材无纺布及其制备方法,属湿法无纺布技术领域。
背景技术
现有的膜生物反应器MBR工艺技术在处理生活污水和工业废水已取得明显的功效。其中膜组件是MBR的核心部分,目前工程化应用中主要采用中空纤维膜组件和平板膜组件,平板膜和中空纤维膜有不同特点,适用范围也有区别。由于平板膜材料强度高,制成的膜片强度高,在实际运行使用过程中,平板膜的使用寿命是中空纤维膜的1-2倍,并有清洗周期长,易清洗,易更换等特点。
而平板膜由于具有过滤分离功能的聚合物涂层单体膜强度极低,无法制成膜组件,必须与无纺布结合成一体才能使用,因此这种无纺布便成为MBR膜的关键基础材料。为制得高性能的平板膜,作为平板膜的基材无纺布必须具备优良的纤维成网均匀分布一致性,良好的微孔结构,较高的抗拉强度,适合的透气量,耐酸碱,抗氧化,表面不起毛,变形量小,厚度一致等要求。
由于聚砜涂膜层厚度非常薄(约0.03-0.05mm),基材无纺布光面涂层后在其后续热水清洗,烘干过程中,所可能形成涂膜层与非涂膜层遇热收缩不一致,而导致涂膜面纵向两侧边向中心卷曲或产生皱条。因此基材无纺布的纵向与横向的拉力比不能大于1.3:1,以防止涂膜固化时,膜纵向两侧向中心卷曲,而涂膜不能进行。
在现有的涂膜技术中,MBR平板膜的基材无纺布一般选用熔喷法生产熔喷无纺布,或纺粘法生产的纺粘无纺布。由于熔喷无纺布,喷丝的纤维直径单一,难以适合涂膜溶液渗入到无纺布内部的1/2或1/3的要求,熔喷无纺布直径单一,不能做到纤维直径粗细搭配,而熔喷无纺布的孔径、孔率、透气量难以控制。孔径过大涂膜时溶液渗入过多,堵塞无纺布通路,影响膜组件出水量,浪费注膜液,增加成本。如孔径过小,涂膜后涂膜层与基材无纺布容易分层、剥离,而熔喷无纺布和纺粘无纺布一般采用聚酯切片PET为原料,经喷丝或纺丝过程形成无纺布。在后续辗压过程中,由于PET纤维软化点至熔点温度范围小,在加热辗压过程中很难控制纤维横截面的变形纤维横截面圆形,在加热加压辗压至扁平型或椭圆形,来调节基材无纺布的孔径和透气量。
在现有的技术中,专利号:CN104888627A(黑龙江省环境研究院)和CN102553456A(天津大学)提出了对涤纶基材无纺布进行亲水改性,提高无纺布的亲水能力,并没有提出基材无纺布的制造方法。也没有提到MBR平板膜对基材无纺布的技术要求和特性,因此采用一般技术的无纺布是难以得到合格的MBR膜片的。
发明内容
为了解决上述背景技术中提出的问题,克服现有的涂层固化后与无纺布结合不牢,发生分层、剥离、卷曲、变形的情况,以及非单层结构的无纺布需复合才能成型的情况,本发明提供了一种用于水处理的MBR平板膜的湿法基材无纺布,其原料纤维包括主体纤维和热熔粘结纤维;所述主体纤维的材质为PET;所述热熔粘结纤维包括表层和内芯;所述表层的材质为改性COPET;所述内芯的材质为PET;所述主体纤维的重量比为总重量的50~70%,所述热熔粘结纤维的重量比为总重量的30~50%。
较佳的,所述热熔粘结纤维的纤维直径为0.5~2dtex,纤维长度为2~5mm;所述主体纤维的纤维直径为0.3~2dtex,纤维长度为2~5mm。
较佳的,所述表层(1)熔点温度为110°C~195°C,内芯(2)熔点温度为250℃;所述主体纤维熔点温度为250℃;所述原料纤维的吸湿率为0.4%,热收缩率为8~12%。
较佳的,该制备方法依次包括以下步骤:
a,原料纤维的亲水性预处理:步骤a选用亲水高效的表面活性剂,将抄造循环处理液和原料纤维放入打浆机内,通过加入配制好的循环处理水,打浆分散制备成纤维浆料;将纤维浆料投入储浆缸内,并开启储浆缸的搅拌机,将纤维浆料稀释分散至纤维呈单根状且悬浮与水中,制得经亲水处理的抄造纤维浆料;
b,抄造成纤维网:将步骤a制备的抄造纤维浆料,用液泵输入高位压水箱内,保持水位高度不变和水压稳定,经流量控制器控制工艺流量,所述网前水箱内设置水流分配器和水流喷射管;纤维浆料经网前箱流至倾斜抄造网进行脱水成纤维湿网;
c,烘干处理:通过水平网将步骤b制备的纤维湿网导入平网带上,连续进入烘箱烘干处理,烘箱温度控制在原料纤维熔点温度以下;用加热金属棍在上,传动棍在下的第一热轧机将纤维网和传输平网一同进行热压,纤维网初步粘结,脱网后可继续输送至第二热轧机实施;
d,热熔辗压:将经第一热轧机初步粘结的纤维网导入第二热轧机实施热熔辗压而制得产生强度的所述基材无纺布,且两个轧辊中的上辊为导热油加热的金属镜面辊,其辊面温度高于纤维熔点温度,下辊以复合辊作为传动棍;
e,热辗压厚度控制:将经步骤d所制得的基材无纺布连续导入第三轧机实施无纺布的厚度轧制,调节轧辊压力,制得符合厚度要求的基材无纺布;所述第三热轧机上辊为导热油加热的金属镜面辊,辊面温度低于纤维熔点温度,下辊以复合棍作为传动辊;
f,质量检测与收卷:将步骤e制得的基材无纺布制成品导入缺陷和厚度检测系统,自动检测记录数据,由收卷计米器计数收卷;
较佳的,步骤a所述纤维上网的流量为40~60M³每小时;所述抄造循环处理液中水:活性剂的比例为1000:4~6;所述纤维浆料中纤维原料打浆比为1000:30~40;所述储浆缸内的水和纤维比重为1000:0.5~0.9。
较佳的,步骤b抄造纤维网脱水是用真空泵抽吸脱水的,其纤维直径用粗纤维、中纤维、较细纤维和超细纤维,四种不同直径的纤维组成的纤维网。
较佳的,所述步骤c烘干处理的烘箱温度为50~80°C,纤维网通过烘箱的时间为1.5~2min,第一轧机带网轧制,金属辊表面温度为130~160°C,线压力为轧辊自重。
较佳的,所述步骤d热熔辗压金属辊表面温度210~232°C,轧辊线压力为70~90kg/cm,复合辊表面温度为110~120°C,硬度为70~90度。
较佳的,所述步骤e热辗压厚度控制:金属镜面辊表面温度160~190°C,复合棍表面温度为100~120°C,轧辊线压力为60~100kg/cm间调节无纺布厚度。
较佳的,所述步骤a原料亲水预处理,步骤b抄网造成纤维网,步骤c烘干处理,步骤d热熔辗压,步骤e热辗压厚度控制,步骤f质量检测与收卷6个步骤是连续同步进行。
与现有技术相比,本发明的有益效果是:
1.将上述步骤a配制好的,按基材无纺布孔径、透气量的要求设计的粗、中、细、超细纤维混合浆料,经水泵输入高位水箱,水箱内水位高度不变,以保证水压恒定。经输水管道流量控制器,控制水流量至所需要工艺流量。在此工艺过程中步骤a原料纤维的配比充分利用湿法抄造的特性,可以用不同的材质的纤维、不同直径、不同长度、不同特性的功能纤维,按工艺要求混合配比。所制得的无纺布相同的面积平均重量,可得到不同的孔径、孔率和透气量,按无纺布的技术要求,调整纤维的粗、中、细、超细的配方,操作可控性较简易,而一般的无纺布工艺技术是无法实现的。
2.根据步骤b抄造成纤维网,纤维浆料经流量控制器、流量分配器分配到管喷射至上网水箱内壁上,水中所含有的纤维与水一起流动,由于管道内的流速快,水中含有的纤维在运行中与管道内壁摩擦,管道内水中运动的纤维长度方向与水流前进方向是相同的。本发明在网前箱段设置水流分配器和水流喷射管,网前箱内是充满水的,在喷射压力作用下,水箱下部的水产生翻滚,水中所含有的纤维改变了单一方向排列分布,形成多方向杂乱分布,水流由网前箱下部上升至上部溢水口流向水平缓冲板,此时流速减慢水流中的纤维仍保持呈纵横交错状。水流至抄网斜网滤水,成型成无纺布纤维网,符合基材无纺布技术要求。本发明步骤a所制得的基材无纺布经后续湿法抄造热轧后,基材无纺布的均匀度、孔径、孔率有利于满足涂膜液渗透至无纺布厚度的1/2处,涂层和无纺布的结合锚固强度好,不易分层剥离。本发明步骤b所制得的无纺布经后续烘干热辗压后,由湿网纤维的杂乱比为1.2:1或1.3:1,热辗压后无纺布的纵横向拉力比为1.2:1或1.3:1,由此解决了基材无纺布在涂膜过程中,因基材无纺布纵横向拉力比过大,而引起膜片的两侧向中心收缩卷曲,涂膜工艺不能正常进行的缺陷。
3.由步骤b制备的纤维湿网,通过水平网将纤维湿网导入平网带上,连续进入烘箱烘干处理。并采用了第一热轧机对传输平网和纤维网同时进行热压,金属辊表面温度为130-160°C,该温度在COPET/PET纤维的初熔温度范围内,使纤维网表面纤维产生热粘结,形成一定拉力强度,同时传输平网底层传动辊为常温,纤维网底层不会与传输平网产生粘结,由此纤维网可以顺利的脱离传输平网进入第二热轧机,从而解决了涤纶纤维无纺布湿法抄造后热熔粘结的技术难题。
4.有本发明步骤c所制得的具有初步粘结强度的纤维网连续导入第二热轧机,进行热辗压,第二热轧机上辊为加热金属镜面辊,下辊为非加热硬质橡胶辊,金属镜面辊表面温度为228-235°C。接近或超过COPET/PET纤维的熔点温度,轧辊加压的线压力为60-90kg/cm,在此加热加压工艺工程中,基材无纺布由于基材无纺布中所含有的COPET/PET纤维表皮层已接近或超过热熔温度与其它纤维发生粘结。基材无纺布强度有较大的提高,厚度下降,孔径缩小。为了制得基材无纺布涂膜对孔径的最佳孔径、孔率和透气量。在原料纤维的直径采用粗、中、细、超细纤维按不同的比列配比,形成基本符合涂膜工艺对基材无纺布的孔径透气量要求。同时在此加热加压工艺过程中,调节加热辊的温度和压力,使纤维的横断面变形,由原来的圆型压到扁平型或椭圆型,纤维的变形进一步挤压缩小孔径的面积。调节加热辊的压力、温度就能精准控制基材无纺布的孔径和透气量,满足涂膜工艺对基材无纺布的不同孔径、透气量的要求。





